(54) Г.ПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛРЖТРО-ЦОМ И. УСТРОЙСТВО ДЛЯ f-.IT) ОСУЩНСТВЛЕНИЯ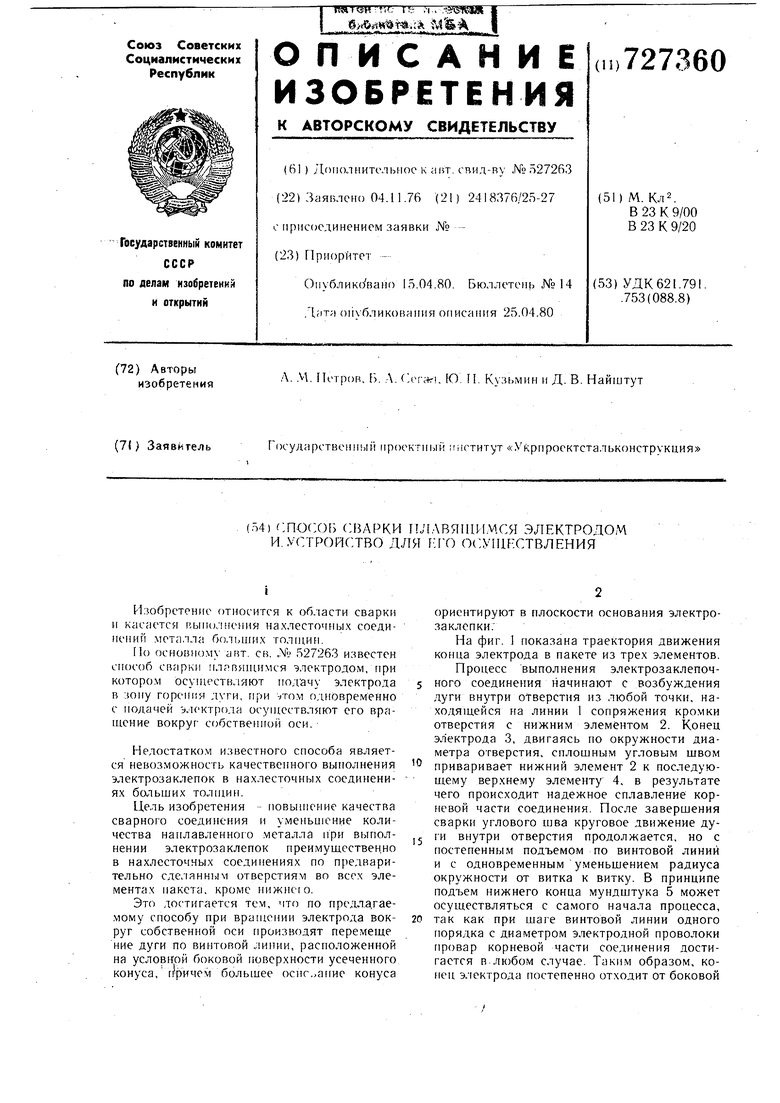
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Способ сварки электрозаклепками плавящимся электродом в среде защитных газов | 1983 |
|
SU1082581A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308360C1 |
| Токоподводящий мундштук к устройству для дуговой сварки плавящимся электродом | 1987 |
|
SU1442346A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1138274A1 |
| Горелка для сварки плавящимся электродом | 1976 |
|
SU608625A1 |
| Мундштук для двухдуговых сварочных горелок | 1982 |
|
SU1055600A1 |
| Контактный наконечник к горелкам для электродуговой сварки плавящимся электродом | 1977 |
|
SU737150A1 |
Изобретение относится к области сварки и касается выполнения нахлесточных соединений металла бо.илиих толщин.
По основному авт. св. .N1 527263 известен способ сварки 1лавян1имся электродом,при котором осуществляют нодачу электрода в зону горения дуги, при -ггом одновременно с нодачей электрода осуи1ествляют его вращение вокруг собственной оси.
