(54) ИНСТРУМЕНТ ДЛЯ РЕДУЦИРОВАНИЯ ЗАГОТОВКИ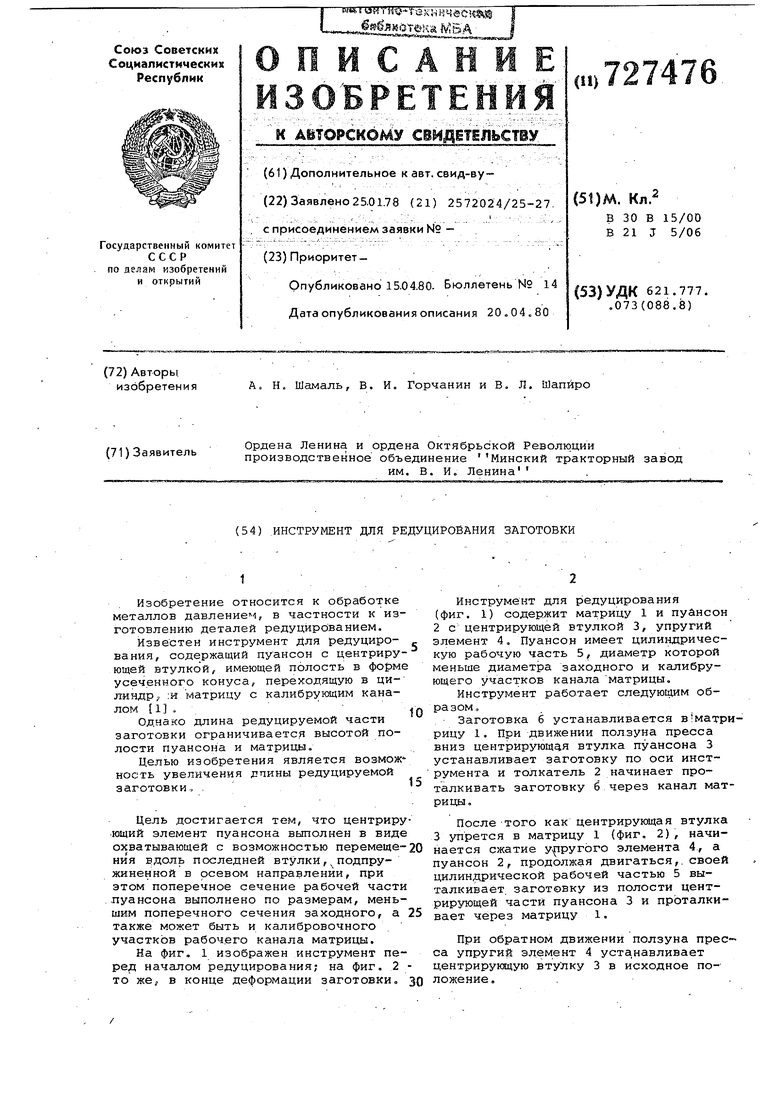
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для редуцирования трубныхзАгОТОВОК | 1979 |
|
SU845996A1 |
| СПОСОБ РЕДУЦИРОВАНИЯ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2000 |
|
RU2191653C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСКОЛОЧНОЙ ОБОЛОЧКИ КОРПУСА СНАРЯДА | 2016 |
|
RU2632726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| Инструмент для калибровки изделий (его варианты) | 1983 |
|
SU1148661A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Устройство для калибровки свертных втулок | 1981 |
|
SU969362A1 |
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
1
Изобретение относится к обработке металлов давление , в частности к изготовлению деталей редуцированием.
Известен инструмент Для редуцирования, содержащий пуансон с центрирующей втулкой, имеющей полость в форме усеченного конуса, переходящую в цилиндр, :и матрицу с калибрующим каналом 1 .
Однако длина редуцируемой части заготовки ограничиваетс.я высотой полости пуансона и матрицы.
Целью изобретения является возмож ность увеличения дпины редуцируемой заготовки .
