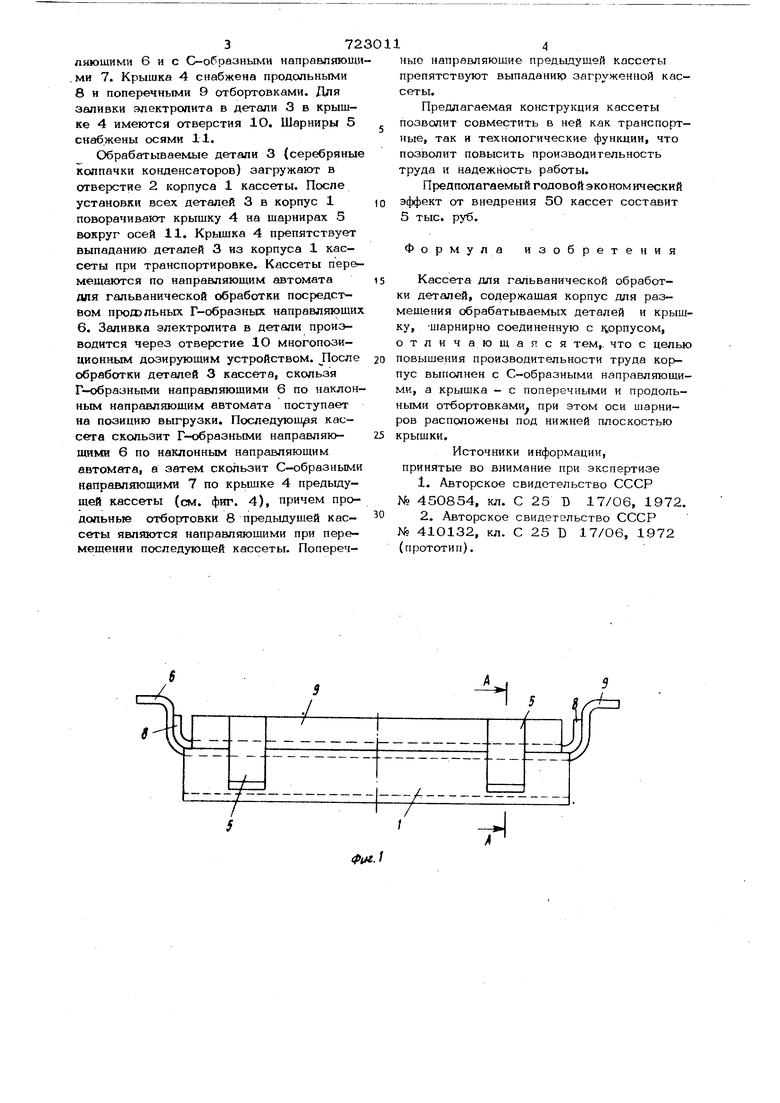
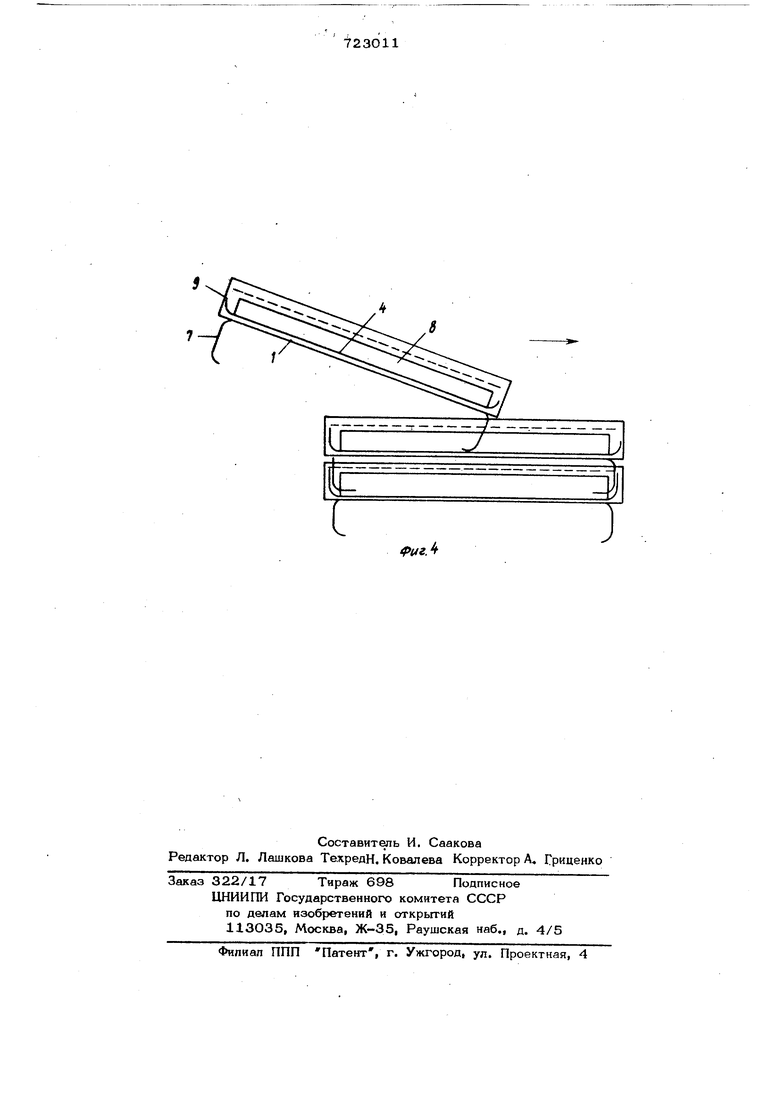
Изобретение относится к гальванической обработке деталей, в частности к устройствам, используемым в автоматах для гальванических покрытий внутренних поверхностей деталей, например серебряных катодов конденсаторов в виде колпачков. Известна поворотная кассета для галь ванической обработки деталей, содержащая контактньй узел для размещения обрабатываемых деталей, выполненный в виде сотовой решетки, соединенной шар-v нирно с прижимной рамкой l. Известна также кассета для гальванической обработки деталей, содержащая корпус в виде рамки для размещения обрабатываемых деталей, и крышку, щарнирно соединенную с корпусом |23. Эта конструкция является наиболее близкой к изобретению по своей технической сущности и достигаемому результату. Однако она не обеспечивает штабелирование кассет на выходе их из автоматического оборудования, вследствие чего требуется быстрое удаление кассеты с места выгрузки для безаварийного выхода последующей кассеты, что в свою очередь уменьшает надежность работы оборудования и снижает прюизводитель- ность труда. Цель изобретения - повышение производительности труда. Это достигается тем, что корпус выполнен с С-образными направляющими, а крышка - поперечными и продольными отбортовками, при этом оси шарниров расположены под нижней плоскостью крышки. На фиг. 1 изображена кассета, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; ни фиг. 4 - схема штабелирования кассет. Кассета для гальванической обработки деталей включает корпус 1 с отверстиями 2 для размещения обрабатываемых деталей 3 и крыщку 4, соединенную шарниром 5 с корпусом 1. Корпус 1 выполнен с Г-образными продольными напрев-
ляюшими бис С-образными направляющими 7. Крышка 4 снабжена продольными 8 и поперечными 9 отбортовками. Для заливки электролита в детали 3 в крышке 4 имеются отверстия 1О. Шарниры 5 снабжены осями 11.
Обрабатываемые детали 3 (серебряные колпачки конденсаторов) загружают в отверстие 2 корпуса 1 кассеты. После установки всех деталей 3 в корпус 1 поворачивают крышку 4 на шарнирах 5 вокруг осей 11. Крышка 4 препятствует выпаданию деталей 3 из корпуса 1 кассеты при транспортировке. Кассеты перемещаются по направляющим автомата для гальванической обработки посредством продольных Г-образных направляющих 6. Заливка электролита в детали производится через отверстие Ю многопозиционным