(54) СИСТЕМА АДАПТИВНОГО УПРАВЛЕНИЯ ЗУБОФРЕЗЕРНЫМ СТАНКОМ
В.ХОД и выход которого соединены соответственно с выходом регулятора подачи и со вторым входом коммутирующего устройства.
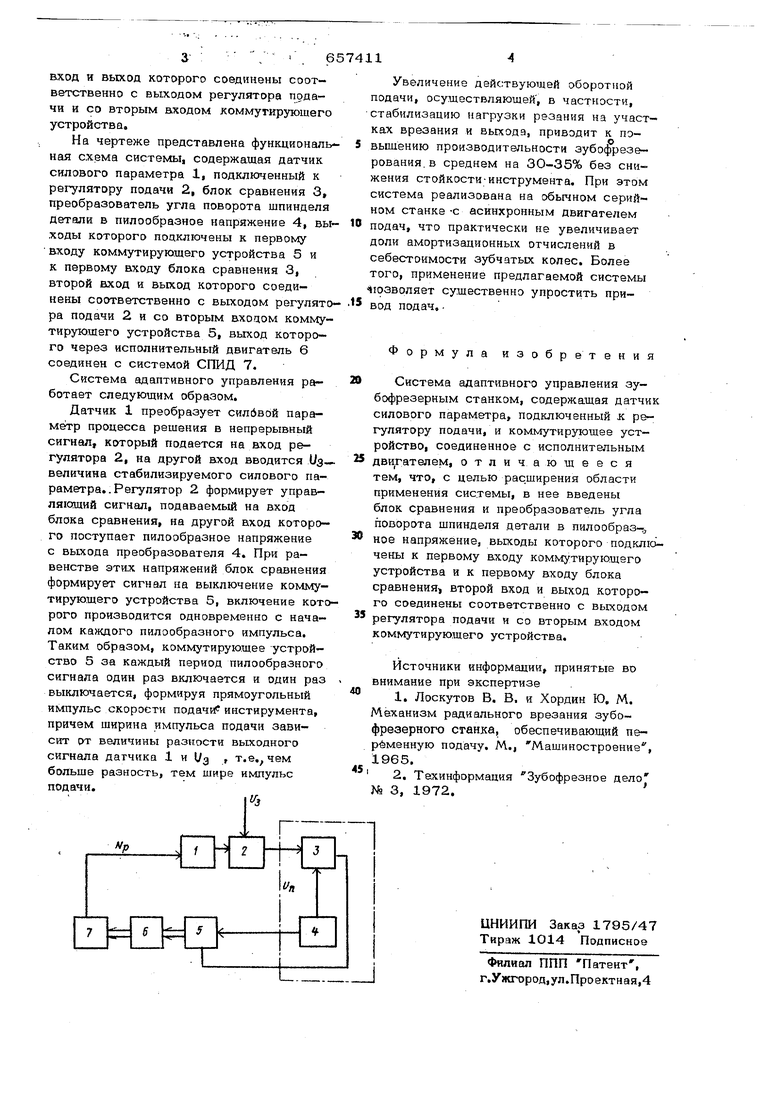
На чертеже представлена функциональная схема системы, содержащая датчик силового параметра 1, подключенный к регулятору подачи 2, блок сравнения 3, преобразователь угла поворота шпинделя детали в пилообразное напряжение 4, выходы которого подключены к первому входу коммутирующего устройства 5 и к первому входу блока сравнения 3, второй вход и выход которого соединены соответственно с выходом регулятора подачи 2 и со вторым входом коммутирующего устройства 5, выход которого через исполнительный двигатель 6 соединен с системой СПИД 7.
Система адаптивного управления работает следующим o6pav3DM.
Датчик 1 преобразует силбвой параметр процесса решения в непрерывный сигнал, который подается на вход регулятора 2, на другой вход вводится 1/3- величина стабилизируемого силового параметра. .Регулятор 2 формирует управляющий сигнал, подаваемый на вход блока сравнения, на другой вход которого поступает пилообразное напряжение с выхода преобразователя 4. При равенстве этих напряжений блок сравнения формирует сигнал на выключение коммутирующего устройства 5, включение котрого производится одновременно с началом каждого пилообразного импульса. Таким образом, коммутирующее устройство 5 за каждый период пилообразного сигнала один раз включается и один раз выключается, формируя прямоугольный импульс скорости подачи инстирумента, причем ширина импульса подачи зависит рт величины разности выходного сигнала датчика 1 и U . т.е.чем больше разность, тем шире импульс подачи.
1
I
1 г-ц:
Увеличение действующей оборотной подачи, осуществляющей , в частности, стабилизацию нагрузки резания на участках врезания и выхода, приводит к повышению производительности зубофрез&рования.в среднем на 30-35% без снижения стойкости-инструмент а. При этом система реализована на обычном серийном станке-с асинхронным двигателем подач, что практически не увеличивает доли амортизационных отчислений в себестоимости зубчатых колес. Более того, применение предлагаемой системы чюзволяет существенно упростить привод подач,.
Формула изобретения
Система адаптивного управления зубофрезерным станком, содержащая датчи силового параметра, подключенный к. регулятору подачи, и коммутирующее устройство, соединенное с исполнительным двигателем, отличающееся тем, что, с целью рас.ширения области применения системы, в нее введены блок сравнения и преобразователь угла поворота шпинделя детали в пилообраз-, ное напряжение, выходы которого подклкчены к первому входу коммутирующего устройства и к первому входу блока сравнения, второй вход и выход которого соединены соответственно с выходом регулятора подачи и со вторым входом коммутирующего устройства.
Источники информации, принятые во внимание при экспертизе
1. Лоскутов В. В. и Хордин Ю. М. Механизм радиального врезания зубофреэерного станка, обеспечивающий пеРёменную подачу. М., Машиностроение 1965.
2. Техинформация Зубофрезное дело № 3, 1972.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления подачей при зубофрезеровании и система для его осуществления | 1977 |
|
SU726746A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729929A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Устройство для управления процессом бурения | 1989 |
|
SU1647126A1 |
| Устройство для адаптивного управления многошпиндельным станком | 1977 |
|
SU645127A1 |
| Система автоматического регулироваия геометрических параметров обрабатываемой детали на станке | 1974 |
|
SU653088A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU726745A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ БУРЕНИЯ | 1990 |
|
RU2014445C1 |
