4 4 ts3
СО
«iu
О5
Изобретение относится к дуговой сварке плавящимся электродом, в частности к устройствам сварочных головок и горелок, и может быть использовано в различных областях машиностроения.
Цель изобретения - защита подвижных частей мундштука от брызг металла, сокращение расхода защитного газа и охлаждение нагретых частей.
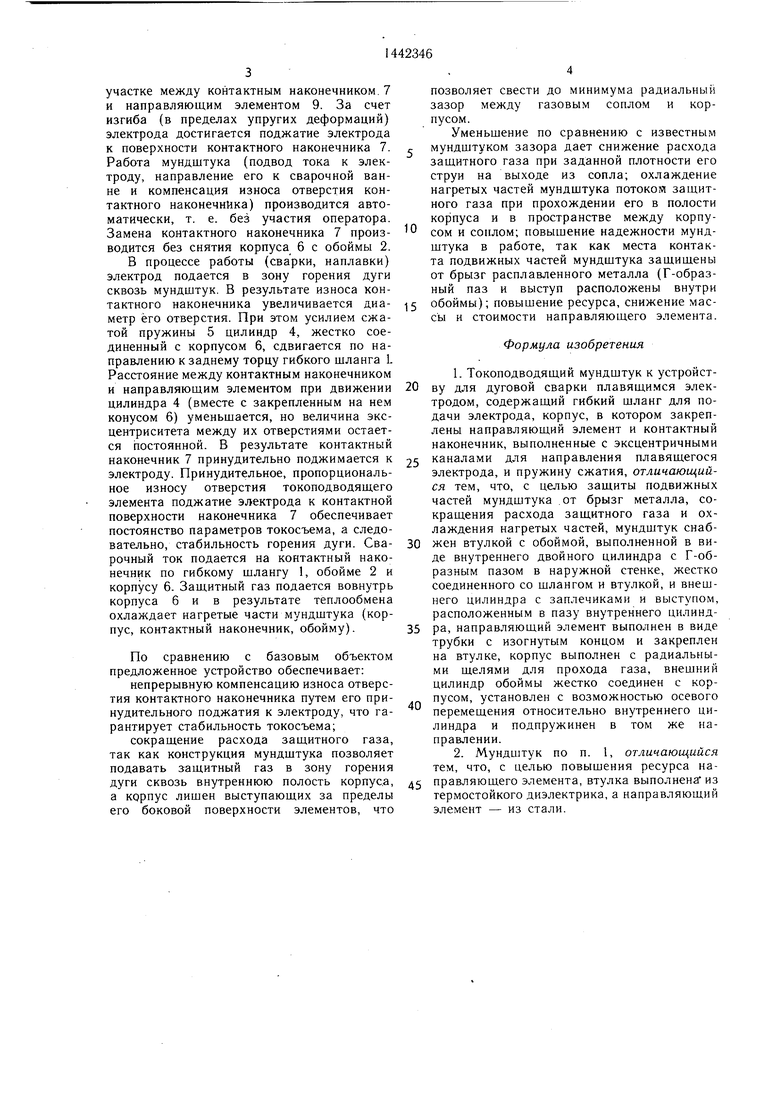
На фиг. 1 показан эскиз мундщтука к устройству для дуговой сварки; на фиг. 2 - сечение А.-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Мундштук установлен на гибком шланге 1 для подачи плавящегося электрода и содержит обойму 2. Обойма выполнена в виде внутреннего двойного цилиндра 3, жестко соединенного посредством резьбы со шлангом 1, и внещнего цилиндра 4, установленного с возможностью осевого перемещения относительно внутреннего цилиндра. В обойме 2 установлена пружина 5 С внешним цилиндром 4 посредством резьбы соединен корпус 6, выполненный конусным в направлении выходного торца мундщтука.
