Известны устройства для контактной сварки продольных и поперечных проволок в машине для непрерывного изготовления плоских сеток.
В описываемом устройстве, для уменьшения потребляемой электрической мощности, поперечная проволока сваривается неодновременно со всеми продольными проволоками, а поочередно (последовательно).
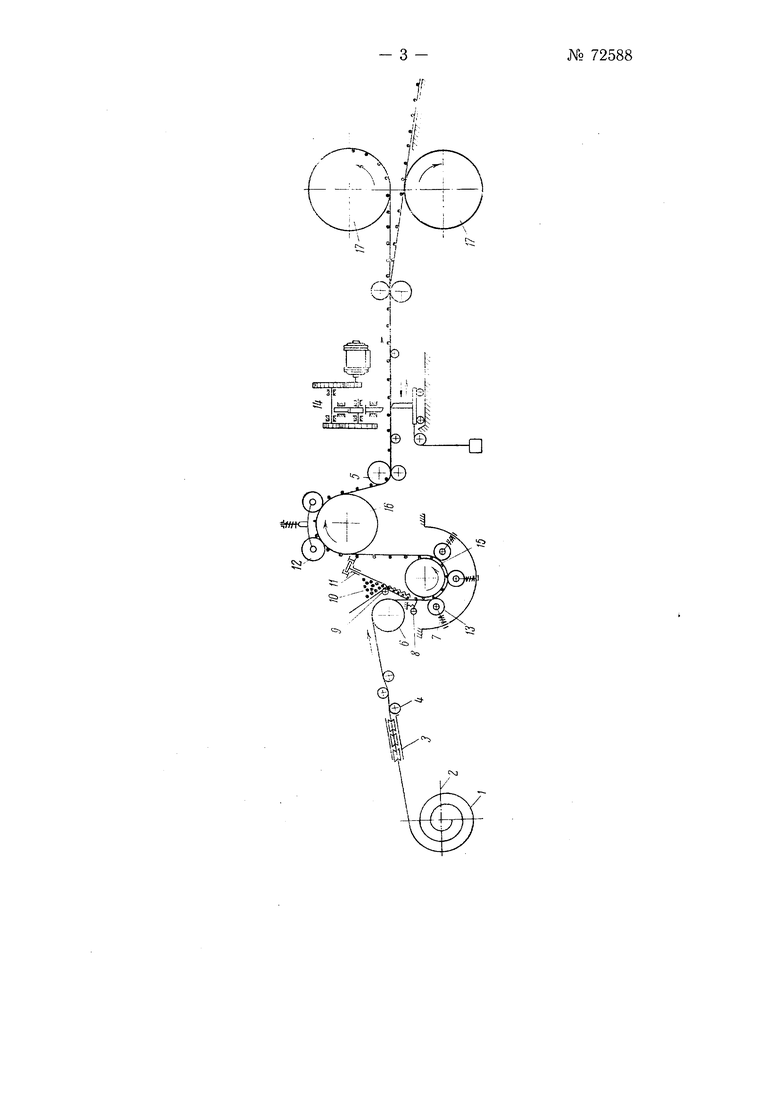
На чертеже приведена схема машины для сварки сеток.
Продольные проволоки / из бунтов, помещенных на вертущках 2, непрерывно поступают в правильно-натяжное устройство, состоящее из роликов 3-4.
Выправленная проволока огибает направляющий ролик 6 и попадает в сварочное устройство- состоящее из верхних сварочных роликов 15 и нижних 13, подрессоренных пружинами 7.
Поперечные проволоки 10 при помощи ролика .9 и подавателя // поступают из бункера по одной в сварочное устройство.
Для обеспечения параллельности поперечных проволок предусмотрено специальное устройство 8, выполненное в виде качаюпхейся штанги с пальцами.
Сварка поперечных проволок с продольными в месте их пересечения производится с каждой из продольных проволок отдельно, последовательно по мере продвижения поперечной проволоки по окружности верхнего сварочного ролика 15, в связи с чем значительно уменьшается максимально потребляемая мощность. Включение сварочного тока происходит в момент прохождения поперечной проволоки между роликами 13 и 15.
Перемещение продольных проволок и сетки производится механизмом, состоящим из роликов 16 с клиновидной канавкой по окружности и спаренных нажимных роликов 12.
Готовая сетка направляется роликами 5 к подвижному механизму резки 14 и затем - к барабанам /7.,
№ 72588- 2 Предмет изобретения
Устройство для контактной сварки нродольных и понеречных проволок в машине для непрерывного изготовления плоских сеток, состоящее из системы сварочных роликов, между которыми проходят провеслоки, из коих поперечные подаются к верхнему ролику, отличающееся тем, что, с целью уменьшения мощности трансформатора за счет неодновременной последовательной сварки мест пересечения поперечных проволок с продольными, верхний ролик составлен из ряда соосно расположенных дисков, а нижние подпружиненные ролики установлены по периферии верхнего ролика на параллельных осях один за други1М так, что при движении сетки они осуществляют поочередную приварку одной и той же поперечной проволоки к продольным проволокам на протяжении некоторого углового поворота верхнего ролика.
t«,. .
,,,-n