2. Подвеска поп,1 отличающаяся гем, чго, с целью повышения производительности, колпак снабжен . быстросъемной шайбой с равномерно расположенными по ее наружному диаметру
рддиальными выступами, вэаимодействук щими с Г-образными пазами, выполненными в -боковой стенке колпака со стороны открытого торца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| Устройство для гальванической обработки цилиндрических деталей | 1982 |
|
SU1039984A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1082869A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ПОРШНЕВЫЕ УПЛОТНИТЕЛЬНЫЕ КОЛЬЦА | 1988 |
|
SU1515781A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Устройство для электрохимических процессов нанесения и съема металла | 1981 |
|
SU952501A1 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| Устройство для нанесения гальванических покрытий | 2021 |
|
RU2775352C1 |
| ПОДВЕСКА ДЛЯ ХРОМИРОВАНИЯ ТРУБ В ГОРИЗОНТАЛЬНОМ ПОЛОЖЕНИИ | 2014 |
|
RU2572660C1 |
1. ПОДВЕСКА ДЛЯ ИЗБИРАТЕЛЬНОГО ГАЛЬВАНИЧЕСКОГО ПОКРЫ ТИЯ ПОЛЫХ ИЗДЕЛИЙ, содержащая сварную рамку с поперечными планками и съемные держатели изделий с колпаками, создающими воздушные камеры для защиты поверхности помещенных в них изделий от попадания электролита, отличающаяся тем, что, с целью расширения технологических вовможностей, каждый колпак выполнен в виде стакана, выступающего за торец изделия и снабжен прижимным злемен- , том, выполненным в виде подпружиненной В51УЛКН, установленной с возможностью взаимодействия с колпаком и выс1упаюшей своим свободным концом за плоскость открытого торца колпака, и yiuioi ни тельными кольцами для герметизации отверстий, выполненных в днище стакана соосно с обрабатываемой внутренней полосгЪю изделия и отверстием в прижимном элементе. (Л СО о |С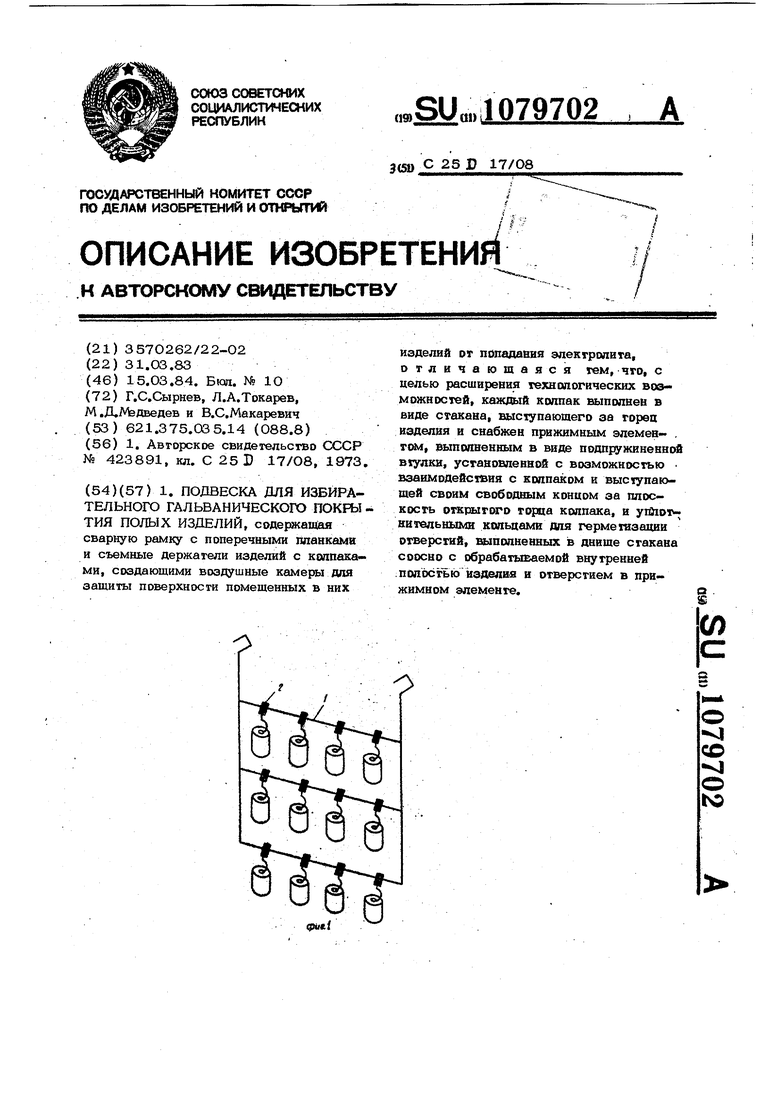
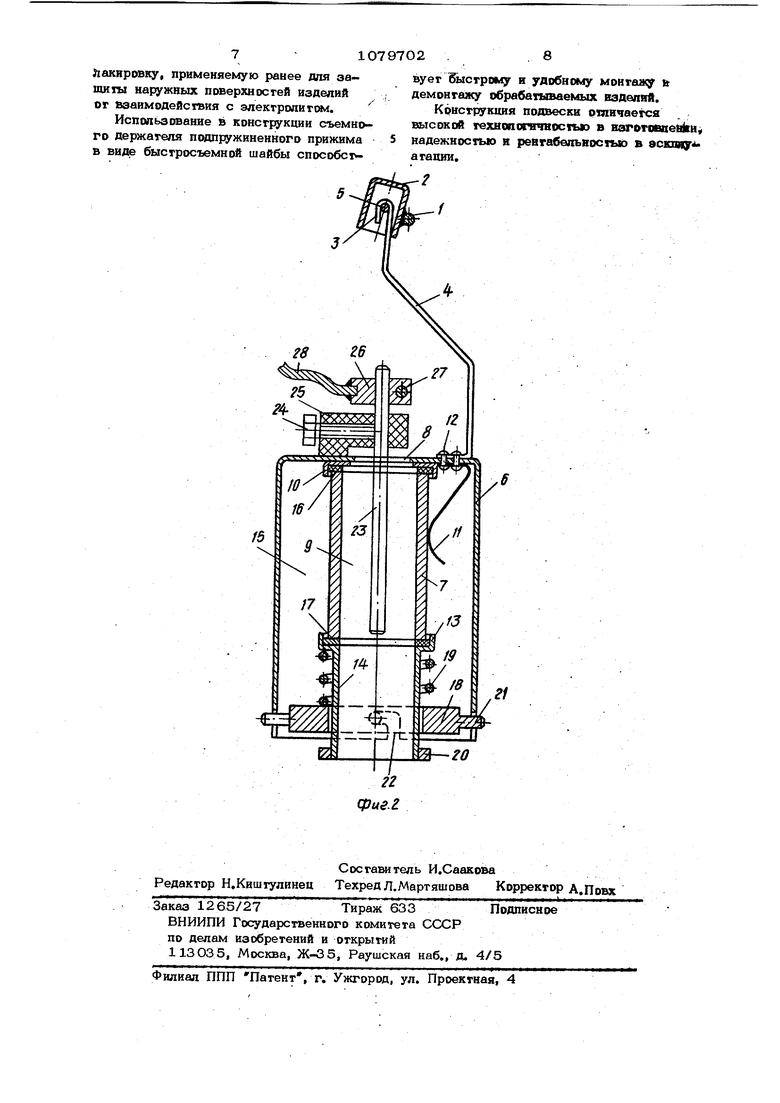
Изобретение относится к гальвани- ческой обработке, в частносга к оборудо ванию, применяемому при избирательном гальваническом покрытии полых изделий их грунтовке или окрасзсе. Наиболее близкой к предлагаемой является подвеска для гальванической обработки изделий, включающая сварную рамку с поперечными планками, съемные держатели изделий и съемные колпачки, создающие воздушные камеры, защищающие помещенные в них элементы от попадания электрс«ита. При установке на поперечных планках колпачки защища ют места контакта съемных держателей с планками, а при установке защитных колпаков непосредственно на съемных держателях изделий создаются воздушны камеры, защищающие П1Я 1ещенную в них часть (длины) обрабатываемого изделия от контакта с электролитом, чем и обес печивается избирательное нанесение покрытия только на той части изделия, которая находится вне воздушной камеры Cl . Способ защиты не подлежащих покрытию