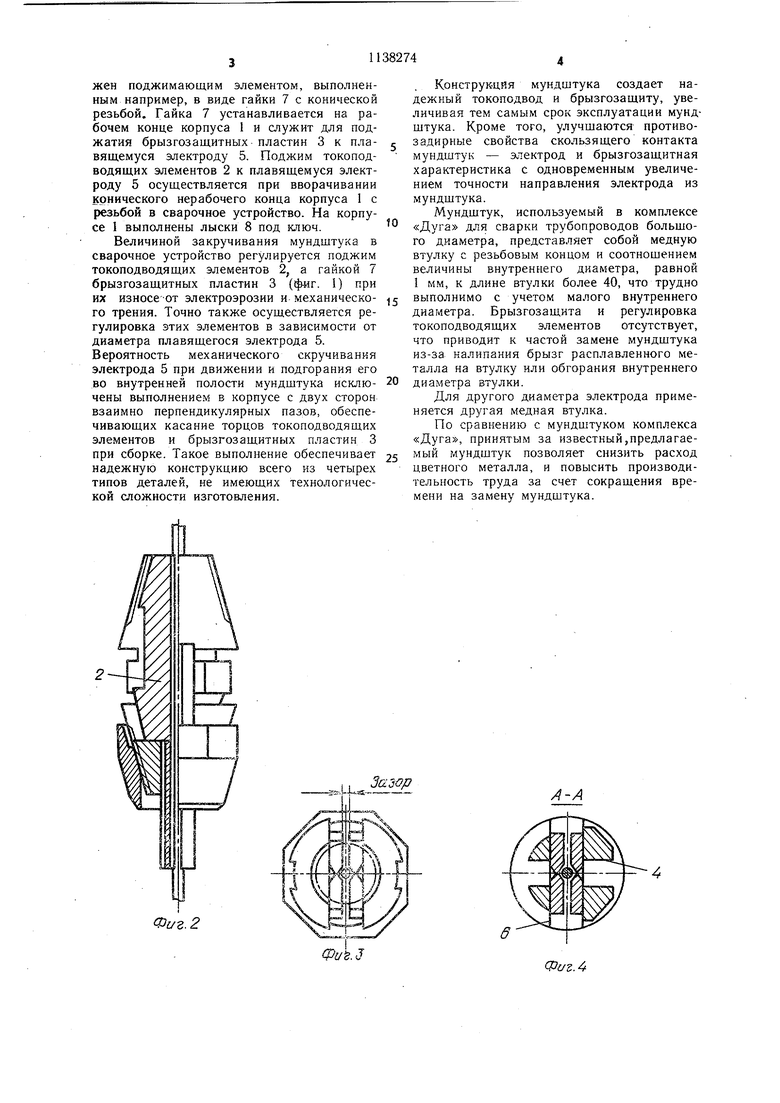
Изобретение относится к сварочной технике, предназначено для сварки изделий и может быть использовано в любой отрасли промышленности при сварке изделий. Известна сварочная горелка для дуговой сварки плавящимся электродом, в которой мундштук выполнен с токоподводяш,ими и брызгозащитным элементами 1. Однако мундштук не обеспечивает регулировку элементов при износе от электроэрозии и механического трения, а также из-за диаметра использовуемых электродов (т.е. срок его эксплуатации невелик, а при износе токоподводящего и брызгозащитных элементов необходима их замена). Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому мундщтуку является мундштук к горелкам для сварки, плавящимся электродом, содержащий корпус с резьбой на нерабочем конце для крепления в сварочном устройстве и с прямоугольным пазом, выполненным вдоль оси корпуса со стороны рабочего торца мундщтука, установленные в корпусе токоподводящие элементы с канавками, образующими канал для направления плавящегося электрода, а также поджимающий элемент корпуса, выполненный в виде гайки, установленной на рабочем конце корпуса 2. Недостатком известной конструкции является отсутствие брызгозащитного элемента, что приводит к налипанию брызг расплавленного металла на токоподводящий элемент, требуя его частой замены. Регулировка токоподводящего элемента по диаметру электрода ограничена внутренним диаметром трубки. Увеличение внутреннего диаметра трубки приводит к увеличению габаритов мундштука, что нежелательно для узких разделок стыка. Внутренний диаметр трубы, больший диаметра электрода, не исключает механического скручивания и остановки движения электрода и вероятность « электроподгорания внутренней полости трубки по внешнем контакте корпуса мундщтука со свариваемым изделием. Это не обеспечивает надежную регулировку токоподводящего элемента, уменьшает срок эксплуатации мундштука, конструкция которого усложнена наличием большого количества промежуточных деталей. Регулировка брызгозащитного элемента, определяющая точность направлеНИИ электрода в непосредственной близости к свариваемым изделиям отсутствует. Целью изобретения является повышение срока службы путем защиты токоподводящих элементов от брызг расплавленного металла и обеспечение надежного контакта между токоподводящими элементами и плавящимся электродом. Эта цель достигается тем, что мундштук к горелкам для сварки плавящимся электродом, содержащий корпус с резьбой на нерабочем конце для крепления в сварочном устройстве и с прямоугольным пазом, выполненным вдоль оси корпуса со стороны рабочего торца мундщтука, установленные в корпусе токоподводящие элементы с канавками, образующими канал для направления плавящегося электрода, а также поджимающий элемент корпуса, выполненный в виде гайки, установленной на рабочем конце корпуса, снабжен установленными в пазу корпуса брызгозащитными пластинами, выполненными с канавками, образующими канал для направления электрода, в корпусе со стороны нерабочего торца вдоль его оси выполнен второй паз, перпендикулярный первому, токоподводящие элементы выполнены пластинчатыми и установлены во втором пазу встык с торцами брызгозащитных пластин, а нерабочий конец корпуса выполнен коническим. На фиг. 1 показано устройство в плоскости движения электрода с разрезом по оси, общий вид; на фиг. 2 - то же, вид сбоку с разрезом по оси; на фиг. 3 - то же, со стороны сварочной горелки; на фиг. 4 - cs чение А-А на фиг. 1; на фиг. 5 - токоподводящий элемент, вариант; на фиг. 6 - брызгозащитная пластина, вариант; на фиг. 7 - корпус мундштука, общий вид; на фиг. 8 - то же, вид сбоку. Мундштук содержит корпус 1 с токоподводящими элементами 2 и брызгозащитными пластинами 3, представляющими собой, например, плоские пластины с двумя рабочими поверхностями на каждой пластине, где имеются например V -образные канавки глубиной hi и hg, причем hj (фиг. 5 и 6). Корпус 1 выполнен с резьбой на нерабочем конце, предназначенном для крепления мундштука в сварочном устройстве. Нерабочий конец корпуса 1 выполнен коническим. Вдоль оси корпуса 1 со стороны рабочего торца мундштука выполнен прямоугольный паз 4, в котором установлены брызгозащитные пластины 3, V -образные канавки которых образуют канал для направления плавящегося электрода 5.Со стороны нерабочего торца корпуса 1 вдоль оси выполнен прямоугольный паз 6,в котором установлены пластинчатые токоподводящие элементы 2, У -образные канавки которых также образуют канал для направления плавящегося электрода 5, токоподводящие элементы 2 установлены встык с торцами брызгозащитных пластин 3, причем канал для направления плавящегося электрода 5, образованный брызгозащитными пластинами Заявляется продолжением канала для направления плавящегося электрода 5, образованного токоподводящими элементами 2. Мундштук снабжен поджимающим элементом, выполненным например, в виде гайки 7 с конической резьбой. Гайка 7 устанавливается на рабочем конце корпуса 1 и служит для поджатия брызгозащитных пластин 3 к плавящемуся электроду 5. Поджим токоподводящих элементов 2 к плавящемуся электроду 5 осуществляется при вворачивании конического нерабочего конца корпуса 1 с резьбой в сварочное устройство. На корпусе 1 выполнены лыски 8 под ключ. Величиной закручивания мундштука в сварочное устройство регулируется поджим токоподводящих элементов 2, а гайкой 7 брызгозащитных пластин 3 (фиг. I) при их износе-от электроэрозии и механического трения. Точно также осуществляется регулировка этих элементов в зависимости от диаметра плавящегося электрода 5. Вероятность механического скручивания электрода 5 при движении и подгорания его во внутренней полости мундштука исключены выполнением в корпусе с двух сторон взаимно перпендикулярных пазов, обеспечивающих касание торцов токоподводящих элементов и брызгозащитных пластин 3 при сборке. Такое выполнение обеспечивает надежную конструкцию всего из четырех типов деталей, не имеющих технологической сложности изготовления. Конструкция мундштука создает надежный токоподвод и брызгозащиту, увеличивая тем самым срок эксплуатации мундштука. Кроме того, улучшаются противозадирные свойства скользящего контакта мундштук - а ектрод и брызгозащитная характеристика с одновременным увеличением точности направления электрода из мундштука. Мундщтук, используемый в комплексе «Дуга для сварки трубопроводов большого диаметра, представляет собой медную втулку с резьбовым концом и соотношением величины внутреннего диаметра, равной 1 мм, к длине втулки более 40, что трудно выполнимо с учетом малого внутреннего диаметра. Брызгозащита и регулировка токоподводящих элементов отсутствует, что приводит к частой замене мундштука из-за налипания брызг расплавленного металла на втулку или обгоракия внутреннего диаметра втулки. Для другого диаметра электрода применяется другая медная втулка. По сравнению с мундштуком комплекса «Дуга, принятым за известный,предлагаемый мундштук позволяет снизить расход цветного металла, и повысить производительность труда за счет сокращения времени на замену мундштука.