. В передний торец корпуса 6 ввинчен соосный корпусу контактный наконечник 7 с центральным отверстием для прохождения плавящегося электрода. В передний торец внутреннего цилиндра 3 .ввинчена втулка 8, в которую вмонтирован направляющий элемент 9. Направляющий элемент 9 установлен неподвижно относительно заднего торца пружины 5 сжатия (запрессован вовнутрь втулки 8 или ввинчен на резьбе) и выполнен в виде трубки, передняя часть которой отогнута так, что выходное отверстие направляющего элемента эксцентрично его входному отверстию и отверстию контактного наконечника 7. Внутренний цилиндр 3 выполнен двойным для упора переднего торца пружины 5 сжатия. Внещний цилиндр 4 выполнен с запле- чиком ,10, который расположен на заднем торце внешнего цилиндра 4, обращен вовнутрь и предназначен для упора заднего торца пружины 5 сжатия. Внутренний цилиндр 3 на наружной стенке содержит Г-об- разный паз 11. Внешний цилиндр 4 содержит на внутренней поверхности выступ 12, который при движении внешнего цилиндра 4 относительно внутреннего 3 движется в пазу 11. Возможен вариант выполнения мундштука, когда выступ 12 является частью внутреннего цилиндра 3 (при этом выступ 12 обращен наружу, а Г-образный паз 11 прорезан во внешнем цилиндре 4). Снаружи корпус 6 имеет посадочную поверхность 13 для установки на нее -газового сопла 14 (условно сопло показано пунктиром на фиг. 1 и 3), изготовленного из термостойкого диэлектрика (пирокерама, асбестового картона и т. п. материала).
0
5
0
5
0
5
0
5
Для подвода защитного газа в полость сопла 14 в стенке корпуса выполнены радиально расположенные щели 15. Втулка 8 выполнена из диэлектрического материала (например, ретинакса или фторопласта) с целью электроизоляции направляющего элемента 9 от токоведущих частей, что позволяет выполнить его из износостойких сталей взамен цветных металлов.
Мундштук работает следующим образом.
Для первоначальной сборки мундштука втулка 8 с вмонтированным в нее направляющим элементом 9 ввинчивается оператором (сварщиком) Б передний торец внутреннего цилиндра 3, пружина 5 сжатия надевается на внутреннюю стенку цилиндра 3. Концентрично внутреннему цилиндру 3 устанавливается наружный цилиндр 4. При поступательном движении наружного цилиндра 4 заплечик 10 давит на задний торец прз жины 5, которая, упираясь в дно внутреннего цилиндра 3, сжимается. При этом выступ 12 входит в продольную часть Г-образного паза 11, доводится до упора, а затем поворотом наружного цилиндра 4 вокруг его оси вводится в поперечную часть паза 11. Фиксацией выступа 12 в поперечной части паза 11 достигается фиксированное сжатие пружины 5. Цилиндры 3 и 4 оказываются собранными в единую обойму 2.
Обойма 2 навинчивается на гибкий шланг 1 по резьбе во внутреннем цилиндре 3. Направление навивки резьбы должно соответствовать направлению движения выступа 12 при сборе цилиндров в единую обойму во избежание разжатия пружины и их продольного расхождения. При установке мундштука на гибкий шланг свободный конец электрода должен выступать из его торца на длину, достаточную для нанизывания обоймы 2 и корпуса б на конец электрода.
Электрод пропускается вовнутрь корпуса 6 (чтобы выступал за пределы .корпуса). Контактный наконечник 7 нанизывается на конец электрода и ввинчивается в торец корпуса, а корпус навинчивается на резьбу наружного цилиндра. Навивка этой резьбы, как и резьбы на внутреннем цилиндре, должна соответствовать направлению движения выступа 12 при сборе обоймы 2. В заключение подготовки мундштука к сварке (наплавке) производится .поворот цилиндра 4 в обратном направлении 4. Зыступ 12 входит в продольный участок Г-образного паза И, с;жатая пружина 5 распрямляется. При этом корпус 6, соединенный с цилиндром 4, стремится продвинуться вдоль оси гибкого шланга 1, сокращая тем самым расстояние между контактным наконечником 7 и направляющим элементом 9. Полному распрямлению пружины 5 препятствует электрод, изогнутый на
участке между контактным наконечником. 7 и направляющим элементом 9. За счет изгиба (в пределах упругих деформаций) электрода достигается поджатие электрода к поверхности контактного наконечника 7. Работа мундштука (подвод тока к электроду, направление его к сварочной ванне и компенсация износа отверстия контактного наконечника) производится автоматически, т. е. без участия оператора. Замена контактного наконечника 7 производится без снятия корпуса б с обоймы 2. В процессе работы (сварки, наплавки) электрод подается в зону горения дуги сквозь мундштук. В результате износа контактного наконечника увеличивается диаметр его отверстия. При этом усилием сжатой пружины 5 цилиндр 4, жестко соединенный с корпусом 6, сдвигается по направлению к заднему торцу гибкого шланга 1. Расстояние между контактным наконечником и направляющим элементом при движении цилиндра 4 (вместе с закрепленным на нем конусом 6) уменьшается, но величина эксцентриситета между их отверстиями остается постоянной. В результате контактный наконечник 7 принудительно поджимается к электроду. Принудительное, пропорциональное износу отверстия токоподводящего элемента поджатие электрода к контактной поверхности наконечника 7 обеспечивает постоянство параметров токосъема, а следовательно, стабильность горения дуги. Сварочный ток подается на контактный наконечник по гибкому шлангу 1, обойме 2 и корпусу 6. Защитный газ подается вовнутрь корпуса бив результате теплообмена охлаждает нагретые части мундштука (корпус, контактный наконечник, обойму).
