(54) УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ
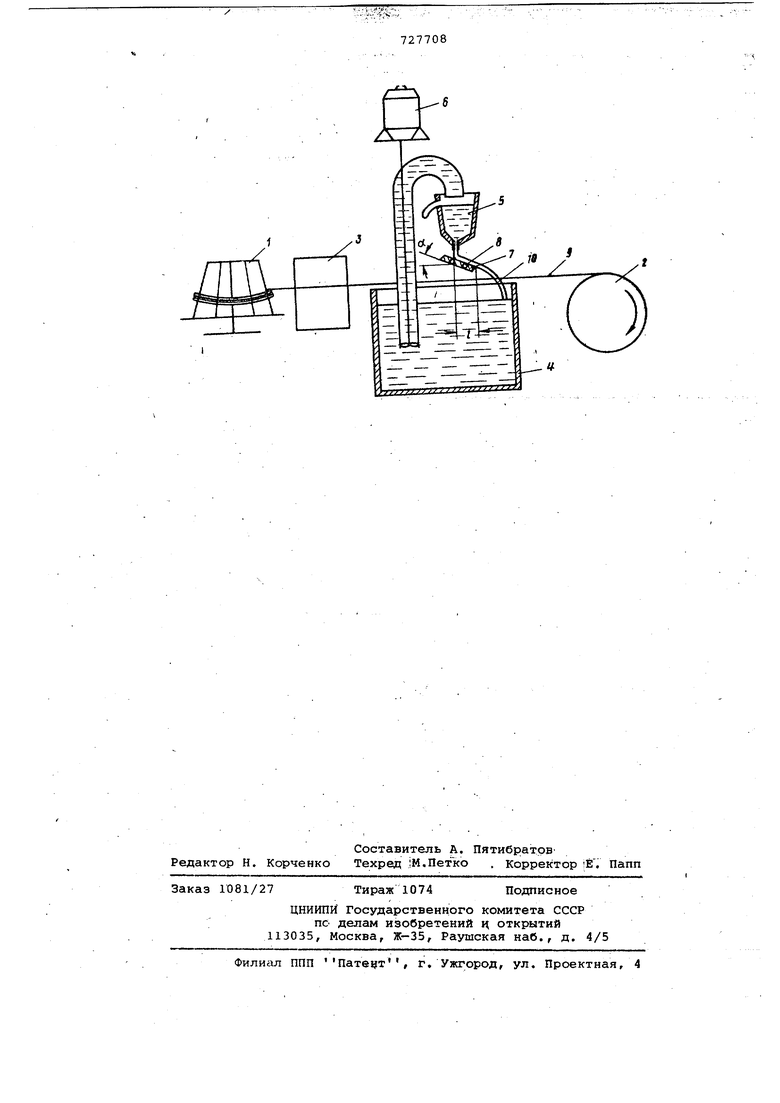
НА ПРОВОЛОКУ На чертеже изображена схема предлагаемого устройства. УЬтройство состоит из механизмов 1 и 2 размотки проволоки и ее смотки, ьанн 3 подготовки поверхности, основной ванны 4 с расплавом, промежуточной ванны 5, насоса 6 и пластины 7 с внутренними отверстиями 8. Проволока 9 с размоточного механизма 1 проходит через ванны 3 подготовки поверхности и через струю 10 расплава наносимого покрытия. Эта струя получается путем подачи насосом 6 жидкого металла из основной ванны 4 в промежуточную ванну 5. Промежуточная ванна 5 имеет отверстие, через ко .торое вытекает струя жидкого металла покрытия. Окончательное формирование струи происходит при растекании ее по наклонной пластине 7 и свободном падении в основную ванну. Толщина и ширина струи 10 регулируется углом наклона пластины 7 и длиной участка рас текания струи на пластине. Внутри пластины сделаны отверстия 8, по которым циркулирует вода или другая охлаждающая среда. Регулирование угла наклона с6 лластины и длины растекания струи С проводится, например, ее смещением и поворотом в месте крепления к корпусу устройства. Предлагаемое устройство, сохраняя. преимущества известного устройства - компактность и отсутствие длительного контакта проволоки с расплавом, позво ляет повысить производительность устройства за счет получения широкой струи, через которую можно пропустить несколько проволок одновременно. Кроме того, регул1 рование толщины струи обеспечивает в более широких пределах регулирование толщины покрытия. При стекании струи с пластины можно получать очень тонкие широкие стру что позволяет получать тонкие покрыти горячим способом. При достаточно равномерной подаче расплава покрытия насосом можно устранить промежуточную ванну, выпуская струю расплава из выходного трубопровода насоса непосредственно на пластину. Для облегчения условий работы плас тины она выполняется охлаждаемой за счет внутренней циркуляции жидкости. KjpoMfe Tof-o, намерзшая пленка расплава будет защищать пластину от размытия:. Изменяя интенсивность охлаждения плас тйны, можно в нгек торых пределахизме нять температуру расплава и, следовательно, параметры стекающей струи. Предложенное устройство за счет получения тонкой струи уменьшает времй контакта металла основы с расплавленным покрытием. Это еще больше прёпятствует изменёнию свойств- основного металла и позволяет наносить более тугоплавкие покрытия. Из-за того, чтр струя металла получается шкрокой, при одинаковой производительности с известным устройством необходимы значительно меньшие расходы расплава в струе, т. е. мощность применяемого насоса существенно понижается. Следовательно, описываемое устройство за счет установления на струи пластины