1
Изобретение относится к обработке металлов давлением, а именно к устройствам для накатывания резьбы резьбонакатными головками.
Известна резьбонакатная головка для тангенциального накатывания резьбы .1.
Недостатком указанной головки является недостаточное качество резьбы.
Наиболее близким решением из известных к изобретению является резьбонакатная головка, содержащая установленный в корпусе держатель, смонтированные в держателе кулачки и расположенные в кулачках оси с резьбонакатными роликами .
Недостаток указанной головки заключается в ее низкой производительности из-за последовательного формования ниток резьбы, а также в невозможности накатывания точных резьб, так как эти головки не предназначены для обкатывания (калибрования) резьбы на всей длине.
Целью изобретения является повышение производительности и качества резьбы.
Указанная цель достигается тем, что головка снабжена механизмами ориентации резьбонакатных роликов по числу последних, причем каждый механизм ориентации резьбонакатиых роликов выполнен в виде установленных в кулачке подпружиненного фиксатора, подпружиненного штока и шарнирно связанного со штоком подпружиненного упора, имеющего возможность взаимодействия с корпусом, а также стопорной втулки, установленной на оси и имеющей
возможностьвзаимодействия однимторцом с рёзьбоиакатным роликом, а другим с фиксатором и кулачком, при этом ролики подпружинены в осевом направлении. Такое решение позволяет накатывать
резьбу в процессе обработки детали на станке с одного установа, с радиальной подачей резьбонакатных роликов и равномерным распределением усилий на все витки резьбы роликов.
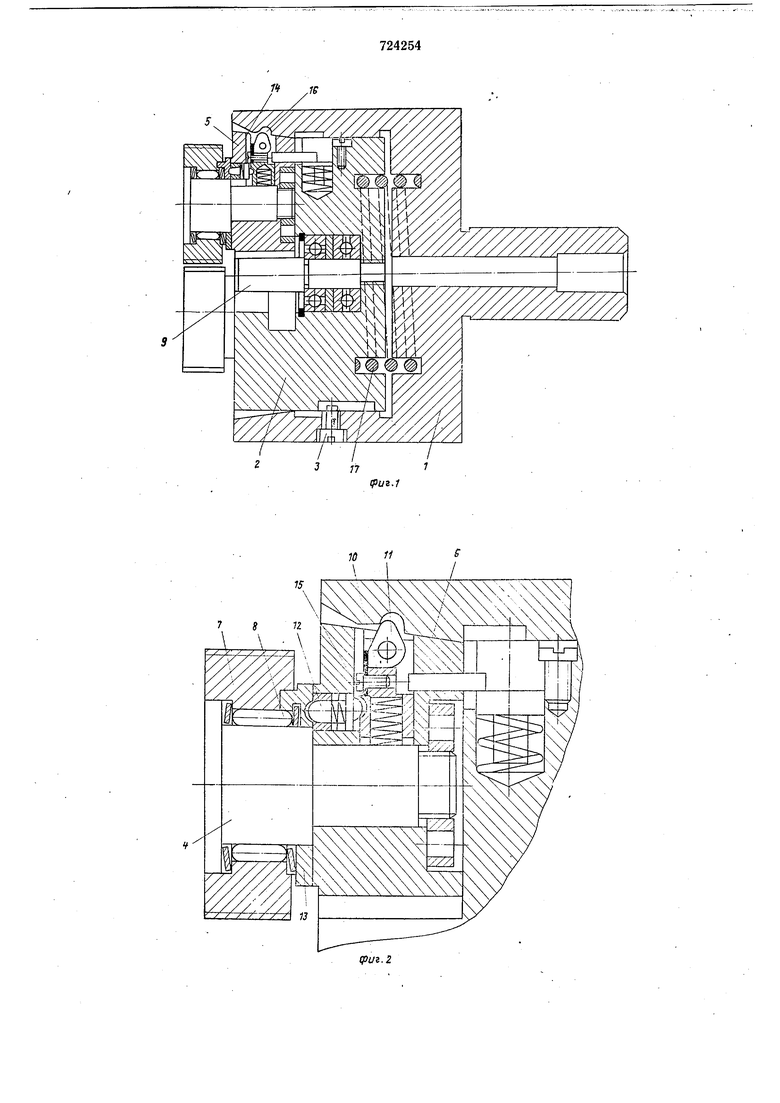
На фиг. 1 изображена резьбонакатная головка, продольный разрез; на фиг. 2 - головка в разрезе ио оси резьбонакатного ролика.
