Известно, что ни один из многочисленных способов определения твердости шлифовальных кругов не воспроизводит действительных условий работы шлифовального круга. Вследствие этого необходимое соответствие между твердостью круга, измеренной каким-либо из этих способов, и поведением круга в работе не достигается. Нередко можно наблюдать, что «мягкие шлифовальные круги оказываются в работе «твердыми, и наоборот.
Между тем твердость круга является наиболее важной его рабочей характеристикой, выбор которой определяет и производительность процесса, и качество изделия.
Предлагаемый способ основан на использовании СоТедующего явления.
Если в процессе шлифования нормальное давление на поверхность шлифовального круга поддерживается постоянным, то по истечении весьма короткого промежутка времени тангенциальное усилие резания в случае «твердого шлифовального круга понижается, а в случае «мягкого - повышается. При работе круга, отвечаюшего по -своей «твердости - твердости обрабатываемого материала, тангенциальное з силие остается постоянным.
Этот эффект, связанный с явлением самозатачиваемости (в общем смысле с процессом износа) круга, хорошо согласуется с современными представлениями о механизме резания металла абразивным инструментом.
Его можно наблюдать, воспользовавшись соответствующим прибором, снабженным динамометром для измерения тангенциального усилия.
Осуществление предлагаемого способа может выполняться по одному из следуюших двух вариантов.
1. При неизменном для всех кругов обрабатываемом материале находят нормальное давление, при котором тангенциальное усилие остается постоянным. В этом случае условное, например, цифровое обозначение твердости круга производится соответственно величинам нормального удельного давления.
2. При неизменном обрабатываемом материале и при неизменном нормальном давлении регистрируется величина изменения тангенциального усилия. В данном случае шкала твердости кругов строится на основе величин относительного (в %%) изменения тангенциального усилия.
Отличие одного варианта от другого состоит в том, что в первом из них за счет изменений условий резания осуществляется постоянство тангенциального усилия, во втором - при неизменных условиях резания отмечается величина изменения тангенциального усилия.
Описанный способ измерения «твердости шлифовальных кругов может быть применен только с целью эталонирования измерений твердости, (имеется в виду определение твердости эталонов, применяемых для нормирования твердости кругов в заводских условиях).
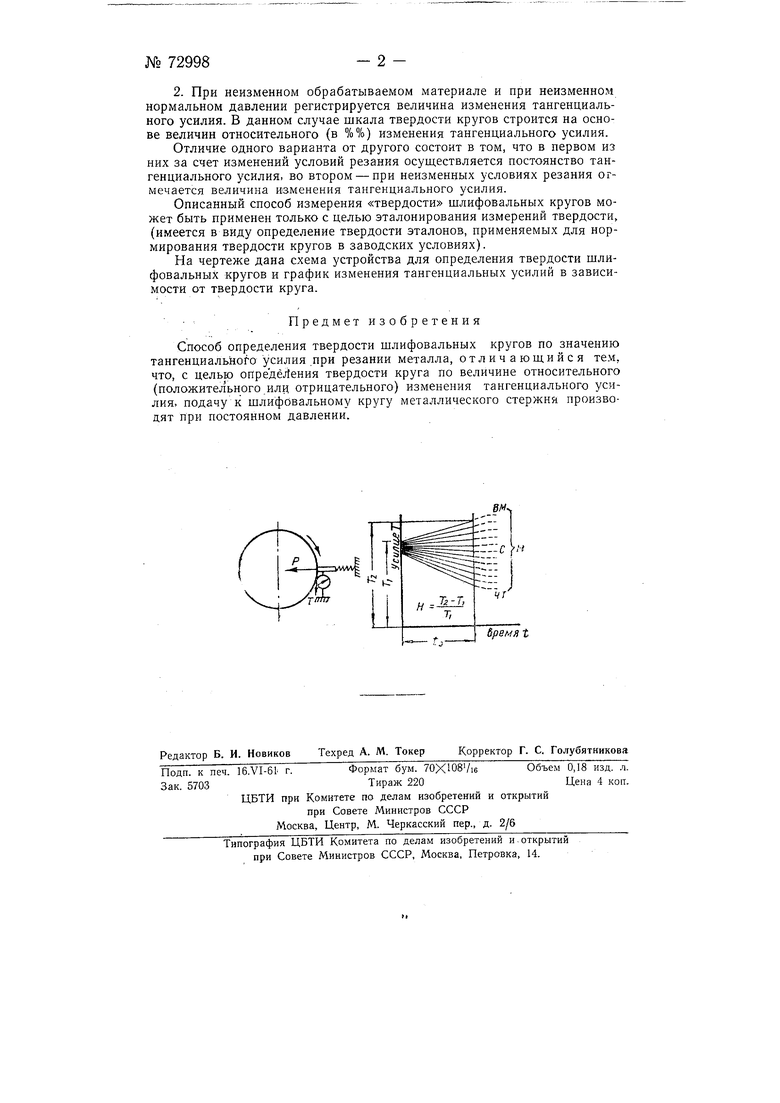
На чертеже дана схема устройства для определения твердости шлифовальных кругов и график изменения тангенциальных усилий в зависимости от твердости круга.
Предметизобретения
Способ определения твердости шлифовальных кругов по значению тангенциального усилия при резании металла, отличающийся тем, что, с целью определения твердости круга по величине относительного (положительного или отрицательного) изменения тангенциального усилия, подачу к шлифовальному кругу металлического стержня производят При постоянном давлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДЫХ И ХРУПКИХ МАТЕРИАЛОВ | 2009 |
|
RU2418669C1 |
| Способ определения режущей способности шлифовального круга из сверхтвердых материалов | 1989 |
|
SU1830342A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| Способ адаптивного управления плоскошлифовальным станком | 1982 |
|
SU1060445A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИСТАЛЛОГРАФИЧЕСКИХ ОСЕЙ АЛМАЗОВ ПРИ ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 1992 |
|
RU2023576C1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ ШЛИФОВАНИЯ ДЕТАЛЕЙ | 2013 |
|
RU2555322C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1991 |
|
RU2008190C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗКИ НА ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2152864C2 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
бремя t
