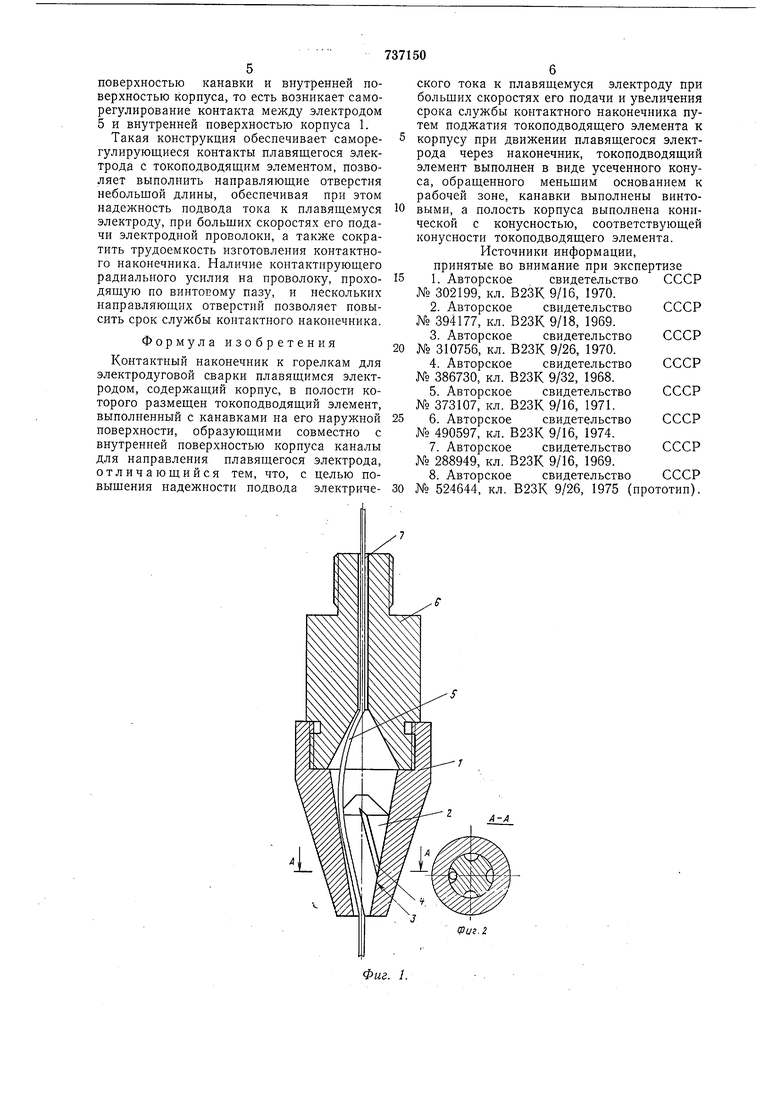
3 контакт может даже прерваться при значительном износе диаметрального отверстия 6. Известна горелка сварки плавящимся электродом, снабженная механизмом кру-5 гового вращения электрода, выполненным в виде втулки со спиральным каналом, установленной с возможностью вращения внутри мундщтука и имеющей на конце направляющий наконечник 7.Ю Такая конструкция имеет следующие недостатки: быстрый выход из строя подщипника при больщих скоростях подачи электрода и изза загрязнения и износа, быстрый износ правляющего наконечника, ненадежный контакт электрода с мундщтуком ввиду вращения токопроводящей втулки, что ухудщает стабильность сварочной дуги, ненадежный контакт электрода с токоиодводя-20 щей втулкой, имеющей для его прохождения прямоугольную форму канала (в сечении). Наиболее близким по технической сущности и достигаемому эффекту к изобрете-25 нию является контактный наконечник к горелкам для электродуговой сварки плавящимся электродом, содержащий , в полости которого размещен токоподводящий элемент, выполненный в виде цилин-30 дрического вкладыща с расположенными по его наружной поверхности иродольными цилиндрическими канавкамн, образующими совместно с внутренней поверхностью корпуса каналы для направления плавящегося35 электрода, ири этом цилиндрический вкладыщ установлен в корпусе с зазором. Эта конструкция не технологична в изготовлении, так как усложняется крепление наконечиика с вкладыщем к горелке, требующее 0 соосиости, что ие позволяет удерживать вкладыщ внзтри корпуса при больщих скоростях подачи проволоки (более 200 м/ч) за счет усилия, действующего на проволоку и создаваемого механизмом подачи. Это45 приводит к тому, что вкладыш после непродолжительной эксплуатации необходимо заменять новым, так как старый не обесиечивает надежного подвода тока к проволоке. что ухудшает качество щва. Нроволока мо-50 жет заклиниться в наконечнике при большом износе вкладыща и внутренней поверхности корпуса, а также из-за зазора между ними. Поэтому в производственных условиях нецелесообразно применять эту конст-55 рукцию наконечника. Целью изобретения является повышеиие надежности подвода электрического тока к плавящемуся электроду при больших скоростях его подачи и увеличения срока служ-60 бы контактного наконечника путем поджатия токоподводящего элемента к корпусу при движении павящегося электрода через наконечник. Это достигается тем, что в контактном65 4 наконечнике к горелкам для электродуговой сварки плавящимся электродом, содержащем корпус, в полости которого размещен токоподводящий элемент, выполненный с канавками на его наружной поверхности, образующими