Корпус 1 резьбонакатной головки имеет
коническую поверхность. В корпусе 1 установлен подпружиненный держатель 2, связанный с корпусом винтом 3, ограничивающим перемещение держателя 2. В пазах держателя 2 с эксцентриковыми осями 4
установлены подпружиненные кулачки 5, имеющие коническую поверхность 6.
Нодпружиненные кулачки 5 на эскцентриковой оси 4 несут подпружиненные резьбонакатные ролики 7, установленные на
игольчатых подшипниках 8. На подшипниках в держателе 2 установлен упор 9, который служит для остановлен и удержания держатели 2 при упоре в заготовку в процессе перемещения корпуса.
В кулачках 5 установлены механизмы ориентации резьбонакатных роликов, выполненные в виде подпружиненных штоков 10 с откидывающимися подпружиненными упорами И, взаимодействующими с подпружиненными фиксаторами 12, удерживающими через стопорящие втулки 13 резьбонакатные ролики 7 в заданном для накатывания положении.
В кулачках выполнены канавки 14, по которым скользят штоки 10 со сферической вы боркой 15, а в корпусе выполнены канавки 16, взаимодействующие с упором 11. Ролики 7 подпружинены пружинами 17.
Резьбонакатная головка работает следующим образом.
Резьбонакатная головка устанавливается и закрепляется на револьверной головке или резцедержателе станка. К торцу npotoченной под накатку вращающейся детали подводится упор 9 резьбонакатной головки н выключателя продольная подача.
Продольное перемещение суппорта станка с закрепленным корпусом 1 резьбонакатной головки приводит к тому, что коническая поверхность корпуса, взаимодействуя с поверхностью 6кулачков 5,йесу1цих резъбонакатные ролики 7, перемещает последние к центру вращающейся заготовки. Подпружиненные упоры 11, скользящие по канавке 14 Kopnyca l, перемемещают подпружййейныё щтоки 10 к центру, совмещая сферическую выборку 15 у штока со сферической поверхностью подпружиненного фиксатора 12, следовательно, в момент касания резьбонакатными роликами заготовки, подлежащей накатыванию, фиксаторы 12 выходят нз гнезд втулок 13 и не препятствуют процессу сНйхрОНного вращения резьбонакатных роликов, накатывающих резьбу. Дальнейшее продольное перемещение суппорта станка и корпуса 1 относительно держателя 2 с кулачком 5,происходит до тех пор, пока резьбонакатные ролики 7 выполнят (накатают) заданную резьбу, в конце накатывания упоры 11 соскользнут в канавку 16 и фиксаторы 12 зафикси5 руют через втулки 13 резьбонакатные ролики 7 в заданном положении. При отводе суппорта в обратном направлении держатель 2, кулачки 5 с роликами 7 и Щтоки 10 под воздействием пружины 17 возвратят0 ся в исходное положение.
Увеличение производительности достигается за счет одновременного накатывания резьбы на всей длине. Повышение качества резьбы достигается многократной калиб5 ровкой резьбы.
Технико-экономический эффект за счет увеличения производительности обработки составит 50 тыс. руб.
