;54) УСТРОЙСТВО ДЛЯ ПРАВКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРАВКИ ПРОФИЛЬНОГО ПРОКАТА | 1972 |
|
SU336061A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| РАБОЧАЯ КЛЕТЬ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2243043C1 |
| Способ производства швеллеров | 1989 |
|
SU1678469A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| Кантующая арматура прокатного стана | 1986 |
|
SU1435352A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| Профилегибочный стан | 1981 |
|
SU988407A1 |
1
Изобретение относится к обработке металлов давлением, а именно к устройствам для правки.
Известно устройство для правки ИJДeлий, содержащее установленную на станине правильную клеть с нижним и верхними роликами, образующими закрытые калибры 1 .
Недостатком известного устройства яйляется невозможность править изделия неравномерного по длине сечеНИН.
Цель изобретения - расширение технологических возмОжностей устройств.а путем, обеспечения правки изделий неравномерного по длине сечения.
Цель достигается за счет того, . что верхние ролики установлены с возможностью одновременного. возврл т|Юпоступательного перемещения вдоль оси правки и перпендикулярно ей и подпружинены. Кроме того, устройство снабжено зажимным приспособлением и подвижным в осевом направлении упором.
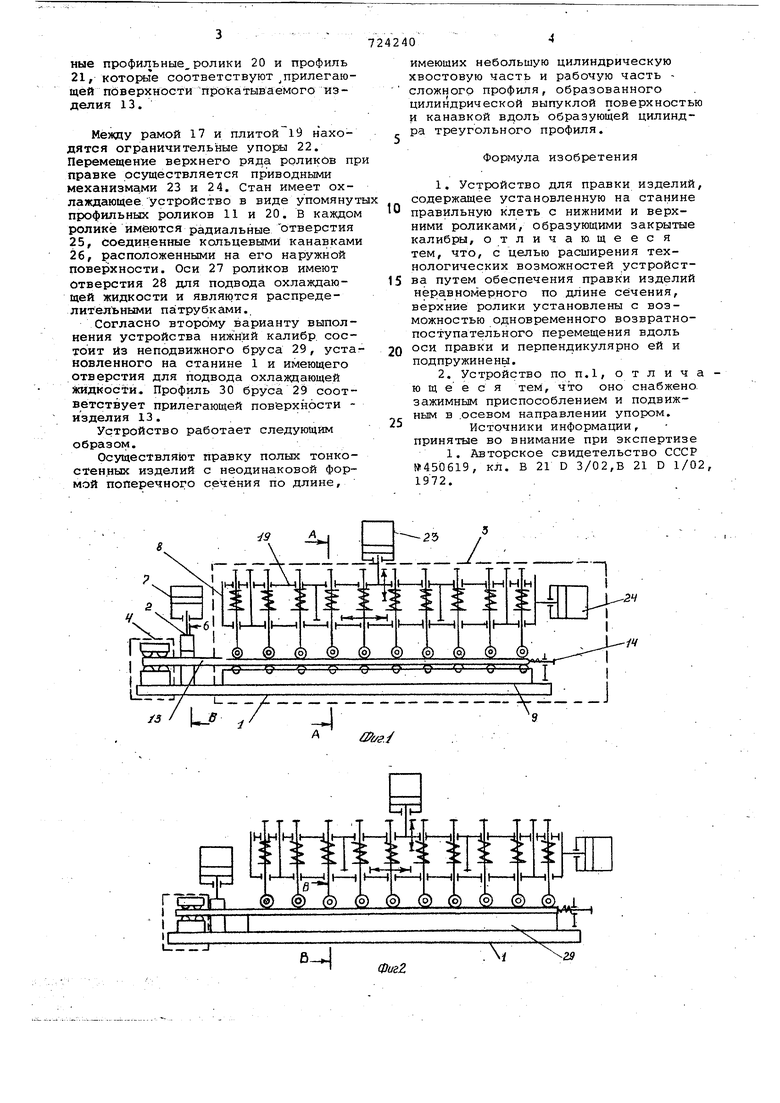
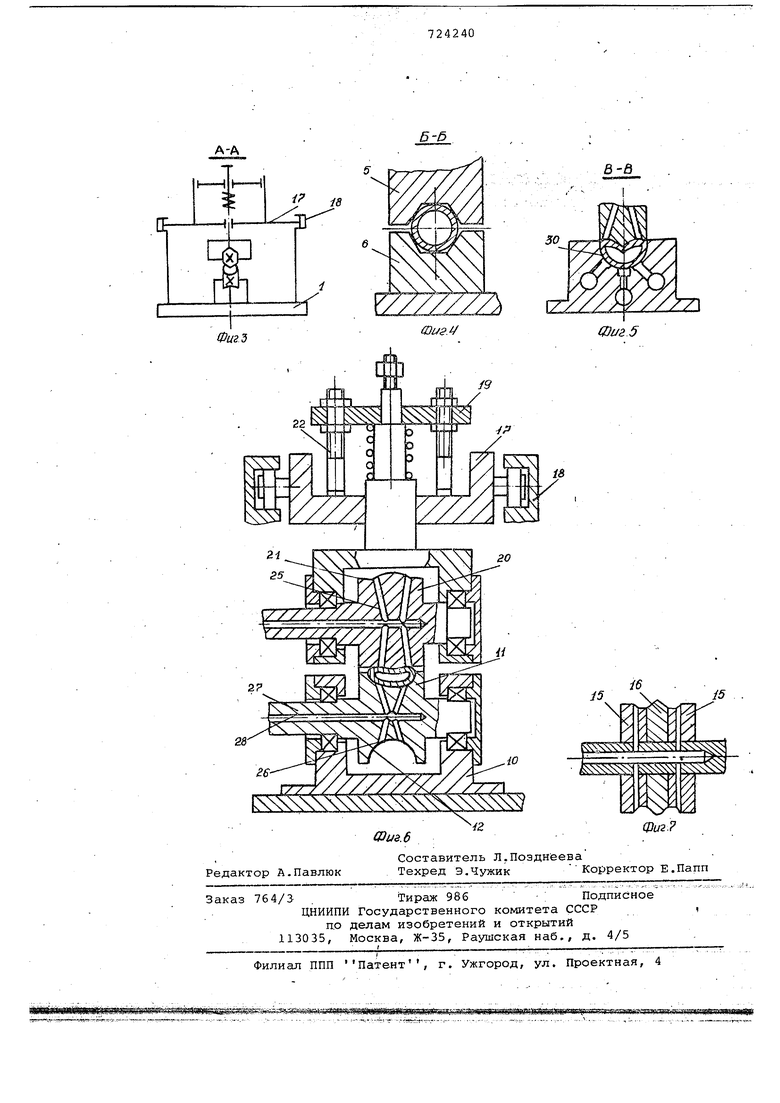
На фиг.1 изображена схема устройства ; на фиг.2 - схема второго вариата устройства; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5-- разрез В-В на
фиг.2; на фиг.6 - поперечное сечение в исходном положении; на фиг.7 второй вариант выполнения профильного ролика.
Устройство содержит станину 1, на которой смонтированы последовательно установленное зажимное приспособление 2, клеть 3 и направляющее устройство 4.; Зажимное приспособление 2 состоит из двух призм 5 и 6, одна из которьох соединена с приводом 7..
