Изобретение относится к формам с автоматической подачей проволочной арматуры.
Целью изобретения является предотвращение повреждения покрытия на рабочей части.
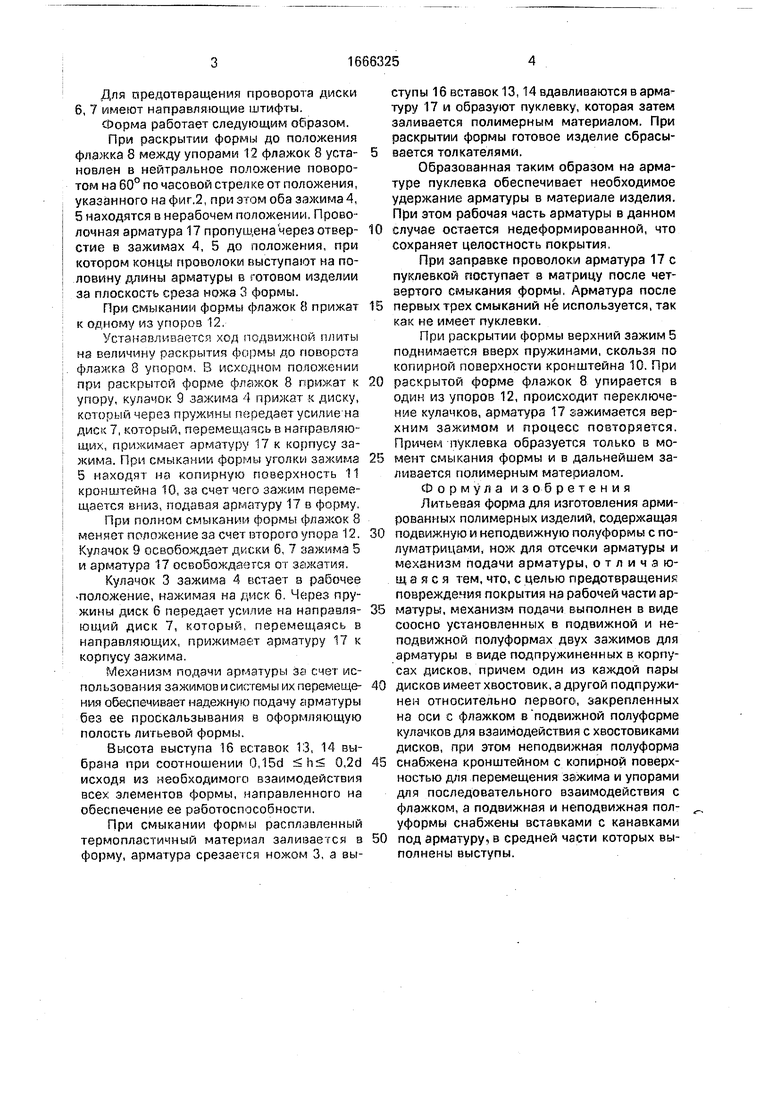
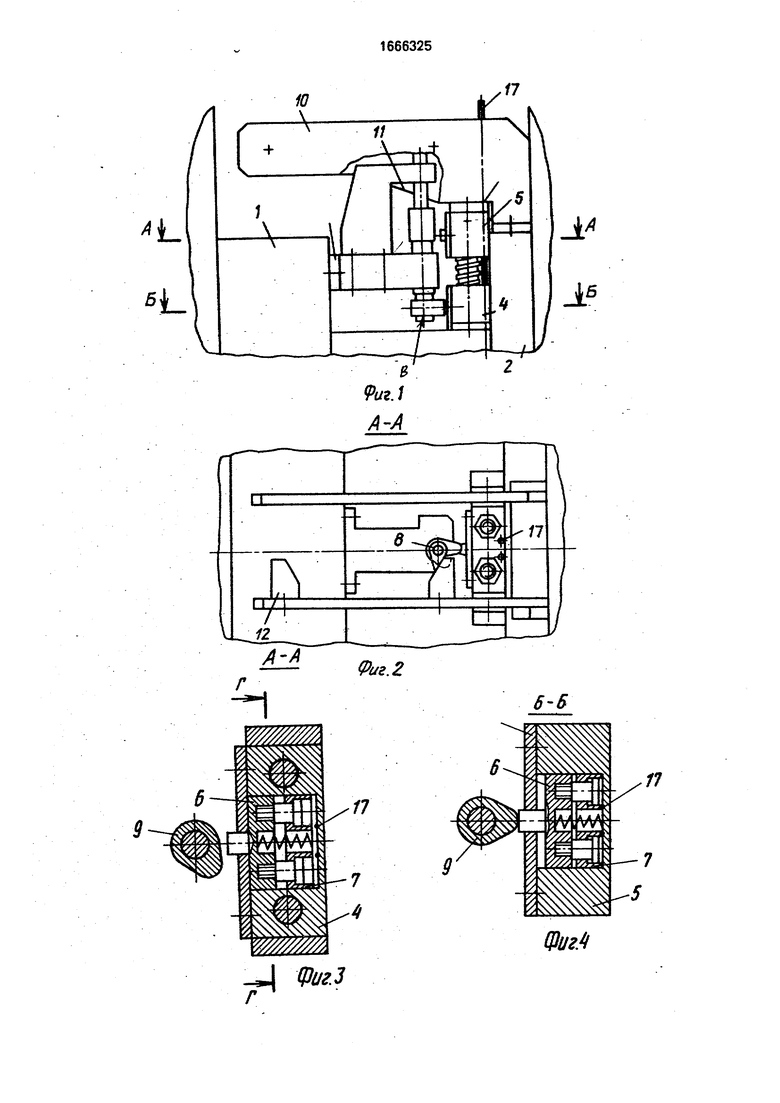
На фиг.1 и 2 изображена схема литьевой формы с механизмом подачи арматуры, вид сверху; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - вид по стрелке В на фиг. 1; на фиг.б - разрез Г-Г на фиг.З; на фиг.7 - разрез Д-Д на фиг.б; на фиг.8 - часть формы в сомкнутом состоянии; на фиг.9 - разрез Е-Е на фиг.З; на фиг. 10 - разрез Ж-Ж на фиг.8.
Литьевая форма содержит подвижную 1 и неподвижную 2 полуформы с полуматри- цами, нож 3 для отсечки арматуры и механизм подачи арматуры, который выполнен в виде соосно установленных в неподвижной и подвижной полуформах двух зажимов 4, 5 для арматуры в виде подпружиненных в корпусах дисков 6, 7, причем один из дисков 6 имеет хвостовик, а другой подпружинен относительно первого, закрепленных на оси с флажком 8 в подвижной полуформе кулачков 9 для взаимодействия с хвостовиками дисков, при этом неподвижная полуформа снабжена кронштейном 10 с копирной поверхностью 11 для перемещения зажима и упорами 12 для последовательного взаимодействия с флажком 8, а подвижная и неподвижная полуформы снабжены вставками 13, 14 с канавками 15 под арматуру, в средней части которых выполнены выступы 16.
О
о о со ю ел
Для предотвращения проворота диски 6, 7 имеют направляющие штифты
Форма работает следующим образом. При раскрытии формы до положения флажка 8 между упорами 12 флажок 8 установлен в нейтральное положение поворотом на 60° по часовой стрелке от положения, указанного на фиг,2, при этом оба зажима 4, 5 находятся в нерабочем положении. Проволочная арматура 17 пропущена через отверстие в зажимах 4, 5 до положения, при котором концы проволоки выступают на половину длины арматуры в готовом изделии за плоскость среза ножа 3 формы.
При смыкании формы флажок 8 прижат к одному из упоров 12
Устанавливается ход подвижной плиты на величину раскрытия формы до поворота флажка 8 упором В исходном положении при раскрытой форме флажок 8 прижат к упору, кулачок 9 зажима 4 прижаг к диску, который через пружины передает усилие на диск 7, который, перемещаясь в направляющих, прижимает арматуру 17 к корпусу зажима. При смыкании формы уголки зажима 5 находят на когшрную поверхность 11 кронштейна 10, за счет чего зажим перемещается вниз, подавая арматуру 17 в форму.