Формула изобретения
Резьбонакатная головка, содержащая установленный в корпусе держатель, смонтированные в держателе кулачки и расположенные в кулачках оси с резьбонакатными роликами, отличающаяся тем, что, с целью повышения производительности и качества резьбы, она снабжена механизмами ориентации резьбонакатных роликов по числу последних, причем каждый механизм ориентации резьбонакатных роликов выполнен в виде установленных в кулачке подпружиненного фиксатора, подпр)жиненного штока и шарнирно связанного со штоком подпружиненного упора, имеющего возможность взаимодействия с корпусом, а также стопорной втулки, установленной на оси и имеющей возможность взаимодействия одним торцом с резьбонакатным роликом, а другим с фиксатором и кулачком, причем резьбонакатные ролики подпружинены в осевом направлении.
Источники информации, принятые во внимание при экспертизе
1.Султанов Т. А. Резьбонакатные головки. М., «Машиностроение, 1966, с. 113,
рис. 52.
2.Там же, с. 100, рис. 46.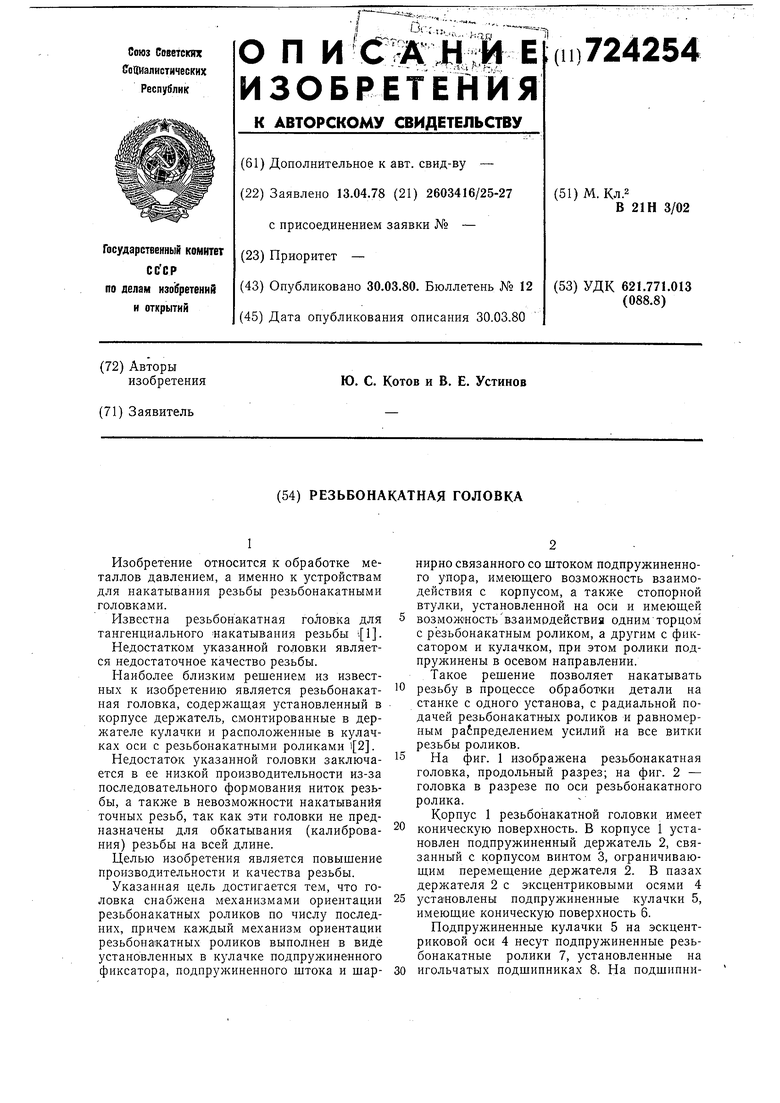
| название | год | авторы | номер документа |
|---|---|---|---|
| Тангенциальная резьбонакатная головка | 1980 |
|
SU893354A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Станок для накатывания резьбы | 1980 |
|
SU927396A1 |
| Резьбонакатной станок | 1978 |
|
SU740368A1 |
| Резьбонакатная головка | 1982 |
|
SU1094657A2 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU656723A1 |