дозирующим устройством. После обработки деталей 3 кассета, скользя Г-образньпу1и направляющими 6 по наклонным направляющим автомата поступает на позицию выгрузки. Последующ/ая кассета скользит Г-образными направляющими 6 по наклонньпл направляющим автомата, а затем скользит С-образными направляющими 7 по крышке 4 предьщущей кассеты (см. фиг. 4), причем продольные отбортовки 8 предьщущей кассеты являются направляющими при перемещении последующей кассеты. Поперечные направляющие предыдущей кассеты препятствуют выпаданию загруженной кассеты.
Предлагаемая конструкция кассеты позволит совместить в ней как транспортные, так и технологические функции, что позволит повысить производительность труда и надежность работы.
Предполагаемый годовой экономический эффект от внедрения 50 кассет составит 5 тыс. руб.
Формула изобретения
Кассета для гальванической обработки деталей, содержащая корпус для размещения обрабатываемых деталей и крышку, шарнирно соединенную с адрпусом, отличающаяся тем,, что с целью повышения производительности труда корпус выполнен с С-образными направляющими, а крышка - с поперечными и продольными oтбopтoвкaми при этом оси шарниров расположены под нижней плоскостью крышки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 450854, кл. С 25 В 17/06, 1972. 2. Авторское свидетельство СССР
№ 41О132, кл. С 25 D 17/О6, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоинструментальный двусторонний агрегатный станок | 1986 |
|
SU1386415A1 |
| Устройство для проведения химико-гальванических процессов | 1981 |
|
SU1097719A1 |
| УПЛОТНЕНИЯ ДЛЯ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ, РАССЧИТАННЫЕ НА АВТОМАТИЧЕСКУЮ ЗАЛИВКУ | 2008 |
|
RU2453486C2 |
| Установка для нанесения гальванических покрытий на мелкие детали | 1981 |
|
SU996528A1 |
| Кассетная контейнер преимущественно для транспортирования интегральных схем | 1988 |
|
SU1732397A1 |
| Автоматическая линия химической обработки поверхности деталей | 1987 |
|
SU1444397A1 |
| Подвеска для избирательного гальванического покрытия полых изделий | 1983 |
|
SU1079702A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАННЫ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ | 1999 |
|
RU2165480C1 |
| Устройство для изменения на два направления сливаемого из ванны потока обрабатывающей среды | 2016 |
|
RU2643095C1 |
| Поворотная кассета для гальванической обработки деталей | 1972 |
|
SU450854A1 |

/г
