Изобретение относится к области прокатного производства.
Известен способ разделения армированного стекла, включающий нанесение концентраторов напряжений и знакопеременный изгиб. При этом изгибающий инструмент движется вместе с разделяемым материалом.
С целью повыщения производительности процесса разделения и получения качественных кромок по предлагаемому способу разделяемый профиль в зоне концентраторов напряжений изгибают до получения излома в процессе перемещения профиля относительно гибочного инструмента, например валков многоклетьевого профилегибочного стана.
При этом амплитуда и радиус изгиба разделяемых профилей подобраны так, что исключают смятие углов разделяемых кромок сверх допустимых величин.
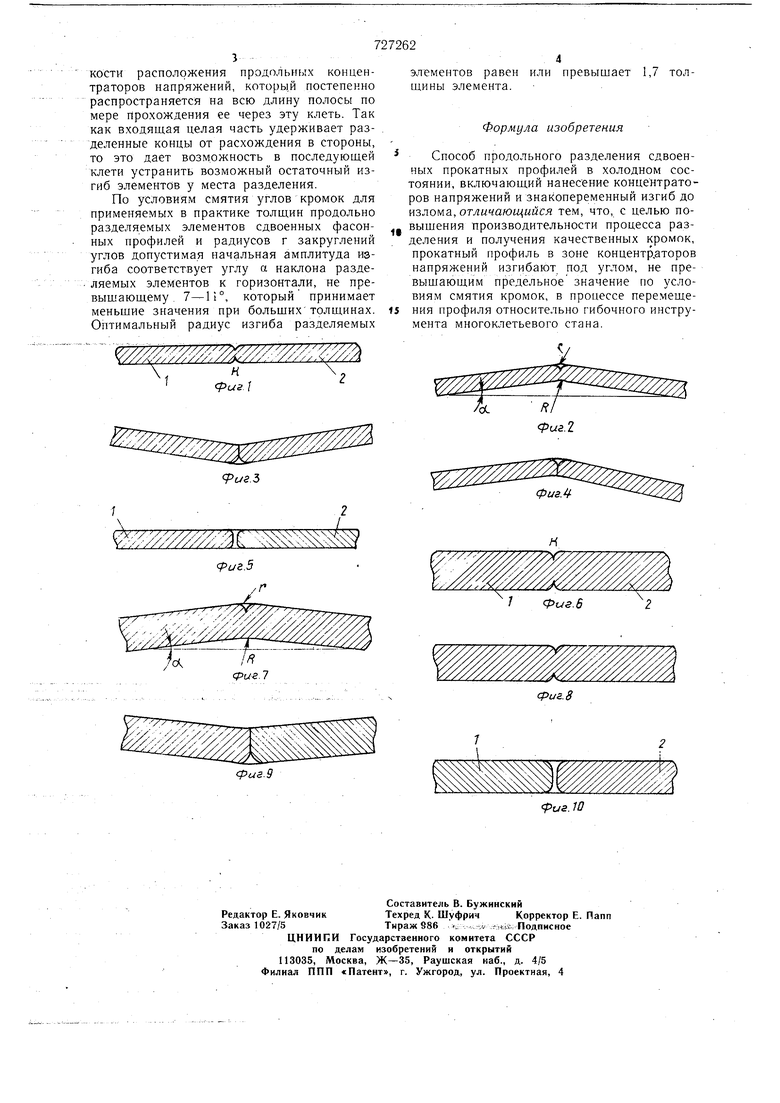
На фиг. 1-5 изображена схема последовательгюго деформирования участка полосы сдвоенного прокатного профиля в холодном состоянии, предназначенная для разделения тонких профилей; на фиг. 6-10 -
схема последовательного деформирования участка полосы сдвоенного прокатного профиля, предназначенная для разделения толстых профилей.
На фигурах даны следующие обозначения: 1 и 2- разделяемые элементы сдвоенного прокатного профиля; R - радиус изгиба; гх - угол изгиба; К - продольные концентраторы напряжений; г - радиусы
закругленных кромок.
Способ продольного разделения сдвоенных прокатных профилей ъ холодном состоянии по плоскости расположения про-, дольных концентраторов напряжений осуществляется следующим образом.
Охлажденные после прокатки и внесеиия продольных концентраторов напряжений полосы сдвоенных прокатных профилей задают в многоклетьевой профилегибочный стан; и в каждой клети прокатный профиль изгибают в направлении, противоположном направлению изгиба в предыдущей клети. В результате мно.гократного знакопеременного изгиба в одной из последних клетей происходит продольное разделение в связи с изломом из-за усталости металла по плоскости расположения продольных концентраторов напряжений, который постепенно распространяется на всю длину полосы по мере прохождения ее через эту клеть. Так как входящая целая часть удерживает разделенные концы от расхождения в стороны, то это дает возможность в последующей клети устранить возможный остаточный изгиб элементов у места разделения.
По условиям смятия углов кромок для применяемых в практике толщин продольно разделяемых элементов сдвоенных фасонных профилей и радиусов г закруглений углов допустимая начальная амплитуда изгиба соответствует углу а наклона разделяемых элементов к горизонтали, не превыщающему , который принимает меньщие значения при большихтолщинах. Оптимальный радиус изгиба разделяемых
элементов равен или превышает 1,7 толшины элемента.
Формула изобретения
Способ продольного разделения сдвоенных прокатных профилей в холодном состоянии, включающий нанесение концентраторов напряжений и знакопеременный изгиб до излома, отличающийся тем, что, с целью повыщения производительности процесса разделения и получения качественных кромок, прокатный профиль в зоне концентр.аторов напряжений изгибают под углом, не превышающим предельное значение по условиям смятия кромок, в процессе перемещения профиля относительно гибочного инструмента многоклетьевого стана.
н
риг 1
«Рс/гЗ
.2
.
fuz.5
1 .В
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продольного разделения составных прокатных профилей | 1983 |
|
SU1166857A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Способ продольного разделенияСОВМЕщЕННыХ пРОфилЕй и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU816581A1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ДВИЖУЩЕЙСЯ ПОЛОСЫ | 2007 |
|
RU2354473C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ С ПРОДОЛЬНОЙ ГИБКОЙ ЕГО В ПРОЦЕССЕ ПРОФИЛИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2564798C2 |
| Способ продольного разделения сдвоенных прокатных профилей | 1978 |
|
SU763010A1 |
сриг.9
