I
Изобретение относится к обработке. металлов давлением.
Известен штамп для закрытой штамповки, содержащий верхнюю и- нижнюю плиты, подвижную и неподвижную матрицы, пуансон и траверсу, установленную под нижней плитой l ,
Цель изобретения - повышение производительности и качества получаемых изделий.
Это достигается гем, что предлагаемый штамп снабжен системой, выполненной в виде закрепленных на нижней плите кронштейне, шарнирно-связанных с ними и подвижной матрицей рычагов и тяг, а также смонтированными в нижней плите силовыми цилиндрами одностороннего действия по числу кронштейнов, поршень каждого из которых выполнен с двумя штоками, при этом один из штоковсвязан с соответствуюшей тягой, свободное плечо которой шарнирно соединено с соответствуюшим рычагом, а дру гой - посредством толкателя с траверсой
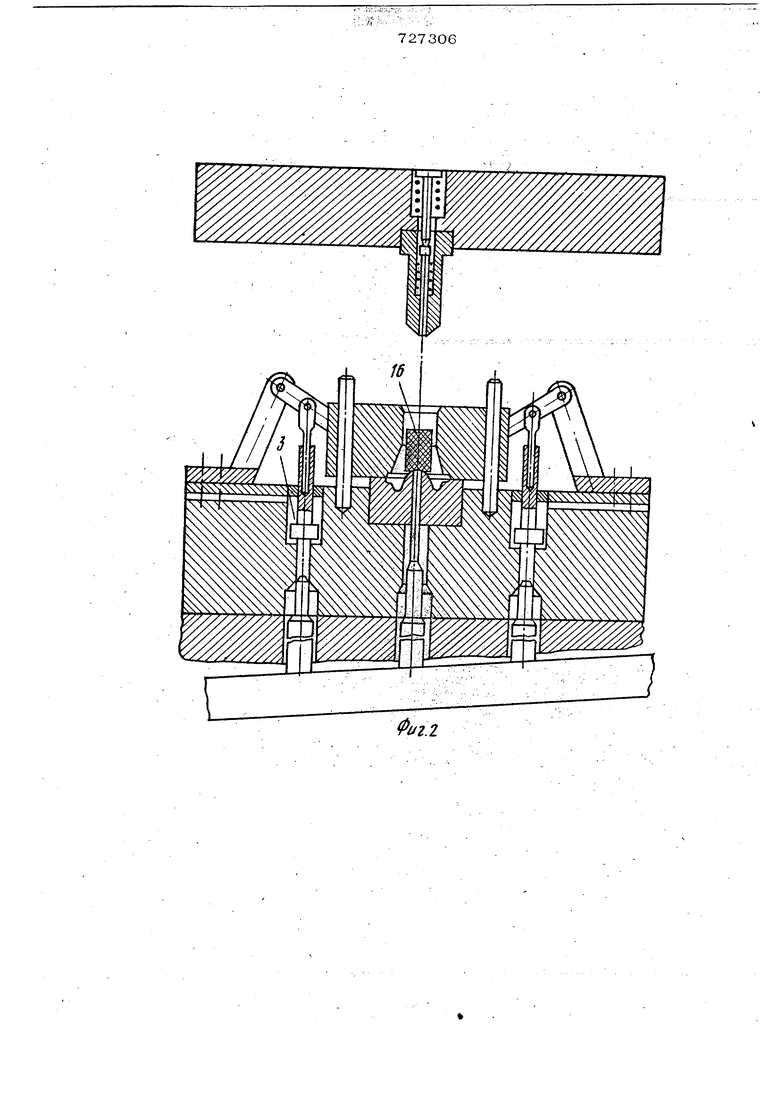
На фиг. 1 показан предлагаемый штамп в исходном положении, разрез; на фиг, 2 то же, в момент помещения заготовки в штамп; на фиг, 3 - то же устройство после окончания штамповки.
Штамп для закрытой штамповки содержит нижнюю опорную плиту 1, неподвижную прлуматрицу 2, силовые цилиндры 3 со штоками 4 и 5, подвижную иолуматриЦУ б, пуансон 7, верхнюю опорную плиту
0 8, выталкиватели 9, кронштейны 1О, рычаги 11, направляюшие 12, выталкиватели 13, толкатели 14 пресса и нижгоою траверсу 15.
Подвижная полуматрица 6, установлен5ная с помоиью кронштейнов 1О и рычагов 11 на нижней опорной плите 1, перемешается по направляющим 12, Прижим подвижной ползпматрииы 6 к неподвижной полуматрице 2 осуществляется за счет
0 силовых цилиндров 3. Выталкиватели 9 и 13 предназначены для выталкивания отштампованных изделий из неподвижной и псэдвижной полуматррщ соответственно.
3727
Штоки 4 и 5 предназначены для смешения подвшкной ттолуматрицы 6 вниз из исходного крайнетчэ верхнего положения и прижатия ее к неподвижной полуматрице 2, а также для перемещения подвижной полуматрицы 6 в исходнбе положение с помощью толкателей 14 пресса и нюкней траверсы 15. . .
Штамп работает следующим образом. В исходном поло к;ении верхняя опорная плита 8 находится вверху и подвижная полуматрвда также находится в крайнем верхнем положении.
Перед сближением частей штампа подвижная псхлуматрица приближается к неподвижной полуматрице с помощью силовых цилиндров 3, и заготовку 16 сверху точно устанавливают в подвижную полуматрицу на гравюру неподвижной полуматрвды.
Затем происходит формообразование поковки 17, при этом подвижная полу матрица прижата к неподвижной полуматрице, а верхняя опорная плита находится в крайнем нижнем полш:ении. После того, как поковка отщтампована, следует раскрытие штампа и удаление поковки 17 с помощью выталкивателей 13.
Раскрытие полуматриц происходит черех толкатели 14 пресса, которые действуют на щтоки 5 за счет нижней траверсы 15 срабатыьание которой осуществляется MexaHHiecKHM приводом от главного вала пресса. При этом воздух из верх3064
ней полости пневмсиилиндров удаляется и тем самым дает возможность- подвиж юй полуматрице выстаивать в крайнем верхнем пололсении, поддерживаемой ниж5 ней траверсой пресса. Затем цикл повторяется.
Ф о р мула изобретенияШтамп для закрыт9Й щтамповки, содержащий верхнюю и нижнюю плиты, подвюкную и неподвижную матрицы, пуансон и траверсу, установленную под нижней плитой, отличающийся тем, что, с целью псйыщения производительности и качества получаемых изделий, он снабжен рычажной системой, выполненной в виде закрепленных на нижней плите кротцтейнов, шарнирно-связанных с ними и подвижной матрвдей рычагов и тяг, а также смонтированными в нижней плите силовыми циливдрами одностороннего действия по числу крошитейнов поршень каждого из которых выполнен с двумя штоками, при этом один из штоков связан с соответствующей тягой, свободное плечо которой ишрнирно соединено с соответствующим рычагом, а другой - посредством толкателя с траверсой.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 616026, кл. В 21 J 13/02, 1976.
V-/ Фиг.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1983 |
|
SU1174137A1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Штамп для изотермического деформирования | 1985 |
|
SU1278099A1 |