Недостатко.м известного способа является невозможность качественного выполнения электрозакленок в нахлесточных соединениях больших толпшн.
Цель изобретения повьинение качества сварного соединения и уменьн1ение количества нанлавленного металла при выполнении электрозаклепок преимущественно в нахлесточных соединениях по предварительно сделанным отверстиям во всех элементах пакета, кроме нижнею.
Это достигается тем, что но нредлдгаемому способу при вран1епии электрода вокруг собственной оси производят перемете ние дуги по винтовой линии, расноложенной на условной боковой гшверхности усеченного конуса, г/ричем большее оснг.,аЕ1ие конуса
ориентируют в плоскости основания электрозаклепки:
На фиг. I показана траектория движения
конца электрода в пакете из трех элементов.
Процесс выполнения электрозаклепочного соединения начинают с возбуждения дуги внутри отверстия из любой точки, находяшейся на линии 1 сопряжения кромки отверстия с нижним элементом 2. Конец электрода 3, двигаясь по окружности диаметра отверстия, сплошным угловым швом
приваривает нижний элемент 2 к последующему верхнему элементу 4, в результате чего происходит надежное сплавление корневой части соединения. После завершения сварки углового шва круговое движение внутри отверстия продолжается, но с постепенным подъемом по винтовой линий и с одновременным уменьшением радиуса окружности от витка к витку. В принципе подъем нижнего конца мундщтука 5 может осуществляться с самого начала процесса,
так как при шаге винтовой линии одного порядка с диаметром электродной проволоки провар корневой части соединения достигается в любом случае. Таким образом, конец электрода постепенно отходит от боковой
поверхности отверстия и к концу процесса Завершает движение с окружности меньшего диаметра, чем отверстие.
Такая траектория перемещения дуги обеспечивает поддержание шлака а жидком состоянии и Предотвращает чрезмерное расплавление стенок отверстия.
Диаметр окружности верхнего основания усеченного конуса и угол наклона образующей конической поверхности (находится в пределах 50 - 85°) обуславливаются высотой пакета элементов 4 и 6 и диаметром отверстия, в котором выполняется электрозаклепка.
Пример. Производят соединение пакета из четырех элементов из стали Ст.З. Толщина трех верхних листов 3 X 20 60 мм, диаметр отверстия под заклепку 50 мм, угол наклона 75°.
Процесс проводят при напряжении 36 - 38 В и токе 500 - 600 А, марка электродной проволоки СВ-08А, диаметр 2 мм . Используют флюс АН-348.
Известно устройство для сварйи плавящимся электродом, содержащее корпус с установленным в нем мундщтуком для подачи электрода и привод вра щения мундщтука.
Для осуществления предлагаемого способа сварки плавящимся электродом устройство снабжено профилированным по высоте кулачком, закрепленным на мундщтуке и взаимодействующим с корпусом, при этом мундштук установлен щарнирно, а привод вращения мундштука въшолнен в виде прийоДНОГо винта сО сквозным Отверстием для электрода, взаимодействуюшего с установленной на корпусе гайкой.
