В предлагаемом станке для ианеселия делений накаткой на лимбы, линейки, диски делительных головок и другие детали движение инструмента и накатываемого изделия происходит от одного ириводного вала. Поэтому, в отличие от накатки другими способами, взаимное проскальзывание инструмента в изделия исключено.
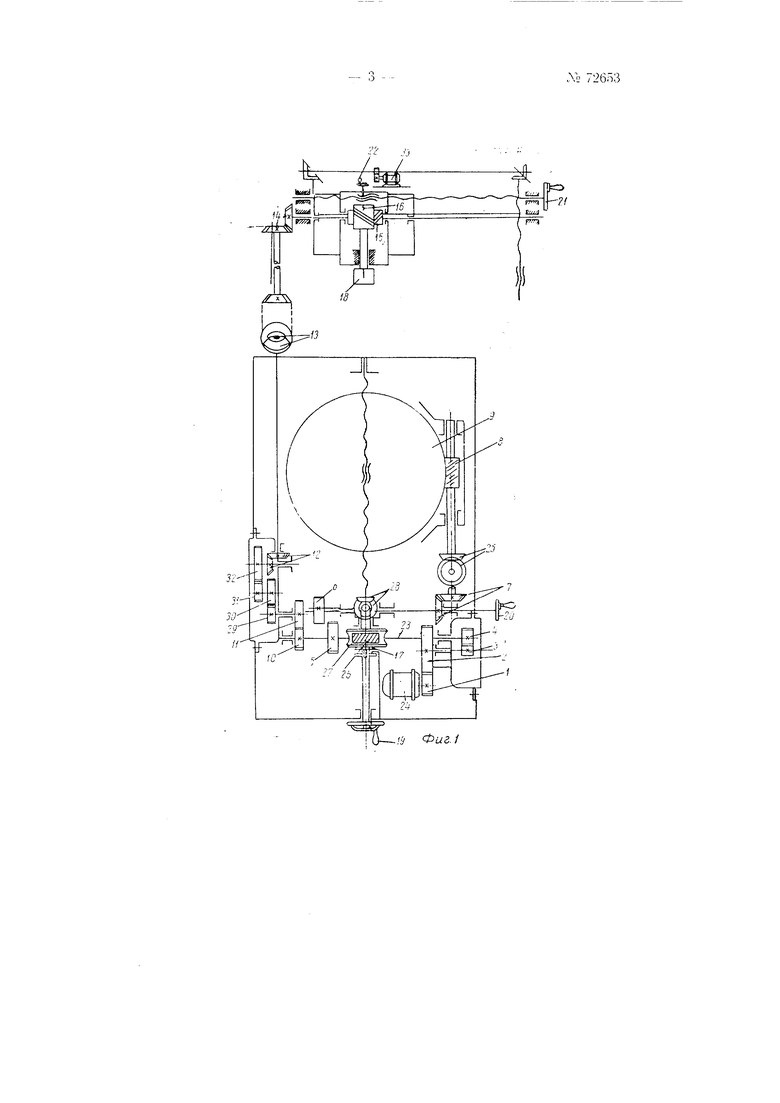
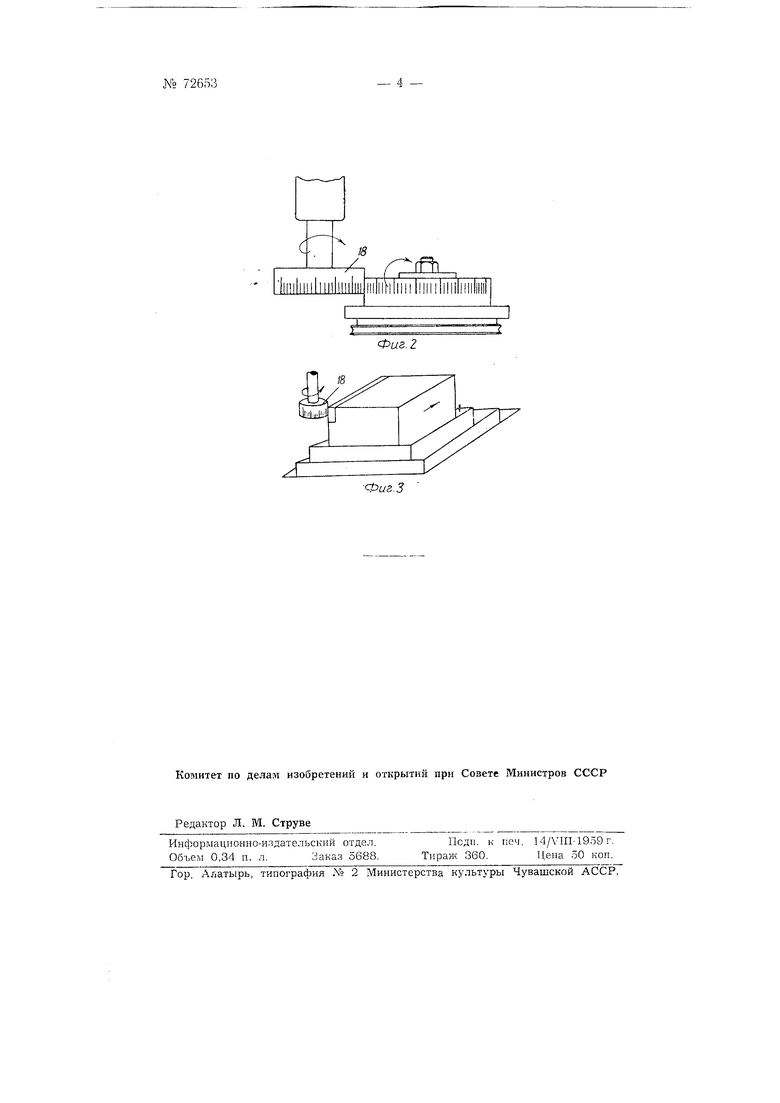
На фиг. 1 изображена кинематическая схема станка; на фиг. 2- принциниальная схема движения инструмента и цилиндрической детали; на фиг. 3-принципиальная схема движения инструмента и прямолинейной детали.
От реверсивного электродвигателя 24 через шестерни / и 2, сменные шестерни и , шестерни 5 и 5, две пары конических шестерен 7 и 25, червяк 8 и червячное колесо 9 сообщается врашение столу. При накатке прямолинейных детале столу сообш,ается поступательное движение от вала 23 через червяк 26, червячное колесо 27. фрикцион 17 и конические шестерни 28. В этом случае шестерня 6 выводится из зацепления с шестерней 5. При накатке деталей враше-ния, наоборот, выключают фрикцион /7, а шестерню 6 сцепляют с luecTep ней 5. Сменные шестерни 3 м 4 дают возможность подбирать и устанавливать скорости движения стола (поступательного и врашательного). Врашение ролика накатки 18 осуществляется от вала 23 через шестерни 10 и 11; сменные шестерни 29 30, 31 и 32; три пары конических шестерен J2, 13 и 14 и пару спиральных шестерен 15 и 16. Круглый стол, плоский стол и суппорты ролика могут перемешаться от руки посредством маховиков 19, 20 и 21. Траверса суппорта ролика накатки 18 перемешается вверх и вниз от реверсивного электродвигателя 33. Вертикальная оканчательная перестановка ролика накатки 18 производится от руки врашения маховичка 22. Сменные шестерни 29, 30, 31 и 32 привода ролика накатки 18 дают возмож№ 72653
ность использовать один и тот же ролик накатки 18 при раз;1нчных диаметрах из изделия.
На преддагаемом стапке могут накатываться детали с наружными и внутренними конусными поверхностями. Для этого только требуется наличие несколько б()Л1 н1его набора инструмента.
