(54) МАШИНА ДЛЯ ИНЕРЦИОННОЙ СВАРКИ ТРЕНИЕМ
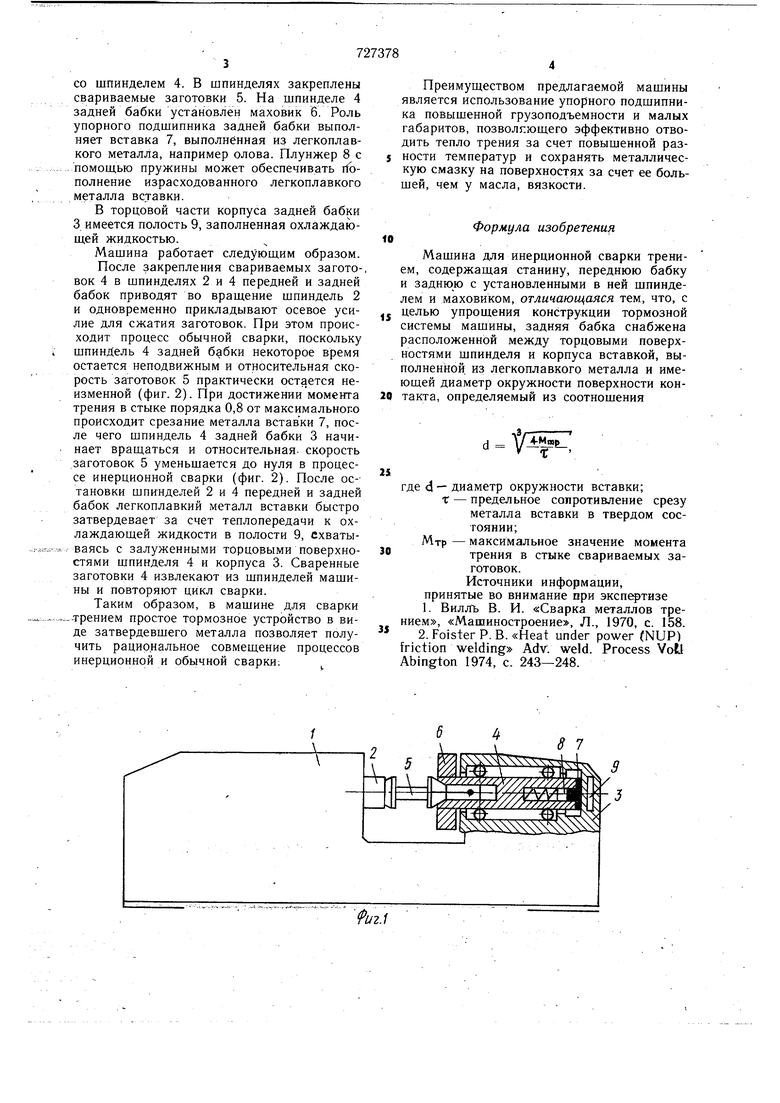
со шпинделем 4. В шпинделях закреплены свариваемые заготовки 5. На шпинд еле 4 задней бабки установлен маховик 6. Роль упорного подшипника задней бабки выполняет вставка 7, выполненная из легкоплавкого металла, например олова. Плунжер 8с помош,ью пружины может обеспечивать Пополнение израсходованного легкоплавкого металла вс.тавки.
В торцовой части корпуса задней бабки 3 имеется полость 9, заполненная охлаждаюшей жидкостью.
Машина работает следуюшим образом.
