Существующие машины для контактной сварки с механическим, пневматическим или гидравлическим приводом производят давление на свариваемые детали с определенной зависящей от конструкции машины последовательностью, независимо от состояния свариваемых новерхностей.
Между тем при производстве сварки в ряде случаев необходимо вначале дать относительно небольшое давление, чтобы увеличить нереходное сопротивление деталей и тем самым ускорить нагрев металла, а затем повысить давление, чтобы увеличить сварку, а следовательно, и нр0чно1сть последней.
Предметом настоящего изобретения является устройство для контактной сварки, отличающееся тем, что, с целью создания давления на свариваемые детали, зависимого от состояния свариваемых поверхностей, определяющего электрическое сопротивление сварочной цепи, В Последнюю (в дан1Н01М случае в первичную обмотку сварочного трансформатора) включен электромагнит, действующий на регулятор гидравлического привода, сжимающего свариваемые детали.
На чертеже (фиг. 1 и 2) приведены схемы предлагаемого устройства.
Здесь 1 - верхний, подвижный электродоДержатель, 2-1В-торич1ная цепь сварочного трансформатора, 3 - первичная обмотка сварочного трансформатора, 4 - контактор, 5 - прерыватель, 6 - гидравлический цилиндр большого диаметра, 7 - гидравлический цилиндр малого, диаметра, 8 - электромагнит с подвижным якорем, 9 - регулируемый шунт.
Как видно из чертежа, в первичную обмотку сварочного трансформатора и параллельно регулируемому шунту 9 включен электромагнит с подвижным якорем 8. Якорь электромагнита соединен с поршнем гидравлического цилиндра 7 малого диаметра и посредствоМ масла передает давление на поршень цилиндра 6 большого диаметра, связанного с верхним подвижным электрод одержателем 1.
При включении при помощи прерывателя 5 и контактора 4 первичной обмотки 3 произойдет возбуждение тока в вторичной цепи, а также втягивание якоря электромагнита. Создаваемое благодаря этому малым поршнем давление будет передаваться большому поршню и свариваемые детали будут сжиматься электродами с определенным, соответствующим силе тока, давлением. Так как в начале
сварки переходное сопротивление контакта будет большим, то сила тока во вторичяой и остальных цепях будет пониженной, а да вление, создаваемое электромагнитом и передаваемое электродам, будет соответствовать этой силе тока. После разотре вания и расплавления поверхностей свариваемых деталей переходное сопротивление уменьшится, а следовательно, соответственно автоматически возрастут сила тока и давление.
Таким образом, изменение давления будет зависеть не от в ремени, как это имеет место в обычных машинах, работающих., по определенному циклу, а от состоянйя свариваемых деталей, от их разогрева.
Гидравлический привод может иметь два самостоятельных цилиндра, соединенные между собой трубкой (схема по фиг. 1) или один комбинирова.йный с двумя поршнями (схема по фиг. 2).
Для регулирования величины давления обмотка электромагнита должна иметь несколько отводов. Включая соответствуюш,ее число витков обмотки и регулируя шунт 9, достигают требуемого для получения необх-одим-ого давления соотноше.ния сил тока в сварочной цепи и в обмОтке электромагнита.
Для создания давления в начале до включения тока, а в конце - после выключения машина должна иметь механический привод, рассчитанный на небольшое давление, повышак ш,ееся только после отсечки тока.
Предмет изобретения.
Устройство для контактной сварки, снабженное для создания давления электромагнитом и механическим приводом, о т ли чаю ш, ее с я тем, что, с целью сделать давление в период протекания сваро чного тока зависимым от состояния свариваемых поверхностей, определяюш,его электрическое со противление сварочной цепи, применен электромагнит, включенный последовательно в сварочную цепь и дейс-пвуюший на регулятор гидравлического привода для сжатия свариваемых деталей.
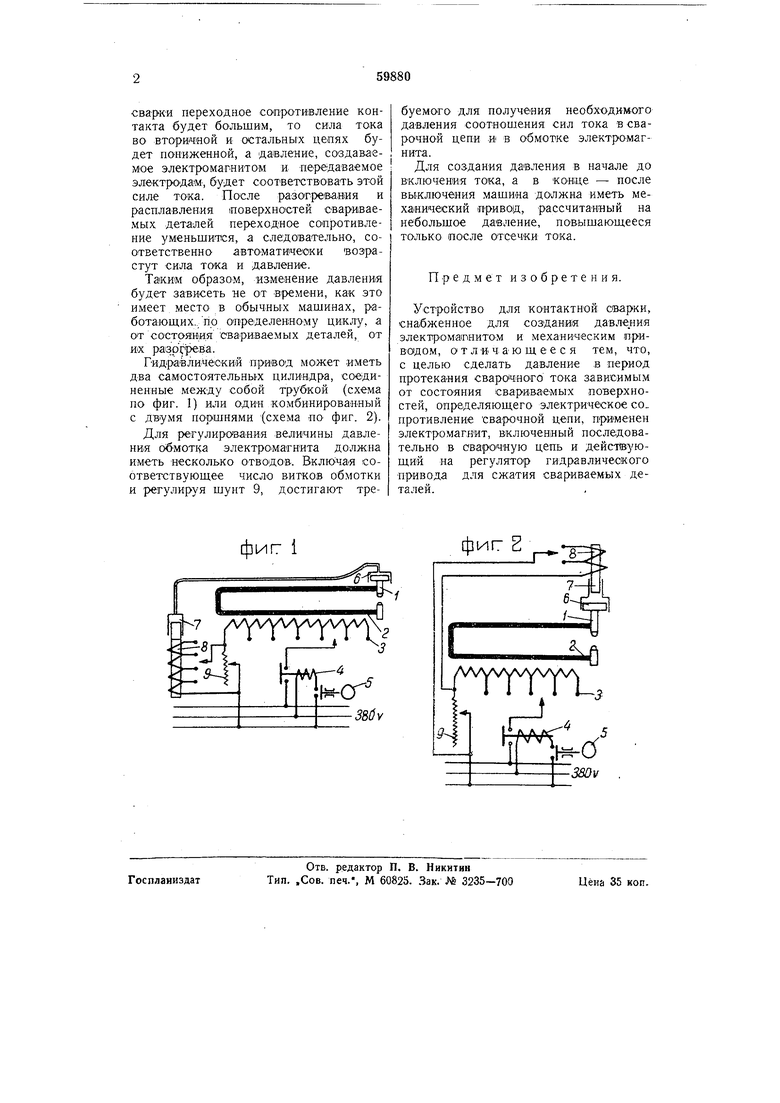
фиг 1
фиг 2
380V