По сравнению с базовым объектом предложенное устройство обеспечивает:
непрерывную компенсацию износа отверстия контактного наконечника путем его принудительного поджатия к электроду, что гарантирует стабильность токосъема;
сокращение расхода защитного газа, так как конструкция мундштука позволяет подавать защитный газ в зону горения дуги сквозь внутреннюю полость корпуса, а корпус лишен выступающих за пределы его боковой поверхности элементов, что
позволяет свести до минимума радиальный зазор между газовым соплом и корпусом.
Уменьшение по сравнению с известным
мундштуком зазора дает снижение расхода защитного газа при заданной плотности его струи на выходе из сопла; охлаждение нагретых частей мундштука потоком защитного газа при прохождении его в полости корпуса и в пространстве между корпусом и соплом; повышение надежности мундштука в работе, так как места контакта подвижных частей мундштука защищены от брызг расплавленного металла (Г-образ- ный паз и выступ расположены внутри
обоймы); повышение ресурса, снижение массы и стоимости направляющего элемента.
Формула изобретения
1.Токоподводящий мундштук к устройст- ву для дуговой сварки плавящимся электродом, содержащий гибкий шланг для подачи электрода, корпус, в котором закреплены направляющий элемент и контактный наконечник, выполненные с эксцентричными
каналами для направления плавящегося электрода, и пружину сжатия, отличающийся тем, что, с целью защиты подвижных частей мундштука от брызг металла, сокращения расхода защитного газа и охлаждения нагретых частей, мундштук снабжен втулкой с обоймой, выполненной в виде внутреннего двойного цилиндра с Г-об- разным пазом в наружной стенке, жестко соединенного со шлангом и втулкой, и внешнего цилиндра с заплечиками и выступом, расположенным в пазу внутреннего цилиндра, направляющий элемент выполнен в виде трубки с изогнутым концом и закреплен на втулке, корпус выполнен с радиальными щелями для прохода газа, внешний цилиндр обоймы жестко соединен с корпусом, установлен с возможностью осевого перемещения относительно внутреннего цилиндра и подпружинен в том же направлении.
2.Мундштук по п. 1, отличающийся тем, что, с целью повышения ресурса направляющего элемента, втулка выполнена из термостойкого диэлектрика, а направляющий элемент - из стали.
5-Б
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| МУНДШТУК ДЛЯ ЭЛЕКТРОГАЗОСВАРОЧНОГО ПОЛУАВТОМАТА | 1992 |
|
RU2093328C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
Изобретение относится к дуговой сварке плавящимся электродом, в частности к устройствам сварочных головок и горелок, и может быть использовано в различных областях машиностроения. Цель - защита подвижных частей мундштука от брызг металла, сокращение расхода защитного газа и охлаждение нагретых частей мунщтука. Мундштук установлен на гибком шланге 1 для подачи плавящегося электрода и содержит обойму 2, выполненную из внутреннего двойного цилиндра 3 и внешнего цилиндра 4, соединенных пружиной 5. С внешним цилиндром 4 соединен корпус 6. В передний торец корпуса 6 ввинчен контактный наконечник 7 с центральным отверстием для прохождения плавящегося электрода. В передний торец внутреннего цилиндра ввинчена втулка 8, в которую вмонтирован направляющий элемент 9, Выполнение внешнего цилиндра 4 подвижным обеспечивает перемещение корпуса 6, а вместе с ним и контактного наконечника 7 в Сторону направляющего элемента 9, который выполнен нетоковедущим. Конструкция мундштука обеспечивает компенсацию износа отверстия контактного наконечника 7. 1 3. п. ф-лы, 3 ил. с (Л
Фиг. 2
| Мундштук к сварочным головками гОРЕлКАМ | 1978 |
|
SU852471A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Токопроводящий мундштук к устройствам для дуговой сварки плавящимся электродом | 1976 |
|
SU659308A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
