Изобретение относится к области обработки металлов давлением и может быть использовано на машиностроительных заводах, где требуется отделка профильного проката перед его обработкой.
Известно устройство для правки профильного проката, содержащее попарно расположенные ролики с закрытыми калибрами, закрепленные на приводных валах, смонтированных в корпусе.
Однако на таких устройствах невозможно править и калибровать тонкостенный нежесткий, например, зетообразный профильный прокат в одной установке.
В описываемом устройстве этот недостаток устранен за счет того, что оно снабжено для подформовки боковых полок дополнительными роликами с открытыми калибрами, установленными на приводных валах роликов с закрытыми калибрами.
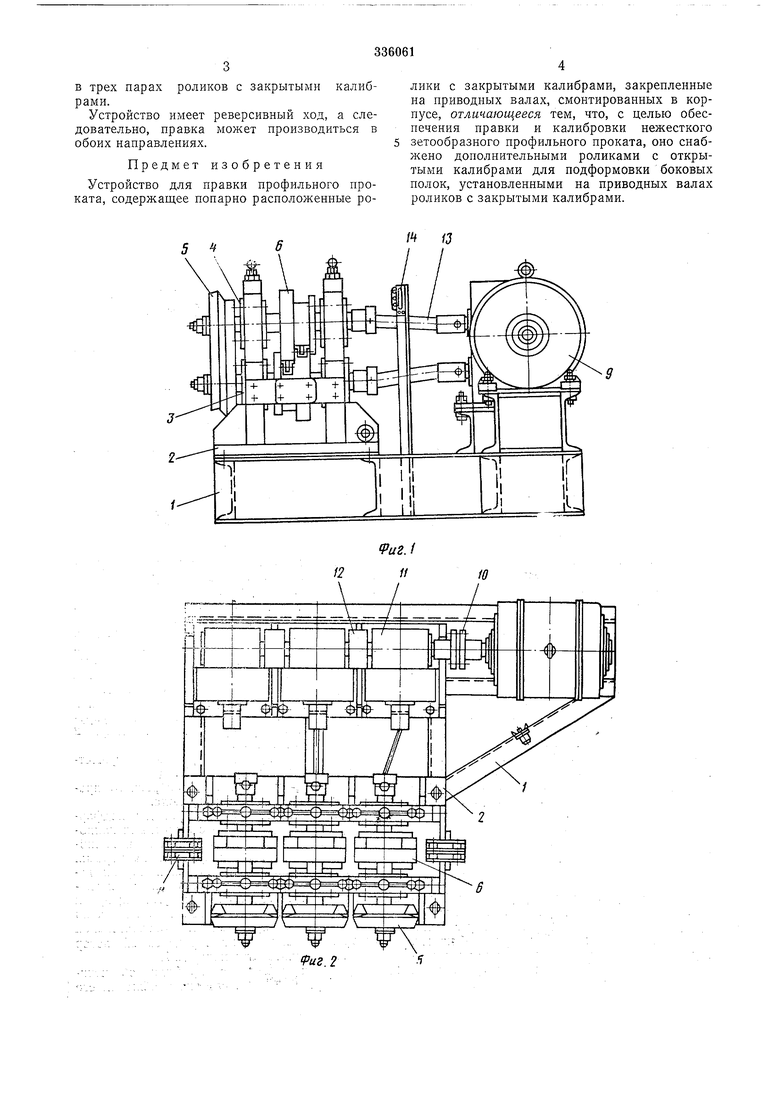
На фиг. 1 показан общий вид устройства; на фиг. 2 - вид сверху и на фиг. 3 - поперечный вид разреза клети устройства.
На раме / установлен корпус рабочей клети 2, состоящий из двух стоек, в которых предусмотрены пазы. В пазах корпуса помещаются обоймы нижних 3 и верхних 4 кассет, служащие опорами для валов с калибровочными открытыми 5 и закрытыми 6 роликами. Валы в кассетах смонтированы на подщипниках качения. Обоймы нижних кассет 3 установлены неподвижно на корпусе рабочей клети, обоймы верхних кассет 4 подпружинены и регулируются винтовыми прижимами 5 7. В устройстве предусмотрена осевая регулировка верхних и нижних роликов. Для улучщения направления подачи профиля в ролики с закрытыми калибрами на корпусе рабочей клети 2 установлены кронштейны с
0 поддерживающими роликами 8 (фиг. 2).
