1
Изобретение относится к .способам .непрерывного бесконтактного нагрева металлических лент при термообработке.
Известен способ нагрева металлическоЯ ленты электромагнитным бегущим полем, который осуществляется в известной установке 1. Однако в этой установке происходит непредусмотренный и неконтролируемы нагрев, что не обеспечивает равномерного нагрева ленты при большой скорости транспортировки.
Целью изобретения является обеспечение равномерного нагрева ленты по всей ширине .при большой скорости транспортировки ее электромагнитным бегущим полем.
Это достигается тем, что ленту перемещают со скоростью 20-60 м/мин а .скорость электромагнитного поля поддерживают 60-100 м/сек, а при наг1реве алюминиевой ленты в пределах 380-580 0 растягивающее усилие в ней поддерживают не превышая 1 кг/мм
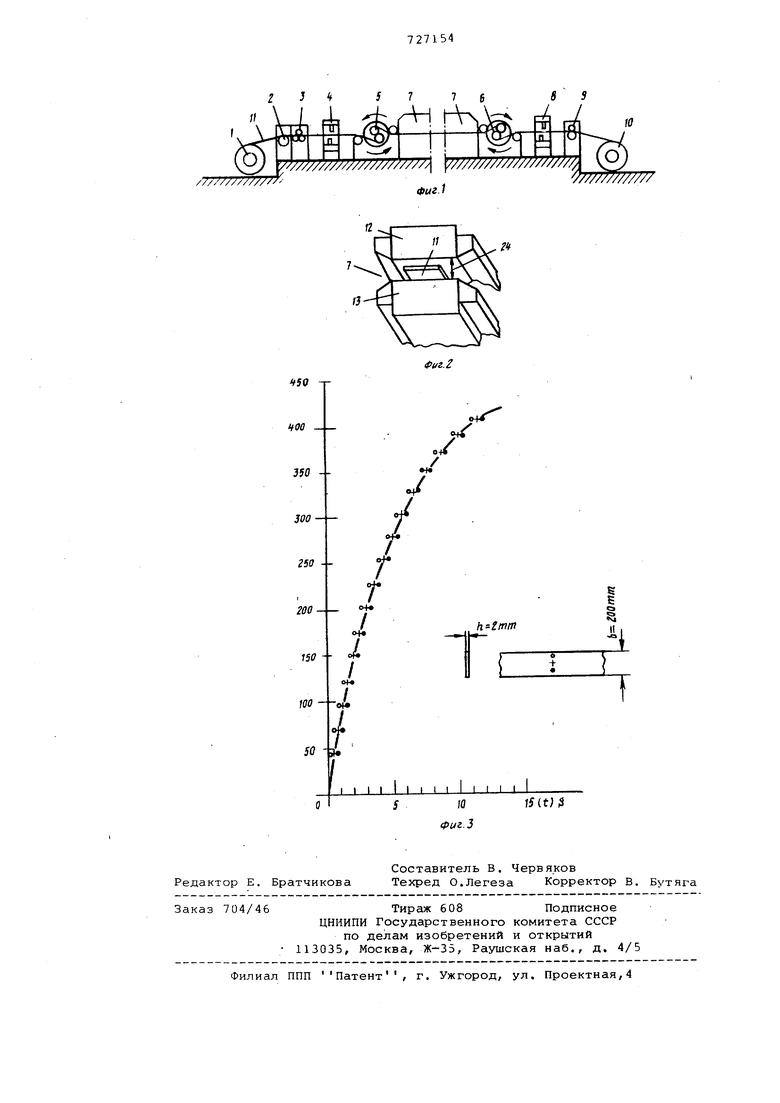
Данный способ осуществляют на установке, изображенной на фиг.1.
Установка содержит сматывающую моталку 1, концевой натяжный барабан 2, устройство Для правки 3, ножницы для отрезки концов ленты 4, S-образные ролики 5 и 6, печь с электромагнитным бегущим полем 7,
ножницы 8, натяжной барабан 9 и моталку 10, на которую наматывается металлическая лента 11. Поперечный разрез печи с электромагнитным бегущим полем 7 приведен на фиг. 2.