Цель достигается тем, что центрирующий элемент пуансона выполнен в виде охватывающей с возможностью перемете-20 ния вдоль последней втулки,,подпружиненной в осевом направлении, при этом поперечное сечение рабочей части .пуансона выполнено по размерам, меньшим поперечного сечения заходного, а 25 также может быть и калибровочного участков рабочего канала матрицы.
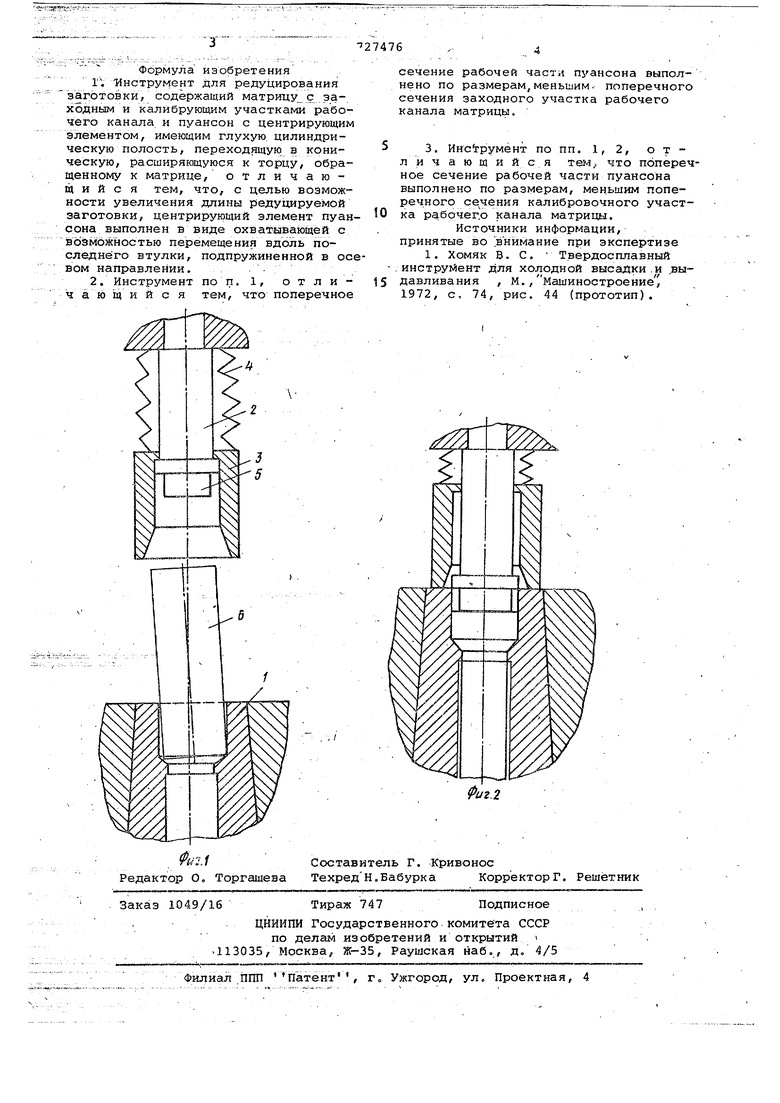
На фиг, 1 изображен инструмент перед началом редуцирования; на фиг, 2 то же, в конце деформации заготовки, 30
Инструмент для редуцирования (фиг. 1) содержит матрицу 1 и пуансон
2с центрирующей втулкой 3, упругий элемент 4, Пуансон имеет цилиндрическую рабочую часть 5, диаметр которой меньше диаметра заходного и калибрующего участков каналаматрицы.
Инструмент работает следую111им образом.
Заготовка б устанавливается вматррицу 1. При движении ползуна пресса вниз центрирующая втулка пуансона 3 устанав.пивает заготовку по оси инструмента и толкатель 2 начинает проталкивать заготовку б через канал матрицы.
После того как центрирующая втулка
3упрется в матрицу 1 (фиг. 2), начинается сжатие упругого элемента 4, а пуансон 2f продолжая двигаться,, своей цилиндрической рабочей частью 5 выталкивает заготовку из полости центрирующей части пуансона 3 и проталкивает через матрицу 1.
При обратном движении ползуна пресса упругий элемент 4 уста.навливает центрирунхцую втулку 3 в исходное положение.
