Известные станки-автоматы для изготовления из арматурной катанки монтажных петель, включающие правильный барабан, тянущие ролики, отрезной и гибочный механизмы, предназначены для изготовления петель только одной конфигурации.
Цель описываемого изобретения - автоматическое изготовление монтажных петель двух конфигураций (пространственных и плоских). Достигается это тем, что гибочный механизм выполнен с перемещающейся в направляющих траверсой, жестко связанной с двумя зубчатыми рейками, взаимодействующими с щестернями, на которых закреплены подвижные ролцки, обеспечивающие загибание концов заготовки вокруг неподвижного ролика, а также с опрокидывателем заготовки и формующим щтоком, связанным с траверсой и совершающим вместе с подвижными роликами две операции гибки заготовки из арматурной катанки.
Кроме того, для автоматизации резки арматурной катанки на заготовки определенного размера механизм резки может быть выполнен с неподвижным ножом и подвижным, механически связанным с механизмом гибки и электрически, с помощью конечных выключателей, дающих импульсы электромагнитам включения муфты тянущих роликов - с механизмом подачи арматурной катанки.
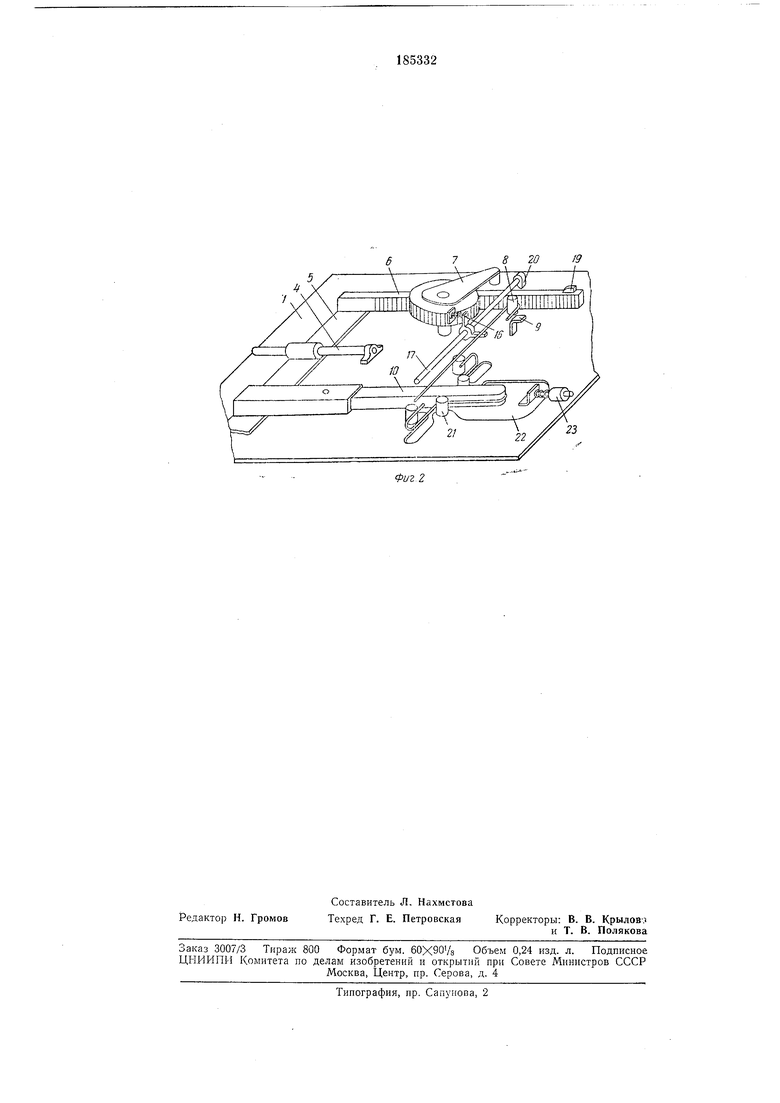
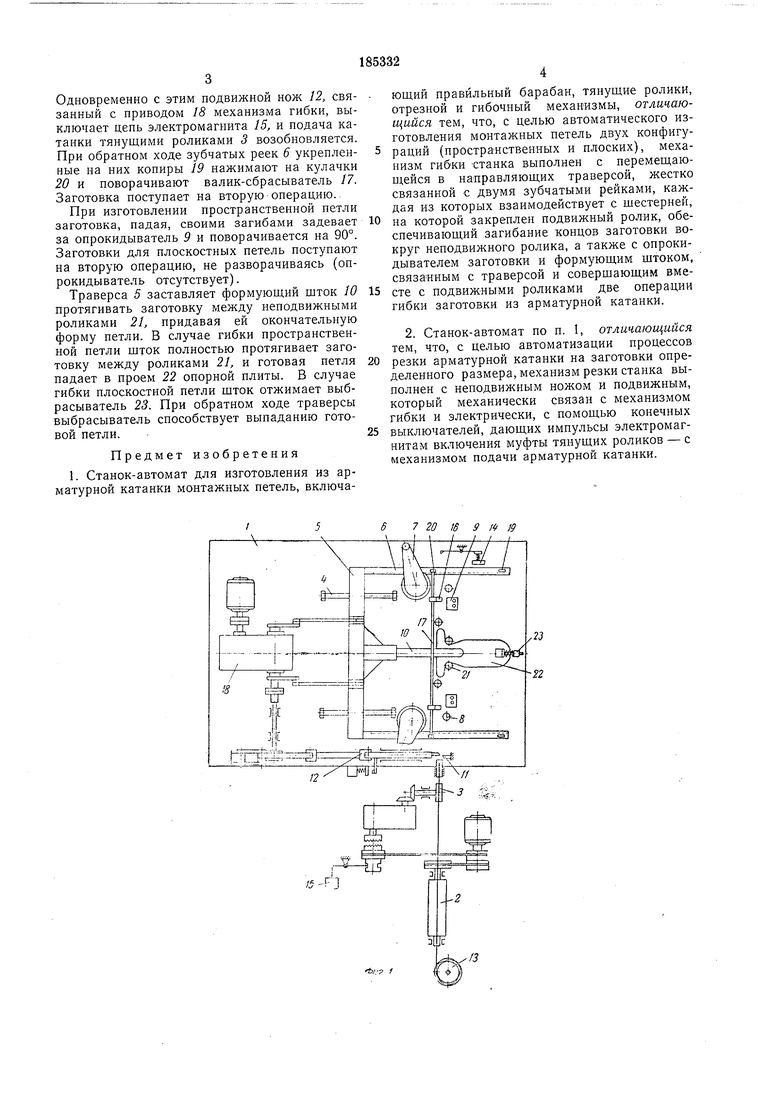
На фиг. 1 изображена кинематическая схема предлагаемого станка, на фиг. 2 - механизм гибки, аксонометрия.