Она состоит в основном из двух блоков 12 и 13 электродвигателя с линейно-движущимся ротором.
Перемещающееся поле создают электродвигателем с линейно-движущимся
ротором. Электродвигатель с линейнодвижущимся ротором может быть асинхронным двигателем, пакет стальных листов статора которого разрезан радиально и загнут к одной ппоскости, т.е. в виде индукторной гребенки .
Вместо вращающегося поля, как в асинхронном двигателе, возникает
таким образом перемещающееся поле. Электродвигатели с линейно-движущимся pOvopOM расположены своими рабочими поверхностями симметрично поверхности ленты и образуют тем самым щель
14 для прохождения ленты.
Максимальная ширина металлической лерты 3.1 может быть равна ш:-риие ротора индукторной гребенки блок.д электродвигателя. Для защиты индуктора поверхности электродвигателя с линейно движущимся ротором, повернутые к металлической ленте. покрЕлты защитным слоем.
3--образные ролики 5 обеспечивают лракспортировку ленты до щели 4,- а центрирование ленты внутри щели происходит благодаря действию перемещающегося поля, которое создается электродвигателем с линейно-движугдимся ротором.
При данном способе достигают быстрого нагрева вследствие большой скоростей между опережающим п€овмещающимся полем и медленно двихущейся в том же направлении метал:лк.:эской лентой. В зависимости от пропускной способности печи и допустимого минимального натяжения ленты (VKOpocTb перемещающегося поля соетярляет 60-100 м/сек, в то время как металлическая лента движется со скоростью 20-60 м/мин. Температу ленты целесообразно,устанавливать При помощи синхронной скорости перемещающегося поля и/или движущей сил перемещающегося поля.
Таким образом достигают тонкой ргулировки скорости металлической ленты, которая происходит известным образом посредством приводных S-образных роликов и моталок
В частности, скорости нагрева и передвижения регулируют в зависимости от металлической заготовки, толщины заготовки и желаемой термообработки. Так, например, предла1аемым способом можно производить также термо-механические вилы обработки. Это является возможным,так как лента нагревается с одной стороны и одновременно находится под напряжением растяжения. Кроме того, возможна термообработка, при кото-рой температура термообработки не превышает 700°С, Так, например, при стальных лентах возможны термическа обработка, отпуск и т,п Пpeдлaгae способ особенно применим к металлическим лентам из цветных металлов, таЕс как при таких лент-ах термообра|5отка происходит при низких температурах 400-650 С. Особые преи.1 щества предложенного способа достигаются при применении алюминиевых ленЕ. При этом термообработка происходит при температуре 380-580°С,на;г1ример при .
При использовании алюминия перемещающееся поле и скорость ленты та согласуют друг с другом, что с одчой стороны происходит скоростной нагрев, а с другой стороны - специфическое растягивающее действие в области накаленной ленты лежит ниже границы жаропрочности алюминиевой ленты.
Таким образом, растягивающее действие при алюминиевой ленте в област накаленной ленты не должно превышать I к г/мм г
Практика показала, что при алюг.шнии, а 3 частности при сплавах алюг-шния и марганца, вследствие быстрог и прежде всего равномерного нагрева по всей ширине ленты достигают мелкозернистые структуры и улучшенные прочностные характеристики (соотношение предела текучести к пределу прочности при растяжении)
При других металлических лентах при растягивающем действии в области накаленной ленты рекомендуется не превьтшать допустиг 1ых величин нагружениЯо Повреждения поверхности ленты не возникают, так как индуктивные силы держат ее между двумя перемещаюищмися полями так, что не возникают точки соприкосновения.
