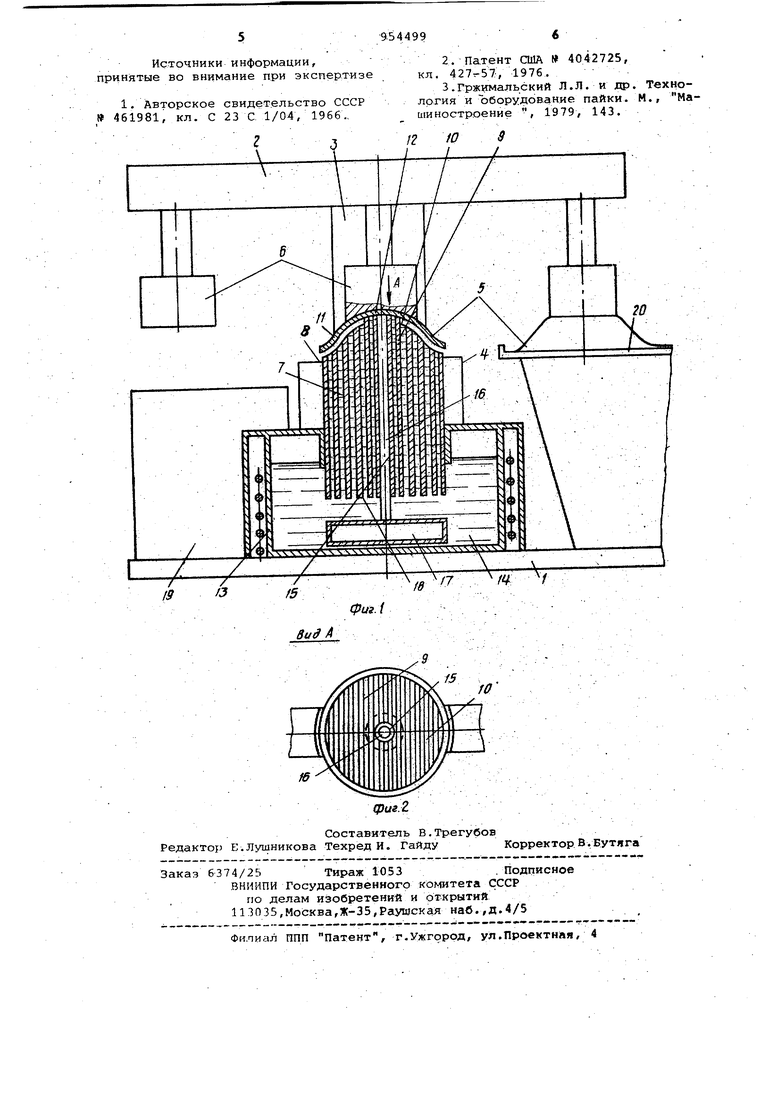
куда,по капиллярам поступает припой t 3 J . Существенными недостатками устройства являются : использование проволочных или сеточных капилляров .которые легко могут быть засорены, что уменьшает надежность работы: пло ный .прижим детали к рабочей поверхности капилляров, что при сло.жной изогнутой форме поверхности лужения детали способствует образованию газово-флюсовых пробок в углублениях формы и резко ухудшает качество лужения. Цель изобретения .- повышение, качества покрытий сложных поверхностей Поставленная цель достигается тем, что устройство для нанесения ме таллических покрытий, содержащее механизм подачи обрабатыв.аемых деталей емкость для покрывающей жидкости . с рабочим телом, выполненным с парал лельными дозирующими каналами и рабо чей поверхностью, эквидистантной поверхности обрабатываемой детали, снабжено толкателем с поплавком, установленным по оси рабочего тела. При этом рабочее тело вылолнено в виде капиллярного пакета, набранного из пластин. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид по стрел ке А На фиг. 1. . На основании 1 установлен механизм транспортирования, выполненный в виде карусели 2 на оси 3, а также вибрирующего лотка 4 с деталями 5. Механизм подачи выполнен в виде четы рех электромагнитных прижимов 6, ук репленнь}х на карусели 2 с возможное тью осевого перемещения. Рабочее тел 7 выполнено в виде капиллярного пак та 8, состоящего из тонких параллел ных коваровых листов 9. Рабочая поверхность 10 рабочего тела 7 имеет эквидистантную по отношению к повер ности 11 луже:ния детсши, форму и вы туп 12 в средней части. Пакет 8 ниж ней частью погружен в ванну 13 с ра плавленным припоем 14. В центре пак та 8 имеется отверстие 15, куда сво бодно входит толкатель 16, закрепленный на полом поплавке 17, упираю щемся в нижний рай 18 пакета 8. На основании 1 за.креплен также приемный бункер 19 и механизм флюсования 20. Устройство работает следующим образом. При развороте карусели 2 и выставлении прижимов 6 над деталями 5, обладающими магнитными свойствами, механизм подачи опускает прижимы 6 до их контакта с деталями 5, расположенными на лотке 4. Электром гнитная сила прижимает детали 5 к прижимам 6.. После подъема прижимов вверх, разроис.та карусели 2 и флюсования, она доходит до. капиллярного пакета 8 и пооле опускания прижима 6, преодолевая силу толкателя 16, плотно контактирует с выступом 12, образуя с остальной частью рабочей поверхности 10 своей поверхно.