Клеть 3 имеет верхний 8 и нижний 9 ряды роликов. Нижний ряд 9 состоит
,из неподвижной рамы 10, на которой смонтированы профильные ролики 11. Их профиль 12 соответствует прилегающей поверхности прокатываемого изде- ЛИЯ 13. В конце нижнего ряда роликов 9 находится подвижный упор 14, который устанавливают в зависимости от длины изделия 13.Профильные ролики верхнего ряда 8 могут быть выполнены цель ньоми И.ЛИ из двух одинаковых профильных дисков 15,между которыми расположен промежуточный .диск 16.
Верхний подвижный ряд 8 состоит из рамы 17, расположенной в направг ляющих 18 станины 1. На раме 17
смонтированы плита 19, подпружиненные профильные.ролики 20 и профиль 21, которые соответствуют прилегающей поверхности прокатываемого изделия 13.
Между рамой 17 и плитой 19 находятся ограничительные упорл 22. Перемещение верхнего ряда роликов п правке осуществляется приводными механизма,ми 23 и 24. Стан имеет охлаждающее устройство в виде упомяну профильных роликов 11 и 20. В каждо ролике имеются радиальные отверстия
25,соединенные кольцевыми канавкам
26,расположенными на его наружной поверхности. Оси 27 роликов имеют Отверстия 28 для подвода охлаждающей жидкости и являются распределительными патрубками..
Согласно второму варианту выполнения устройства нижний калибр, состоит из неподвижного бруса 29, установленного на станине 1 и имеющего отверстия для подвода охлаждающей жидкости. Профиль 30 бруса 29 соответствует прилегающей поверхности изделия 13.
Устройство работает следующим образом.
Осуществляют полых тонкостен.ных изделий с неодинаковой формой поперечного сечения по длине.
Л
м
имеющих небольшую цилиндрическую хвостовую часть и рабочую часть сложного профиля, образованного цилиндрической выпуклой поверхностью и канавкой вдоль образующей цилиндра треугольного профиля.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №450619, кл. В 21 D 3/02,В 21 D 1/02, 1972.
V
-2S
Фиг2