При полном смыкании формы флажок 8 меняет положение за счет второго упора 12. Кулачок 9 освобождает диски 6, 7 зажима 5 и арматура 17 освобождается от зажатия
Кулачок 3 зажима 4 встает в рабочее положение, нажимая на диск 6 Через пружины диск 6 передает усилие на направляющий диск 7, который, перемещаясь в направляющих, прижимает арматуру 17 к корпусу зажима
Механизм подачи арматуры за счет использования за жимов и системы их перемещения обеспечивает надежную подачу арматуры без ее проскальзывания в оформляющую полость литьевой формы.
Высота выступа 16 вставок 13, 14 выбрана при соотношении 0,15d h 0,2d исходя из необходимого взаимодействия всех элементов формы, направленного на обеспечение ее работоспособности.
При смыкании формы расплавленный термопластичный материал заливается в форму, арматура срезается ножом 3, а выступы 16 вставок 13,14 вдавливаются в арматуру 17 и образуют пуклевку, которая затем заливается полимерным материалом. При раскрытии формы готовое изделие сбрасывается толкателями.
Образованная таким образом на арматуре пуклевка обеспечивает необходимое удержание арматуры в материале изделия. При этом рабочая часть арматуры в данном
случае остается недеформированной, что сохраняет целостность покрытия.
При заправке проволоки арматура 17 с пуклевкой поступает в матрицу после четвертого смыкания формы. Арматура после
первых трех смыканий не используется, так как не имеет пуклевки.
При раскрытии формы верхний зажим 5 поднимается вверх пружинами, скользя по копирной поверхности кронштейна 1C. При
раскрытой форме флажок 8 упирается в один из упоров 12, происходит переключение кулачков, арматура 17 зажимается верхним зажимом и процесс повторяется. Причем пуклевка образуется только в момент смыкания формы и в дальнейшем заливается полимерным материалом. Формула изобретения Литьевая форма для изготовления армированных полимерных изделий, содержащая
подвижную и неподвижную полуформы с полуматрицами, нож для отсечки арматуры и механизм подачи арматуры, отличающаяся тем, что, с целью предотвращение повреждения покрытия на рабочей части арматуры, механизм подачи выполнен в виде соосно установленных в подвижной и неподвижной полуформах двух зажимов для арматуры в виде подпружиненных в корпусах дисков, причем один из каждой пары
дисков имеет хвостовик, а другой подпружинен относительно первого, закрепленных на оси с флажком в подвижной полуформе кулачков для взаимодействия с хвостовиками дисков, при этом неподвижная полуформа
снабжена кронштейном с копирной поверхностью для перемещения зажима и упорами для последовательного взаимодействия с флажком, а подвижная и неподвижная полуформы снабжены вставками с канавками
под арматуру, в средней части которых выполнены выступы.
L.
6i
Фиг4
Фи&5
Д- Л побернулю
Фиг. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1984 |
|
SU1242391A1 |
| Литьевая форма | 1977 |
|
SU774082A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
| Литьевая форма | 1989 |
|
SU1706881A1 |
| Установка для литья пластмассовыхиздЕлий C АРМАТуРОй | 1978 |
|
SU806438A1 |
| Литьевая форма | 1980 |
|
SU946971A1 |
Изобретение относится к литьевым формам, которые используются для изготовления полимерных изделий с проволочной арматурой. Целью изобретения является предотвращение повреждения покрытия на рабочей части арматуры. Для этого механизм подачи арматуры выполнен в виде соосно установленных в подвижной и неподвижной полуформах двух зажимов 4, 5 для арматуры в виде подпружиненных дисков, причем один из каждой пары дисков имеет хвостовик, а другой подпружинен относительно первого, закрепленных на оси с флажком в подвижной полуформе кулачков для взаимодействия с хвостовиками дисков, при этом неподвижная полуформа снабжена кронштейном 10 с копирной поверхностью 11 для перемещения зажима и упорами для последовательного взаимодействия с флажком, а подвижная и неподвижная полуформы снабжены вставками с канавками под арматуру, в средней части которых выполнены выступы. При смыкании формы арматура срезается ножом, а выступы вставок вдавливаются в арматуру с образованием пуклевок, которые затем заливаются полимером. Таким образом, за счет формования пуклевок на нерабочей поверхности арматуры предотвращается повреждение покрытий на рабочей поверхности. 3 ил.
77
Фиг. 8
Ј-Ј
Фиг,9
ж-ж
Фиг.Ю
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| М.: Минлегпищмаш, 1983, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