стью лужения 11 дополнительный капилляр. Через него из среднего выступа 12 поступает припой 14, равномерно последовательно покрывая все изги- бы формы поверхности 11. После этого прижим б перемешает деталь 5 вверх со скоростью, определяющей толщину слоя ПРИПОЯ на детали, чему способ ствует сила поплавка 17, перемещаю- . щегося: вверх до упора в край 18 пакета 8, Обработанная деталь, после очередного разворота карусели 2 падает в приемный бункер 19, а на ее место поступает следующая деталь. Цикл повторяется при каждом развороте карусели на 90°. За счет эквидистантной поверхности капилляров удается покрывать детали сложной формы. Выполнение капилляров в виде пакета тонкостенных металлических параллельных листов, отстоящих друг от друга На расстоянии 0,1-0,3 мм, позволяет избежать забивания капилляров инородными частицами (окислами припоя, продуктами разложения , флюса) и тем caNb увеличить надежность устройства по сравнению с известным устройством. Для преодоления капиллярных сил, удерживающих деталь при отрыве ее от пакета капилляров, использована выталкивающая сила полого поплавка, погруженного в припой и снабженного/уолкателем, упирающимся в деталь. Использование предлагаемого устройства позволяет повысить качество покрытия, увеличить производительность и надежность работы. Формула изобретения 1.Устройство для нанесения металлических покрытий, содержащее механизм подачи обрабатываемых деталей, емкость для покрывающей жидкости с рабочим телом, выполненным с парал-, лельными дозирующими каналами и рабочей поверхностью, эквидистантной поверхности обрабатываемой детали, отличающе.еся тем, что, с целью повышения качества покрытия сложных поверхностей,оно снабжено толкателем с поплавком, установленным по оси рабочего тела. 2.Устройство non.J, отличающееся тем, что рабочее тело выполнено в виде капиллярного пакета. Набранного из пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячего лужения деталей | 1983 |
|
SU1177384A1 |
| Автомат для горячего лужения деталей | 1966 |
|
SU461981A1 |
| Устройство для горячего лужениядЕТАлЕй | 1978 |
|
SU815071A1 |
| Устройство для нанесения покрытий | 1977 |
|
SU729276A1 |
| Автомат для лужения радиоэлементов | 1986 |
|
SU1440639A1 |
| Полуавтомат для лужения контактов | 1975 |
|
SU571354A1 |
| Устройство для горячего лужения деталей | 1981 |
|
SU956613A1 |
| Установка для горячего лужения плоских ферромагнитных деталей | 1980 |
|
SU889737A1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Устройство для горячего лужения деталей | 1989 |
|
SU1684353A1 |