поверхностей путем их помещения в воздушную камеру значительно более производителен, чем предварительное нанесение и последующая смывка защитной лаковой пленки, но область применения этого способа несколько ограничена возможностями создания устройств, необходимых для его реализации. Известные конструкции пофесок с колпаками, создающими воздушные камеры, успешно применяются для избирательного нанесения покрытия, когда пом щенная в воздушную камеру часть длины изделия защищается от попадания элект ролита, а покрытие наносится только на остальной части его длины, выступающей из воздушной камеры. Применительно к пшым изделиям (типа втулок, например), это означает, что на выступающей из воздушной камеры части длины изДеЛИЯ покрытие наносится одновременно как на наружные, так и на внутренние поверхности. Из чего следует, что известные конструкции подвесок не обеспечивают возможности для осуществления избирательного нанесения покрытия только на внутренние поверхности полых Jиtздeлий, предохраняя все наружные поверхности (на всей дайне изделия) от взаимодействия с электролитом. Так как в этом случае уже требуется обрабатываемое изделие полностью поместить в воздушную камеру, чтобы обеспечить защиту от наружных поверхностей на всей длине, но при известных конструкциях подвесок одновременно, так же на всей длине полого изделия, будут защищены и все образующие полость внутренние поверхности, что исключает соответственно возможность их обработки. Это ограничивает возможность применения известных подвесок для избирательного нанесения гальванических покрытий только на внутренние поверхности на всей длине полых изделий. Цель изобретения - расширение технологических возможностей подвески, f -А Поставленная цель достигается тем, что в подвеске для избирательного J aльванического покрытия полых изделий, содержащей сварную рамку, с поперечными планками и съемные держатели изделий с колпаками, создающими воздушные камеры: . для защитъ поверхности пюлещенных в них изделий от попадания электролита, каждый колпак выполнен в виде стакана, выступающего за торец изделия и снабжен прижимным элементом, выполненным в виде подпружиненной В1улки, установленной с возможностью взаимодействия с колпаком и выс1упакяцей своим свободным концом за плоскость открытого торца колпака, и у плотни тельными кольцами для герметизации отверстий, выполненных в дни31iu стакана соосно с обрабатываемой внутренней полостью изделия и отверстием в прижимном элементе. Кояпак снабжен быстросъемной шайбой с равномерно расположенными по ее наружному диаметру радиальными выступами, взаимодействующими с Г-образными пазами, выполненными в боковой стенке колпака со стороны открытого торца. На фиг. 1 показана принципиальная схема предлагаемой подвески для полых изделий (без