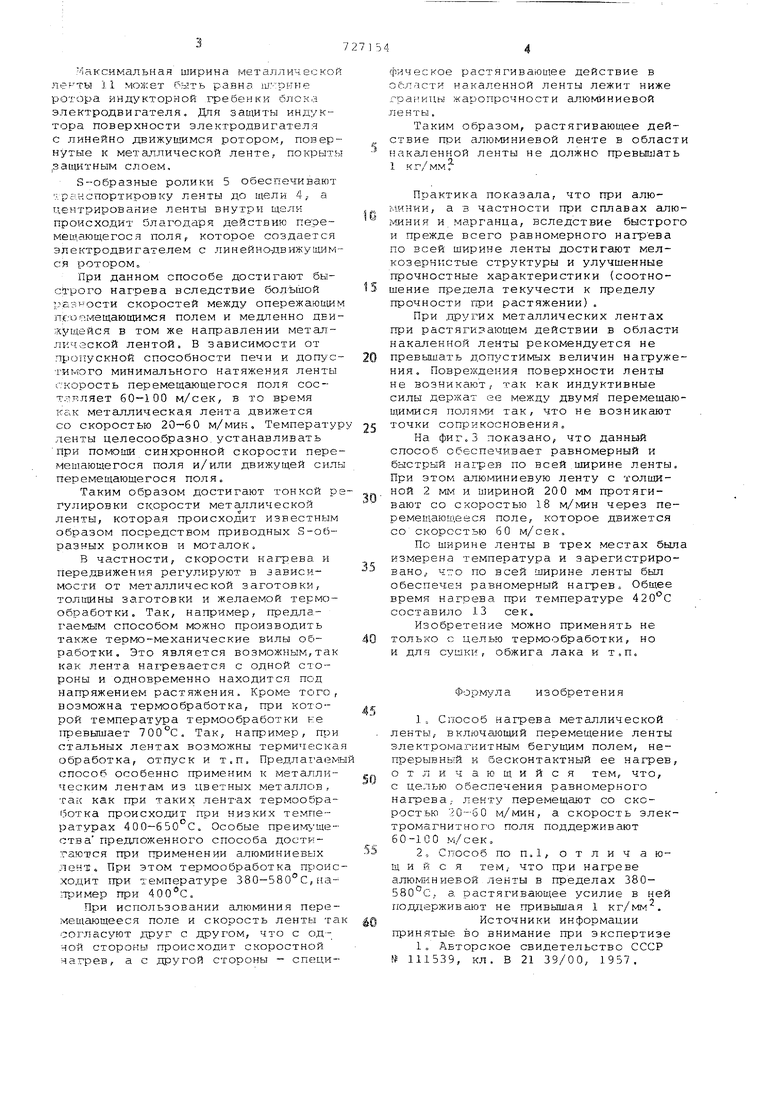
На фиг.З показано, что данный способ обеспечивает равномерный и быстрый нагрев по всей ширине ленты. При этом алюминиевую ленту с толщиной 2 мм и шириной 200 мм протягивают со скоростью 18 м/мин через перемещающееся поле, которое движется со скоростью 60 м/сек.
По Ширине ленты в трех местах был измерена температура и зарегистрировано,, что по всей ширине ленты был обеспечен равномерный нагрев. Общее время нагрева при температуре 420с составило 13 сек.
Изобретение можно применять не только с целью термообработки, но и для сушки, обжига лака и т.п.
Формула изобретения
1,Способ нагрева металлической ленты,- включа -ощий перемещение ленты электромагнитным бегущим полем, непрерывный к бесконтактный ее нагрев отличающийся тем, что,
с целью обеспечения равномерного нагрева; ленту перемещают со скоростью м/мин,, а скорость электромагнитного поля поддерживают 60-100 м/сек.
2,Способ по П.1, отлич ающ и и с я тем,- что при нагреве алю№-:нйеной ленты в пределах 380580 С. а растягивающее усилие в ней гюдцерживают не привышая 1 кг/мм.
Источники информации принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 111539, кл. В 21 39/00, 1957.