.LL,:
Фиг. 2
Зазор
А-А
Фи.З
Фс/г.4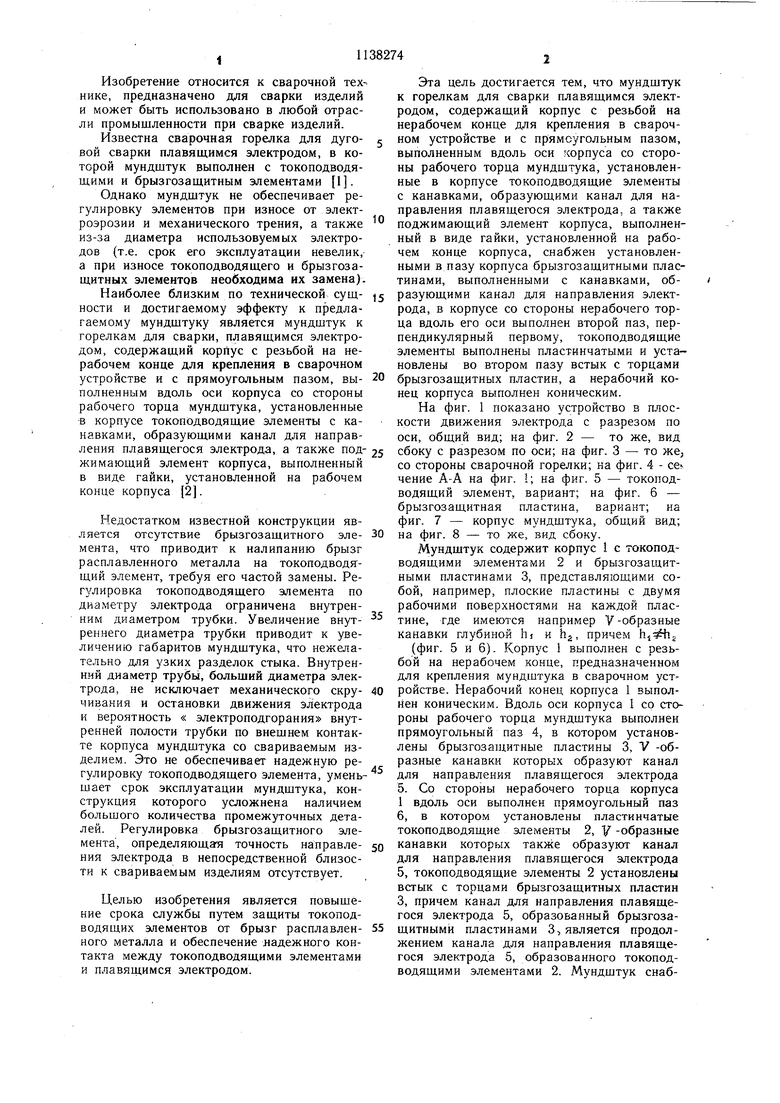
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| 8 В"мундштук к горелкам для сварки плавящимся электродкм" | 1987 |
|
SU1484527A1 |
| Токоподводящий мундштук | 1987 |
|
SU1511037A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1342646A1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Мундштук к горелкам для сварки плавящимся электродов | 1989 |
|
SU1727964A1 |
| Токоподводящий мундштук к устройству для дуговой сварки плавящимся электродом | 1987 |
|
SU1442346A1 |
| Мундштук к сварочным головкам и горелкам | 1976 |
|
SU610626A1 |
МУНДШТУК К ГОРЕЛКАМ ДЛЯ СВАРКИ ПЛАВЯШИМСЯ ЭЛЕКТРОДОМ, содержащий корпус с резьбой на нерабочем конце для крепления в сварочном устройстве и с прямоугольным пазом, выполненным вдоль оси корпусасо стороны рабочего торца мундштука, установленные в корпусе токоподводящие элементы с канавками, образующими канал ТГТ для направления плавящегося электрода, а также поджимающий элемент корпуса, выполненный в виде гайки, установленной на рабочем конце корпуса, отличающийся тем, что, с целью повышения срока службы путем защиты токоподводящих элементов от брызг расплавленного металла и обеспечения надежного контакта между токоподводящими элементами и плавящимся электродом, он снабжен установленными в пазу корпуса брызгозащитными пластинами, выполненными с канадками, образующими канал для направления электрода, в корпусе со стороны нерабочего торца вдоль его оси выполнен второй паз, перпендикулярный первому, токоподводящие элементы выполнены пластинчатыми и установлены во втором пазу встык с торцами брызгозащитных пластин, а нерабочий конец корпуса выполнен коническим. оо 00 ю 4
| I | |||
| Патент США № 3878354, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ТЕРМОРЕАКТИВНАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2020 |
|
RU2756310C1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