Привод устройства установлен на общей раме / и состоит из электродвигателя 9, упругой муфты 10, редукторов 11, цепных муфт 12 и карданных валов 13.
5 Управление приводом роликов осуществляется кнопочным пультом 14.
Правка и калибровка зетообразного профиля производится в два перехода. Предварительно профиль проходит подфор0 мовку полок в роликах 5 с открытыми калибрами, затем окончательно правится и калибруется в роликах 6 с закрытыми калибрами. Перед правкой и калибровкой партии деталей через ролики пропускается один элемент, проверяются щаблоном углы профиля и замеряется на плите кривизна элемента по длине, затем производится окончательная настройка роликов на определенный зазор с помощью винтовых прижимов 7.
в трех парах роликов с закрытыми калибрами.
Устройство имеет реверсивный ход, а следовательно, правка может производиться в обоих направлениях.
Предмет изобретения
Устройство для правки профильного проката, содержащее попарно расположенпые ролики с закрытыми калибрами, закрепленные на приводных валах, смонтированных в корпусе, отличающееся тем, что, с целью обеспечения правки и калибровки нежесткого зетообразного профильного проката, оно снабжено дополнительными роликами с открытыми калибрами для подформовки боковых полок, установленными на приводных валах роликов с закрытыми калибрами.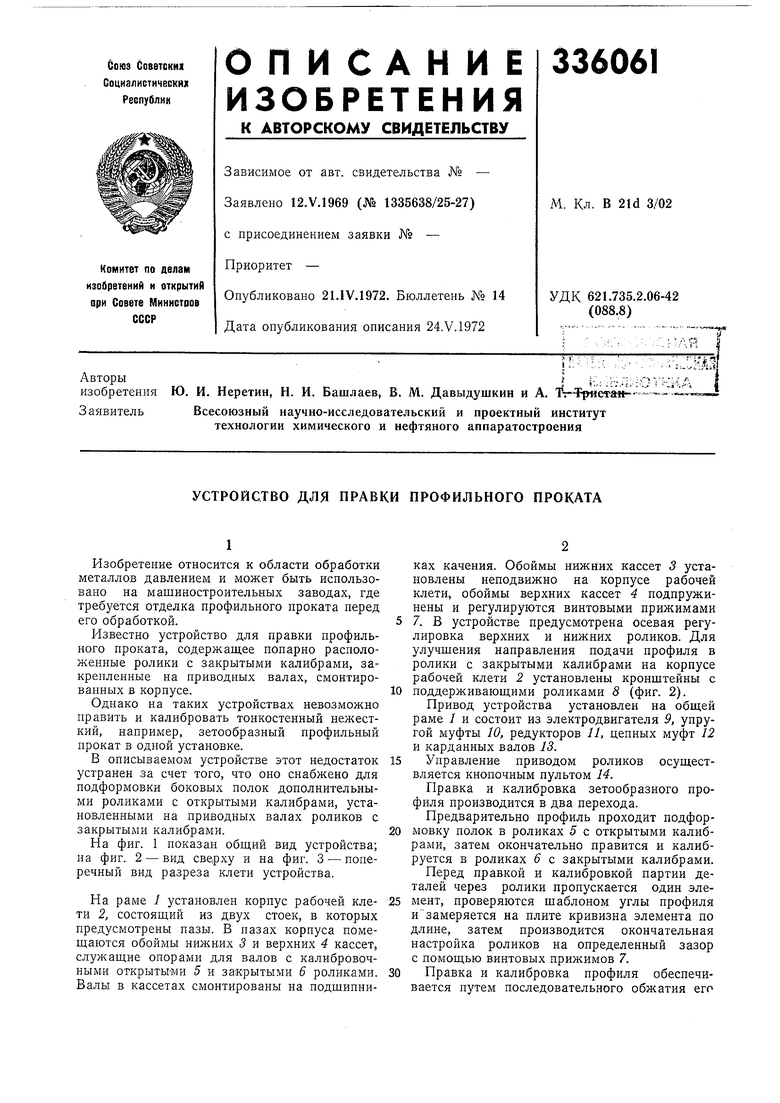
| название | год | авторы | номер документа |
|---|---|---|---|
| Профилегибочный стан | 1979 |
|
SU804075A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| аиьСОЮаНАЯЕ1!1Ш4ЕХП;ГГ'Н;^ БИБЛИО'^^:КА I | 1973 |
|
SU373056A1 |
| Устройство для изготовления гнутых листовых профилей | 1983 |
|
SU1207557A2 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |

