(54) УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ ВЫРУБКИ И ЗАЧИСТКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Штамп для чистки вырубки и зачистки | 1976 |
|
SU597470A1 |
| Способ штамповки деталей из листовых заготовок | 1984 |
|
SU1299664A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ | 2000 |
|
RU2179902C2 |
| Последовательный штамп с запрессовкой вырубленной детали в полосу | 1978 |
|
SU747582A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Способ чистовой вырубки деталей из листовых материалов | 1978 |
|
SU724247A2 |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Комбинированный штамп совмещенного действия | 1978 |
|
SU778874A1 |
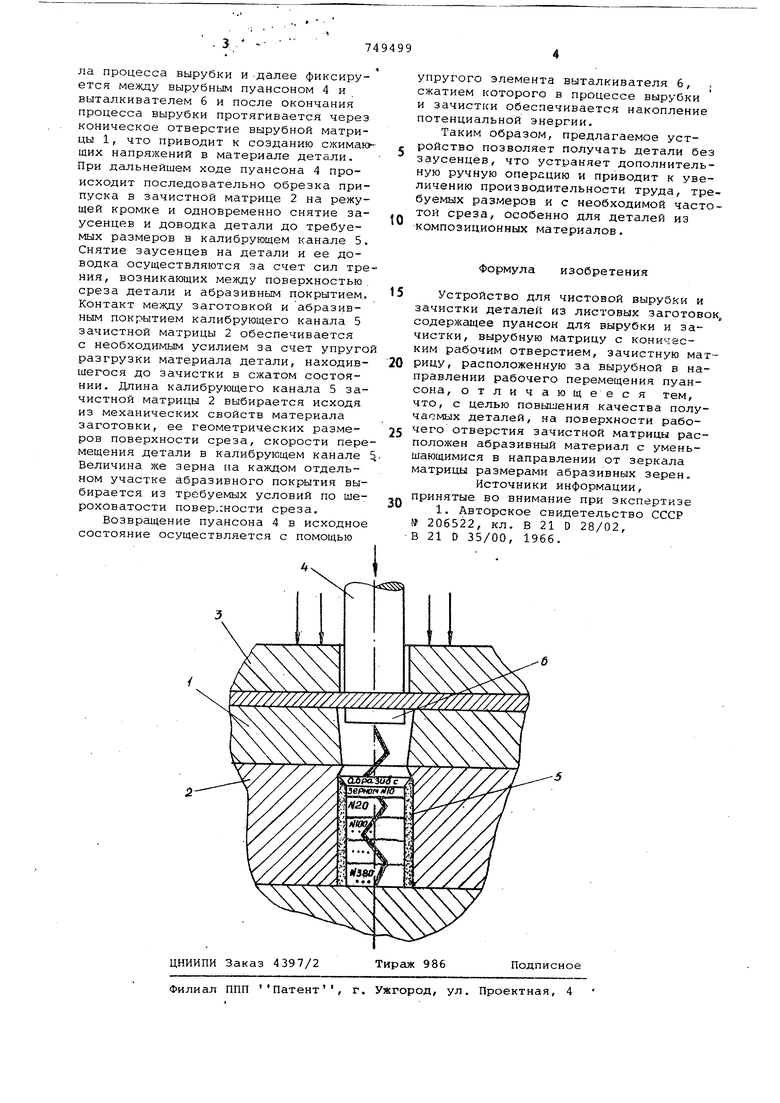
Изобретение относится к области обработки металлов давлением, преиму щественно к холодной листовой штамповке,- и быть использовано для получения плоских деталей и полуфабрикатов в листоштамповочных цехах. Известно устройство для чистовой вырубки, имеющее вырубную матрицу с коническим отверстием, создающим сж мающие напряжени/т в материале заготовки, зачистную матрицу, в которой происходит обрезка припуска, пуансо прижим и выталкиватель 1. Известное устройство обеспечивает получение деталей с высокой чист той поверхности среза, однако не предотвращаат появления заусенцев со стороны пуансона. В связи с этим полученные детали требуют финишной обработки - снятия заусенцев. Цель изобретения - повышение качества готовых деталей. Для достижения этой цели в рабочем отверстии расположен абразивный материал с различным по величине зер на абразивом вдоль рабочей поверхнос ти канала, причем величина зерна уменьшается в направлении от зеркала матрицы. На чертеже схематически изображено предлагаемое устройство. Общий вид. На блоке матриц, состоящем из вырубной матрицы 1 и зачисткой матрицы 2, размещена заготовка из листового металлического материала, которая зафиксирована прижимом 3. Вырубная матрица 1, зачистная матрица 2 и прижим 3 имеют соосные отверстия. Причем отверстие в вырубной матрице 1 выполнено коническим. Зачистная матрица 2 имеет режущую кромку и канал с калибрукадим абразивным покрытием, причем величина зерна, абразивного покрытия уменьшается от более крупного № 10 и до более мелкого (№ 320) в направлении от зеркала матрицы. В отверстие прижима 3 по подвижной посадке установлен вырубной пуансон 4. В калибрующем канале 5 зачистной матрицы 2 размещен выталкиватель 6, рабочая поверхность которого находится в контакте с заготовкой. Устройство работает следующим образом. При движении рабочего органа машины, например, ползуна кривошипного пресса, пуансон 4 вырубает деталь с припуском. Деталь с момента нача
