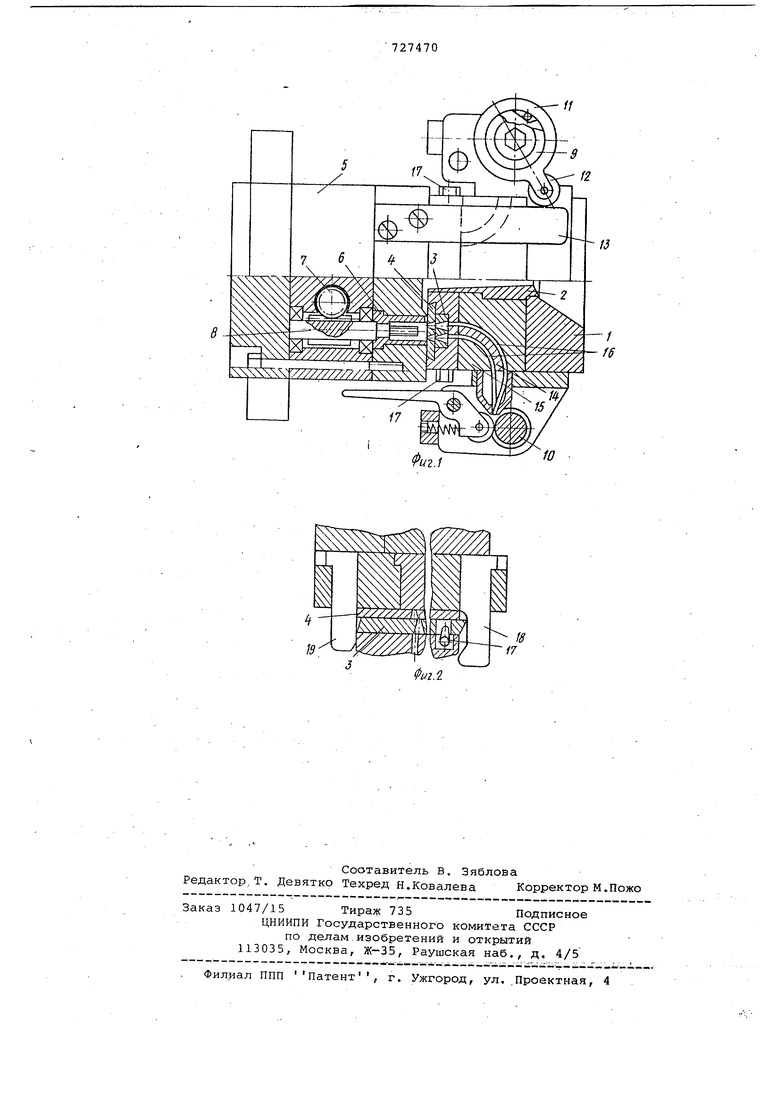
На фиг. 1 изображена литьевая форма с частичным разрезом; на фиг.2механйзм перемещения отсекателей. Литьевая форма содержит неподвижную и подвижную полуформы и устройств для подачи арматуры.
Неподвижная полуформа 1 содержит литниковую втулку 2, подвижный 3 и неподвижный 4 отсекатели,
В подвижной полуформе 5 расположена матрица 6 и выталкивающий механизм 7 с резьбознаком 8. Устройство для Подачи проволочной арматуры в полость .матрицы б выполнено в виде закрепленной в полуформе 1 обгонной муфты 9, установленной на приводном валу 10. Обойма 11 муфты 9 снабжена роликом 12 взаимодействующим с упором 13, закрепленным на подвижной полуформе 5, .
Вкладыши 14 и 15 установлены в неподвижной полуформе 1 и снабжены наравляющими 16, выполненными по дуге окружности в виде канавок.
Кроме того, подвижный отсекатель 3 снабжен ручным приводом 17 для выравнивания торцов проволоки, а для отрезки проволоки при работе в автоматическом цикле служат клинья 18 и 19. Литьевая форма работает следующим образом.
Перед заливкой формы по направляющим 16 через подвижный 3 и неподвижный 4 .отсекатели пропускают проволоку на величину, превышающую требуемую. Выравнивание торцов.проволоки осущест.вляют поворотом ручного привода 17.
При смыкании формы упор 13, перемещаясь совместно с подвижной полуформой 5, толкает ролик 12, который поворачивает обойму 11 обгонной муф.ты 9, приводящей в движение подающий проволоку ролик 12. Проволока через отверстие в неподвижном отсекателе 4 поступает в полость матрицы 6. Подача проволоки прекращается при неполном смыкании формы. При окончательном смыкании формы проволока отрезается отсекателем 3, приводимым в движение клином 18. Затем производится заливка формы.
727470
При размыкании формы клин 19 возвращает отсекатель 3 р исходное положение. Обойма 11 обгонной муфты 9 устанавливается в исхолное положение с помощью пружины (на чертеже не по, казано). .
Выталкивание изделия из полости матрицы 6 производится вращением резьбознака 8.
Далее цикл повторяется.
Использование данной литьевой фор-, мы обеспечивает высокую точность величины подачи проволоки, надежность подачи и повышение производительности труда -в 2 раза.
Формула изобретения
Литьевая форма для изготовления полимерных изделий с проволочной арматурой, расположенной вдоль оси изделия, содержащая неподвижную полуформу с литниковой втулкой, подвижную полуформу с матрицами и устройство для подачи арматуры по направляю5 1ДИМ в полость матрицы, включающее . приводной вал, отличающаяс я тем, что, с целью уменьшения величины раскрытия формы при подаче длинномерной арматуры, устройство
Q для подачи арматуры снабжено размещенной на неподвижной полуформе и связанной с приводным валом обгонной муфтой, на обойме которой установлен ролик, и закрепленным на подвижной полуформе упором, взаимодействующим С роликом.
2. Форма по п.1,отличающ а я с я тем, что направляющие выполнены во вкладыше, установленном в не подвижной полуформе.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 299372, кл. В 29 С 1/00, 1969. Д5 2. Демин Е. Н. Механизация и автоматизация прессования изделий из пластмасс. Лениздат, 1962, с. 189-191 (прототип).
11
f2
Фи2.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с проволочной арматурой | 1977 |
|
SU713688A1 |
| БИБЛИОТЕКА I | 1971 |
|
SU299372A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1666325A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
Фиг.1