с регулируемым наклоном позволяет существенно (не менее чем в 10 раз) увеличить возможность регулирования толщины струи, а следовательно, и толщины покрытия. Регулирование толщины покрытия может быть, осуществлено очень оперативно. При напесении покрытий из- расплава, на наклепанную проволоку известными методами, снижается ее прочность на 30% и более. Предлагаемое устройство за счет кратковременного пребывания проволоки JB расплаве дает возможность сохранить прочность проволоки. Кратковременное воздействие расплава на металл основы также позволяет сократить или совсем устранить образование хрупких интерметаллидов в переходном слое и получать более тугоплавкие покрытия (чем известньоми способами) . Скорость перемещения проволоки можно увеличить до 100-200 м/мин, т. е. довести процесс до скоростей волочения и совместить волочение и нане.сение покрытия. Предложенное устройство может быть использовано при получении проволоки или других длинномерных изделий с качественным покрытием без потерь прочностных свойств, например горячеоцинкованной высокопрочной проволоки для канатов и пружин, высокопрочной проволоки с тонким латунным покрытием для металлокорда, проволоки с покрытием из нержавеющей стали. Формула изобретения 1.Устройство для нанесения горячих покрытий на проволоку, содержащее ванну для металла -покрытия, средства для подачи расплава, узел формирования струи расплава, механизм перемещения проволоки, отличающееся тем, что, с цепью повышения качества покрытия путем регулирования его толщины, узел формирования струи заполнен в виде пластины, установленной с возможностью поворота. 2.Устройство по п. 1, отличающееся тем, что в пластине выполнены отверстия для охлаждения Источники информации, принятые во внимание при экспертизе 1. Руководство по горячему цинкованию. Перев. с нем. под ред. М. И. Огинского, М., Металлургия, 1975. 2., Патент СССР 352967, кл. С 23 С 1/14, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Устройство для нанесения металлических покрытий из расплава | 1980 |
|
SU960311A1 |
| Способ изготовления стальной оцинкованной проволоки | 1980 |
|
SU945227A1 |
| Устройство для нанесения металлических покрытий из расплава | 1981 |
|
SU1155626A1 |
| Канат стальной оцинкованный и способ изготовления стальной канатной оцинкованной проволоки для каната | 2021 |
|
RU2779958C1 |
| Способ изготовления высокопрочной сталеалюминиевой проволоки | 1980 |
|
SU881136A1 |
| Способ изготовления высокопрочной сталеалюминиевой проволоки | 1983 |
|
SU1117325A2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ ПРОВОЛОКИ | 2000 |
|
RU2197543C2 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ С НАГРЕВОМ В ЖИДКОМ ТЕПЛОНОСИТЕЛЕ | 1997 |
|
RU2116851C1 |
| Устройство для теплого волоченияпРОВОлОКи | 1979 |
|
SU812372A1 |