Станок включает опорную плиту /, мехапизм гибки, механизм резки, правильный барабан 2 и тянущие ролики 3.
Механизм гибки выполнен с перемещающейся в направляющих 4 траверсой 5, жестко связанной с зубчатыми рейками 6, предназначенными для вращения шестерен с нодвижными роликами 7, которые обеспечивают загибание концов заготовки вокруг неподвижных роликов 8. Опрокидыватель 9 служит для поворота заготовки на 90° при изготовлении пространственных петель, а формующий шток W
связан с траверсой 5 и совершает вместе с
подвижными роликами 7 две операции гибки
заготовки.
Механизм резки выполнен с неподвижным
// и подвижным 12 ножами.
С бухты 13 арматурная катанка подается тянущими роликами 3 через правильный барабан 2 до упора в конечный выключатель 14, включающий цень электромагнита 15, который
останавливает механизм подачи арматурной катанки. Подвижной нож 12 отрезает заготовку необходимой длины и сбрасывает ее на рычажки 16 валика-сбрасывателя 17. При помощи подвижных роликов 7 загибаются концы
Одновременно с этим подвижной нож 12, связанный с приводом 18 механизма гибки, выключает цепь электромагнита 15, и подача катанки тянущими роликами 3 возобиовляется. При обратном ходе зубчатых реек 6 укрепленные на них копиры 19 нажимают на кулачки 20 и поворачивают валик-сбрасыватель 17. Заготовка поступает на вторую операцию.
При изготовлении пространственной петли заготовка, падая, своими загибами задевает за опрокидыватель 9 и поворачивается на 90°. Заготовки для плоскостных петель поступают на вторую операцию, не разворачиваясь (опрокидыватель отсутствует).
Траверса 5 заставляет формующий шток 10 протягивать заготовку между неподвижными роликами 21, придавая ей окончательную форму петли. В случае гибки пространственной петли шток полностью протягивает заготовку между роликами 21, и готовая петля падает в проем 22 опорной плиты. В случае гибки плоскостной петли щток отжимает выбрасыватель 23. При обратном ходе траверсы выбрасыватель способствует выпаданию готовой петли.
Предмет изобретения
1. Станок-автомат для изготовления из арматурной катанки монтажных петель, включа« -F-1
ющий правильный барабан, тянущие ролики, отрезной и гибочный механизмы, отличающийся тем, что, с целью автоматического изготовления монтажных петель двух конфигураций (пространственных и плоских), механизм гибки -станка выполнен с перемещаюИ1ейся в направляющих траверсой, жестко связанной с двумя зубчатыми рейками, каждая из которых взаимодействует с шестерней,
0 на которой закреплен подвижный ролик, обеспечивающий загибание концов заготовки вокруг неподвижного ролика, а также с опрокидывателем заготовки и формующим штоком, связанным с траверсой и совершающим вместе с подвижными роликами две операции гибки заготовки из арматурной катанки.
2. Станок-автомат по п. 1, отличающийся тем, что, с целью автоматизации процессов
0 резки арматурной катанки на заготовки определенного размера, механизм резки станка выполнен с неподвижным ножом и подвижным, который механически связан с механизмом гибки и электрически, с помощью конечных
5 выключателей, дающих импульсы электромагнитам включения муфты тянущих роликов - с механизмом подачи арматурной катанки.
72/7 / f /« /
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ АРМАТУРНОЙ КАТАНКИ МОНТАЖНЫХ ПЕТЕЛЬ | 1971 |
|
SU428840A1 |
| Устройство для гибки монтажных петель | 1975 |
|
SU738731A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1985 |
|
SU1359049A2 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1976 |
|
SU727285A1 |
| Устройство для изготовления монтажных петель плоской и пространственной конфигурации | 1983 |
|
SU1222369A1 |
| СТАНОК ДЛЯ СГИБАНИЯ ФИГУРНЫХ ИЗДЕЛИЙ | 1969 |
|
SU242109A1 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Устройство для пространственной гибки | 1988 |
|
SU1538952A1 |