изображения вспомогател(ных анодов)} на фиг. 2 - вариант KOHCI рукции съемного держателя полых изделий, обеспечивающей избирательное нанесение гальванического покрытия на внутренние поверхности этих полых изделий. Подвеска выполнена в виде станйар ной сварной рамки с поперечными планками 1 (см. фиг. 1 с приваренными к ним металлическими колпачками 2. Каждый колпачок 2 выполнен в виде цилиндрического стакана и приварен к поперечной планке 1 так, что под ним создается воздушная камера при погружении в электролит. Колпачок 2 содер жит горизонтальный элемент 3 (см. фиг. 2), взаимодействующий с концом металлического стержня 4, снабженного I крючком 5, загнутым под углом 180 так, что ширина крючка больше расстояния между стенкой колпачка 2 и элементом 3. . Другой конец стержня 4 жестко соединен с защитным колпаком 6, выполняющим одновременно функцию корпуса съемного держателя изделия 7. Колпак 6 выполнен в виде цилиндрического стакана, длина которого значительно больше помещаемого в него изделия 7. В днище колпака 6 выполнено отверстие 8, соответствующее по форме внутренней полости 9 обрабатываемого изделия 7. На внутренней поверхности днища колпака 6, соосно с отверстием 8, жесг ко закреплена шайба Ю, служащая для центрирования изделия 7 (точнее - его внутренней полости 9) относительно от верстия 8. Рядом с шайбой 10 на днищ колпака 6 жестко закреплена плоская пружина 11, взаимодействующая с обрабатываемым изделием 7 и обеспечиваю- .щая его электрическое соединение со стержнем 4 посредством заклепок 12, выполненных из токопроводящего материала. Лля крепления обрабатываемого 02 изделия в съемном держателе предйазначен прижим, выполненный в виде взаимосвязанной с колпаком 6 нажимной втулки 13 с центральным отверстием 14,расположенным на одной оси с отве стием 8 в днище ксппака 6 и полостью 9 обрабатьтаемого изделия 7, образующих в совокупности сквсхэной прямоточный канал. Нажимная втулка 13 снабжена фланцем, в торце которого выполнена выточка, служащая для центрирования (по аналогии с шайбой 10) второго конца изделия 7. Длина втулки 13 выполнена такой, чтобы ее свободный конец несколько выступал за плоскость открытого торца колпака 6. Выполнение этого условия обеспечивает поступление электрощита в обрабатываемую полость 9 издеДля герметизации кэнала с электролитом относительно воздушной камеры 15,создаваемой при погружении колпаком 6, предусмотрены уплотнителыиые кольца 16 и 17, установленные в местах стыка изделия 7 со съемным держателем, т.