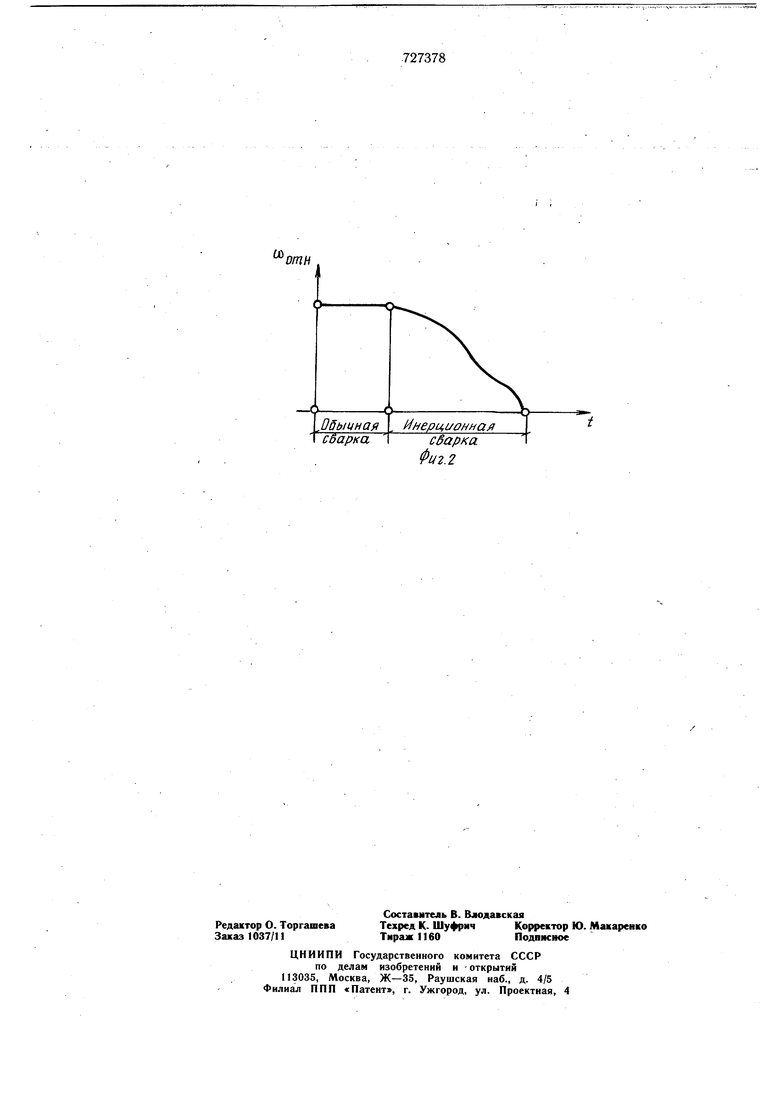
После закрепления свариваемых загото-, вок 4 в шпинделях 2 и 4 передней и задней бабок приводят во вращение шпиндель 2 и одновременно прикладывают осевое усилие для сжатия заготовок. При этом происходит процесс обычной сварки, поскольку шпиндель 4 задней бабки некоторое время остается неподвижным и относительная скорость заготовок 5 практически остается неизменной (фиг. 2). При достижении момента трения в стыке порядка 0,8 от максимального происходит срезание металла вставки 7, после чего шпиндель 4 задней бабки 3 начинает вращаться и относительная, скорость заготовок 5 уменьшается до нуля в процессе инерционной сварки (фиг. 2). После остановки шпинделей 2 и 4 передней и задней бабок легкоплавкий металл вставки быстро затвердевает за счет теплопередачи к охлаждающей жидкости в полости 9, схватываясь с залуженными торцовыми поверхностями шпинделя 4 и корпуса 3. Сваренные заготовки 4 извлекают из шпинделей машины и повторяют цикл сварки.
Таким образом, в машине для сварки .-трением простое тормозное устройство в виде затвердевшего металла позволяет получить рациональное совмещение процессов инерционной и обычной сварки;
Преимуществом предлагаемой машины является использование упорного подщипника повышенной грузоподъемности и малых габаритов, позволяющего эффективно отводить тепло трения за счет повышенной разности температур и сохранять металлическую смазку на поверхностях за счет ее большей, чем у масла, вязкости.
Формула изобретения
Машина для инерционной сварки трением, содержащая станину, переднюю бабку и заднюю с установленными в ней шпинделем и маховиком, отличающаяся тем, что, с целью упрощения конструкции тормозной системы машины, задняя бабка снабжена расположенной между торцовыми поверхностями шпинделя и корпуса вставкой, выполненной, из легкоплавкого металла и имеющей диаметр окружности поверхности контакта, определяемый из соотношения
где d - диаметр окружности вставки;
т - предельное сопротивление срезу металла вставки в твердом состоянии;
Мтр - максимальное значение момента трения в стыке свариваемых заготовок.
Источники информации, принятые во внимание при 1. Виллъ В. И. «Сварка металлов трением, «Машиностроение, Л., 1970, с. 158. 2. Foister Р. В. «Heat under power (NUP) friction welding Adv. weld. Process VotI Abington 1974, c. 243-248.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для инерционной сваркиТРЕНиЕМ | 1977 |
|
SU795821A1 |
| Устройство для сварки трением | 1976 |
|
SU716743A1 |
| Машина для сварки трением | 1981 |
|
SU988497A1 |
| Машина для сварки трением | 1975 |
|
SU540714A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки трением | 1973 |
|
SU482265A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ | 1989 |
|
SU1737836A1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| Машина для сварки трением | 1987 |
|
SU1648691A1 |
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
60
отн
сборка
сборка Фиг.2