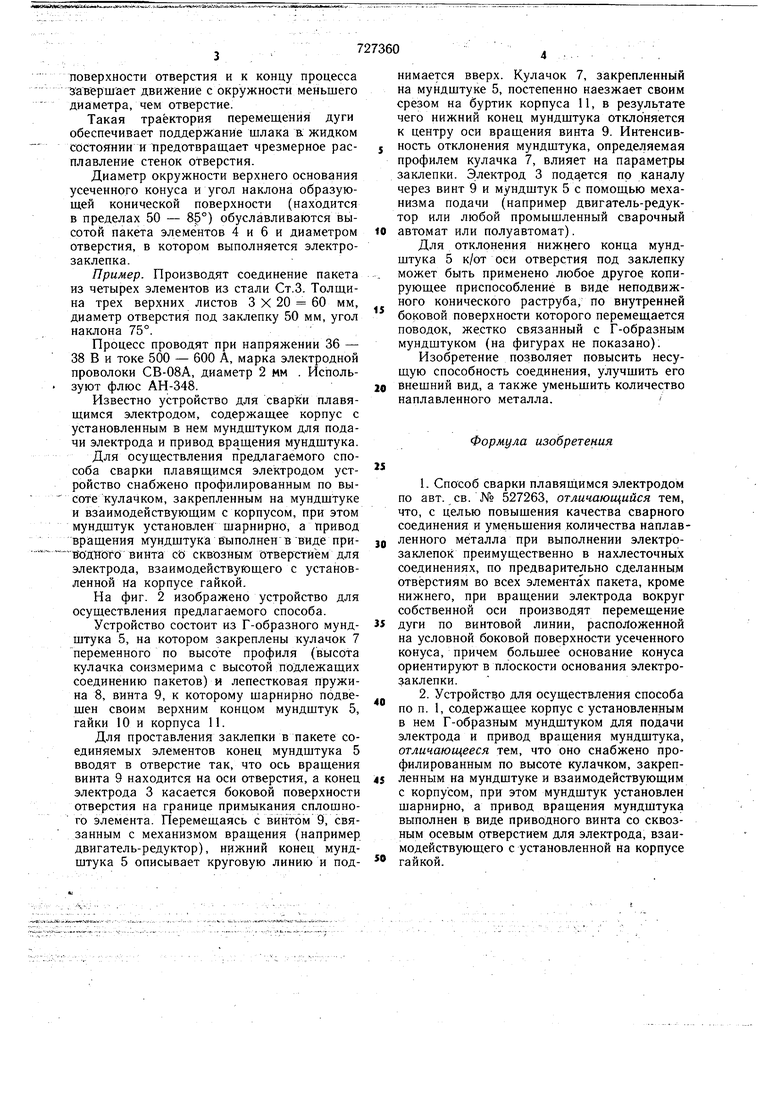
На фиг. 2 изображено устройство для осуществления предлагаемого способа.
Устройство состоит из Г-образного мундщтука 5, на котором закреплены кулачок 7 переменного по высоте профиля (высота кулачка соизмерима с высотой подлежащих соединению пакетов) и лепестковая пружина 8, винта 9, к которому щарнирно подвешен своим верхним концом мундштук 5, гайки 10 и корпуса 11.
Для проставления заклепки в пакете соединяемых элементов конец мундштука 5 вводят в отверстие так, что ось вращения винта 9 находится на оси отверстия, а конец электрода 3 касается боковой поверхности отверстия на границе примыкания сплошного элемента. Перемещаясь с винтом 9, связанным с механизмом вращения (например двигатель-редуктор), нижний конец мундщтука 5 описывает круговую линию и поднимается вверх. Кулачок 7, закрепленный на мундщтуке 5, постепенно наезжает своим срезом на буртик корпуса 11, в результате чего нижний конец мундщтука отклоняется к центру оси вращения винта 9. Интенсивность отклонения мундщтука, определяемая профилем кулачка 7, влияет на параметры заклепки. Электрод 3 пода,ется по каналу через винт 9 и мундщтук 5 с помощью механизма подачи (например двигатель-редуктор или любой промыщленный сварочный
автомат или полуавтомат).
Для отклонения нижнего конца мундштука 5 к/от оси отверстия под заклепку может быть применено любое другое копирующее приспособление в виде неподвижного конического раструба, по внутренней боковой поверхности которого перемещается поводок, жестко связанный с Г-образным мундщтуком (на фигурах не показано).
Изобретение позволяет повысить несущую способность соединения, улучщить его
внещний вид, а также уменьшить количество наплавленного металла./
Формула изобретения
5 дуги по винтовой линии, расположенной на условной боковой поверхности усеченного конуса, причем большее основание конуса ориентируют в плоскости основания электрозаклепки.
гайкой.