е. в шайбе 1О и в выточке фланца нажимной втулки 13 соответственно. , Конструктивное выполнение системы взаимосвязи нажимной втулки 13 с колпаком 6 определяется размерами и конфигурацией обрабатываемого изделия 7, их количеством в одном колпаке и рядом других факторов. /Зля одноместного исполнения держателя применяется схема быстродействующего прижима. Для этого нажимная втулка 13 установлена с возможностью осевого перемещения в отверстие бысгросъемной шайбы 18 и подпружинена относительно ее пружиной 19. На конце хвостовика нажимной. втулки 13 закреплено стопорное кольцо 20, удерживающее ее от выпадания из отверстия шайбы 18. Выстросъемная шайба 18, которая своим наружным диаметром свободно входит внутрь колпака 6, снабжена равномерно расположенными радиальными выступами 21. & виде цилиндрических штырей, выступающих за на1ужный диаметр колпака 6, в боковой стенке которого (со стороны открытого, торца) выполнены Г-образные пазы 22, При этом выступы 21 шайбы 18 при взаимодействии с пазами 22 колпака 6 образуют штыревой замок, фиксирующий шайбу 18 от осевого перемещения относительно колпака 6 Предлагаемая конструкция съемного держатвпя предусматривает возможность прамевения вспомогатвпьвого анода 23, выпопненвого в виде стержня, уставов ленного по центру обрабатываемой по л ости 9 изделия 7. Вспомогательный анод 23 крепится стопорным болтом 24 в кронштейне 25, выполненном из изопяиионного материала (например, пластмассы АГ-4) и закрепленном на наружном торце дниша колпака 6. Раз резная клемма 26 со стяжным болтом 27 и гибким токопроводом 28 служат для электрического соединения вспомогательного анода с источником тока. Вспомогательный анод 23 и необходимы для его монтажа детали 24-28 показаны на чертеже (см. фиг. 2) тонкими линиями, поскольку используются при электрохимических способах нанесения гальванических покрытий и не применяю ся при чисто химических процессах, для реализации которых конструкция съемного держателя соответственно упрощается (за счет исключения из конструкции перечисленных цеталайи пружины 11) Предлагаемое устройство работает следующим образом. Съемный держатель изделия 7 устанавливают на рабочем столе (верстаке) днищем колпака 6 вниз и извлекают из него шайбу 18 (в сборе с нажимной вчулкой 13 и пружиной 19). Затем вставляют в колпак 6 изделие 7, ценррируя его нижний торец в шайбе 10, и опускают на уплотни тельное кольцо 16. При этом плоская пружина 11 прижимается к наружной поверхности изделия, обеспечивая его электрическое соединение через заклепки 12 со стерж нем 4. На верхний торец изделия 7 устанавливают прижим, опуская на него нажимную ътуаку 13 до соприкосновения находящегося в расточке ее фланца уплотнительного кольца 17 с торцем изделия 7. Затем разворачивают на вту ке 13 шайбу 18 так, чтобы ее выступы 21 распол(жились над продольными участками Г-образных пазов 22 в стенке кщпака ё. Прикладывая к горцу шай бы 18 усилие, достаточное для сжатия пружины 19, вводят ВЫС1УПЫ 21 сначала в продольные, а затем (при соответ ствуюшем развороте шайбы 18) и в поперечные участки