совместно с внутренней поверхностыо корпуса каналы для направления плавящегося электрода, токоподводящий элемент выполнен в виде усеченного конуса, обращенного меньщим основанием к рабочей зоне, канавки выполнены винтовыми, а полость корпуса выполнена с конусностью, соответствующей конусности токоподводящего элемента, На фиг. 1 показан контактный наконечник, продольный разрез; на фиг. 2 - сечение по А-А иа фиг. 1. Наконечник состоит из корпуса 1, в конической полости которого размещен токоподводящий элемент 2, рабочая поверхность которого 3 выполнена в виде усеченного конуса с винтовыми канавками 4, образующими совместно с внутренней поверхностью корпуса 1 каналы для направления плавящегося электрода 5. Конусность полости корпуса 1 соответствует конусности токоподводящегоэлемента 2. Верхняя часть токоподводящего элемента 2 выполнена также в виде усеченного конуса с конусностью, в 3 раза больщей рабочей цоверхности токоподводящего элемента, что объясияет заправку плавящего электрода, Винтовые канавки выполнены с щагом 170-190 мм и имеют цилиндрическую поверхность диаметром в 1,1 раза больше, чем диаметр используемой электродной проволоки. Корпус 1 креиится на основании 6, выиолненном с каналом 7 для направления плавящегося электрода, Устройство работает следующим образом. Павящийся электрод 5 подается через горелку механизмом подачи в канал 7. Затем он попадает в направляющее отверстие, образованное винтовыми канавками 4 токопроводящего элемента и внутренней конической поверхностью корпуса 1. Внутренний конус основания 6, конусность внутренней поверхности корпуса 1, а также конус верхней части токопроводящего элемента для направления проволоки из корпуса в канал, образованный винтовыми канавками 4, а также предохраняет проволоку от резкого перегиба в процессе работы на больших скоростях подачи. Вследствие прохождения плавящегося электрода 5 по винтовой канавке 4 под действием радиального усилия, возникающего из-за продольного перемещения проволоки, токоподводящий элемент 2 своей конической поверхностью плотно прилегает к внутренней конической поверхности корпуса 1, прижимая при этом электрод между
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактный наконечник к горелкам для электродуговой сварки плавящимся электродом | 1980 |
|
SU1007872A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |
| Мундштук к горелкам для сварки плавящимся электродов | 1989 |
|
SU1727964A1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1722733A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1991 |
|
RU2023555C1 |
| Мундштук к сварочным головкам игОРЕлКАМ | 1978 |
|
SU795800A2 |