///////////////////////// //////////////////////
8 9
10
У/7///////////
«игА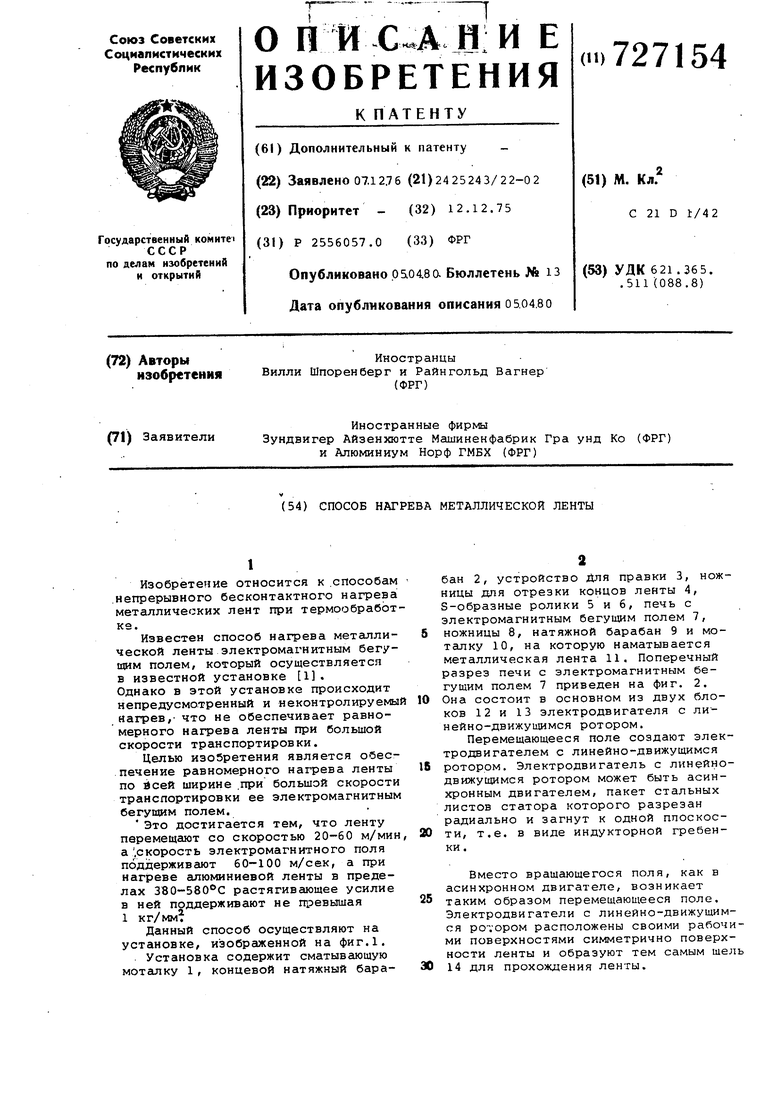
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2280110C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКИ ПЛОСКОГО ПРОКАТА ИЗ ЛАТУНИ Л63 В ПОПЕРЕЧНОМ МАГНИТНОМ ПОЛЕ | 2017 |
|
RU2661297C1 |
| Способ деформации заготовки | 1978 |
|
SU722629A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, В ЧАСТНОСТИ ЛЕНТЫ | 2000 |
|
RU2187214C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НА СТАНЕ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2042443C1 |
| Способ получения покрытий | 1981 |
|
SU994037A1 |
| СПОСОБ ПОКРЫТИЯ СТАЛЬНОЙ ПОЛОСЫ АЛЮМИНИЕМ | 1994 |
|
RU2081939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2569260C2 |
| КОМПАКТНАЯ ЛИНИЯ ГОМОГЕНИЗАЦИИ НЕПРЕРЫВНЫМ ОТЖИГОМ | 2017 |
|
RU2709494C1 |
| Установка для нагрева изделий | 1977 |
|
SU753911A1 |