пазов 22, образуя шпыревой замок, удерживающий щайбу 18 в фиксированном положении относительно колпака 6, при которш усилие сжатой пружины 19 обеспечивает прижим изделия 7 к днищу колпака 6 и его надежное крепление в таком положении в процессе обработки. При этом вспомогательный анод 23 располагается по центру полости изделия 7, находясь на равном расстоянии от обрабатываемых внутренних поверхностей. Далее полученную сборку монтируют непосредственно на гальваническую подвеску, для чего переворачивают стержнем 4 вверх. Конец стрежня 4 вводится в колпачок 2 так, чтобы крючок 5 бьш расположен параллельно элементу 3, и после поворота на 90® держатель нескотько опускается вниз, а крючок 5 одевается на элемент 3 и надежно удерживается на нем (под действием собственного веса съемного держателя в сборе с обрабатываемым изделием). После завершения монтажа всех съемных держателей подвеску погружают в гальваническую ванну, соединяют ее и общую шину вспомогательных анодов с источником гальванического тока и производят по заданному режиму. В процессе погружения подвески в электрлит каждый колпак создает воздушную камеру 15, защищающую все наружные поверхности изделия 7 от взаимодействия с электролитом, в то время как послений свободно поступает в полость 9 изделия 7 через отверстие 8 в днище колпака 6 и через отверстие 14 в нажимной втулке 13, обеспечивая тем самым возможность избирательного нанесения гальванического покрытия на внутренние поверзшости полых изделий. Удлиненный хвостовик втулки 13 поддерживает глубицу воздушной камеры на уровне среза торца колпака 6 (на уровне поперечных участков Г-образных пазов, находящихся также заведомо ниже горца изделия 7). После завершения процесса нанесения покрытия подвеску отсоединяют от источников тока, извлекают из гальванической ванны и производят демонтаж съемных держателей изделий и самих изделий в обратной последовательности, после чего подвеска готова к повторному использованию в очередном цикле обработки изделий. Применение предлагаемой подвески позволяет осуществлять избирательное нанесение гальванических покрытий на внутренние поверхности полых изделий, полностью исключив из процесса
Лакировку, применяемую ранее для зашиты наружных поверхностей изделий ог взаимодействия с электропит(Ж.
Использование в конст17кции съемного держателя подпружиненного прижима в виде быстросъемной шайбы способе
вует %1стромдг и удобному монтажу ь демонтажу обрабатываемых изделий. Конструкция подвески отичаегся высокой технопогвчвосп к в BarorofinebiiH« надежностью и ренгабвпьн1х:тыь в аскпцу аташш.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПОДВЕСКА ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИИЗДЕЛИЙ12 | 1973 |
|
SU423891A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