И р е ;.{ м е т и з о б р е т е н и я
Стано-к для нанесения делений накаткой, обкатывающей нринудительно приводимое в движение изделие, отл и ч а ю ш.и и ся тем, что, с целью устранения скольжения между накаткой и изделием, накатке сообщено принудительное движение, синхронное с движением изделия, для чего oiHa кинематически соединена с приводом последнего.
%33
L--.--..f3di
id
fj Фиг., i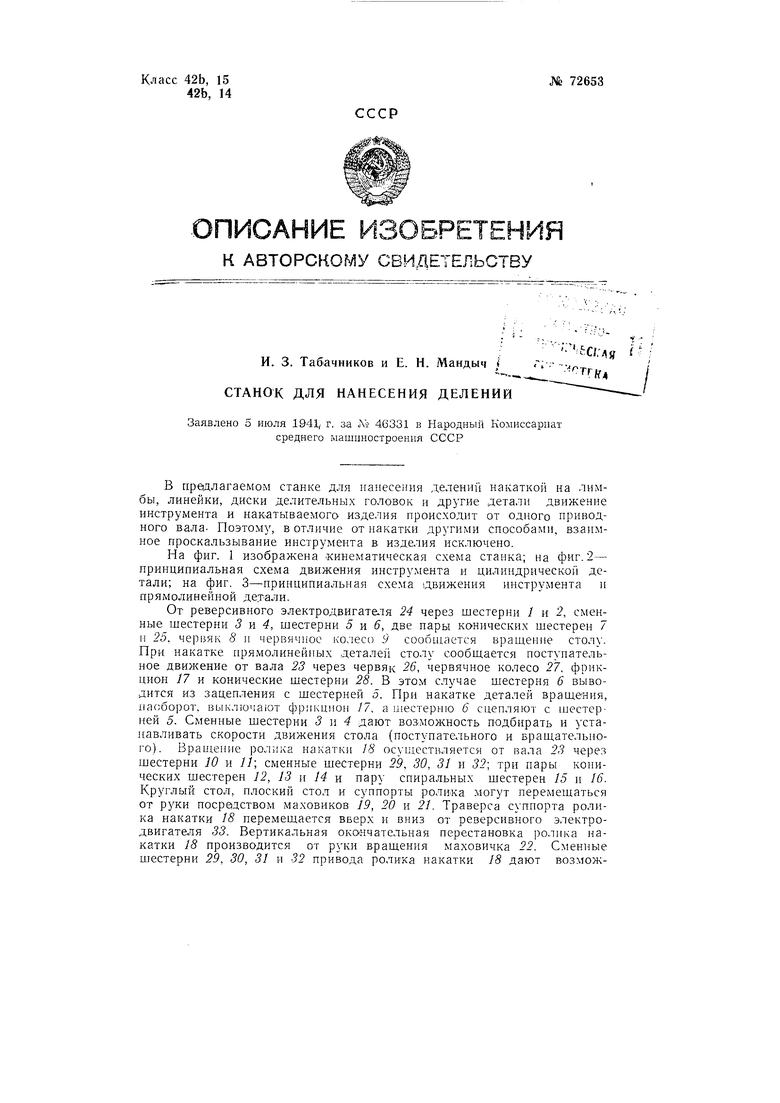

| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитное устройство к станкам непрерывного действия для подведения намагничивающихся деталей к месту обработки | 1938 |
|
SU62890A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Вертикальный зубофрезерный станок | 1967 |
|
SU272790A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ | 1973 |
|
SU385686A1 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
| Устройство для изготовления шестерен, шлицевых валиков и тому подобного | 1958 |
|
SU123933A1 |
| Резьбонакатной станок | 1980 |
|
SU946754A1 |
| Автомат для обработки деталей кольцевого периодически повторяющегося профиля | 1982 |
|
SU1060347A1 |
| Станок для нарезания цилиндрических зубчатых колес | 1972 |
|
SU961876A1 |