Изобретение относится к автоматическому управлению технологическми процессами металлообработки и может быть применено в станкостроении для повышения производительности и качества обработки на плоскошлифовальных станках.
Обработка на плоскошлифовальных станках происходит при непрерывном изменении параметров процесса резания: величины снимаемого припуска, конфигурации и твердости обрбатываемых заготовок, состояния шлифовального круга. Поэтому для обеспечения работы станка в опти мальных по производительности режимах необходимо периодически корректировать величины подачи на врезание и скорости стола, используя текущую информацию о процессе резания.
Известен способ адаптивного управления шлифовальным станком, по которому после касания детали шлифовальным кругом устанавливают экспериментальную подачу, измеряют силовой параметр и устанавливают рабоч:ую подачу, соответствующую заданной величине силового парагчетра, определяемую умножением последнего на отношение величины экспериментальной подачи к величине измеряемого силового параметра. Способ предназначен для применения на круглоилифовгшьных станках с системой чкслового программного управления, содержащей ЭВМ зП .
Известен таку-е способ поддержания мощности 11лифования путем изменения подачи перед началом очередного цикла обработки по результатам измерения ва предыдутдем цизсле, например, по величине измеренной на этом цикле средней мощности, по которому в каждом цикле обработки измеряют подачу на врезание, вычисляют отно ;ениё подачи к среднему значению измеренной мощности, это oTHOLueEiHe ;,7множают на заданное значение мощности и полученную величину используют для задания подачи на вреза.-:ие на последующем цикле обработки. Способ предназначен для применения на плоскошлифовальных станках с круглши столом и вертикальным шпинделем 2| .
Недостатком известных способов является низкая эффективность управления в пределах цикла обработгси (оборота (-1тола плоскошлифовального станка) на участках, где находятся заготовки с различной твердостью, шириной и величиной припуска, поскольку ко рекция режима обработки производится один раз за оборот стрела по результатам измерения средней мглцмосли на предыдущем обороте. При TajfOM способе управления на
учайтках стопа с деталями с налрлми величинами ширины и припуска будут иметь место потери производительности, а на участках с большим припуском, мощность резания будет превышать заданное значение, что приводит к дефектам поверхности детали и повышенному износу круга, Крометого, заданное значение мощности остается неизменным в течение всей обработки и выбирается из условия максимальной загрузки двигателя привода круга, в то время как эта величина в большей степени зависит от параметров технологического процесса, например, по мере изменения состояния гшифовального круга (износ, засаливание) мощность, на которую он мохсет быть загружен, значительно из feняeтcя.
П.ель изобретения является повышение производительности и качества обработки.
Поставленная цель достигается тем, что согласно способу адаптивного управления станком путем изменения величины подачи на врезание и скорости вращения стола по результатам измерения мощности и подачи в предыдущем цикле обработки, зону обработки разбивают на участки, в пределах которьгх физические свйоства обрабатываемых деталей (припуск, ширина, твердость) сохрг,-няют неизменными, на каждом участке измеряот величину скорости вращения стола, умножают ее на отг-ошени ; заданного значения мощности к измеренному ее значению и пот-ученную величииу используют для задания скорости вра111ения столг, нэ. данном участ в последующем цикле обработки, а велчину подачи на врезание на данном участке устамавливают равной произведению измеренного значен - я подачи на отношение заданного значения мощности на последую1чем обработки к измеренному ее зкачцн ю.
На чертеже показана схема устройства, реализующая способ HEi плоскошлифовальном станке с круглЫД столом и в е р т ик а л ь н ьз- шп и и д е л етл .
На плоскощлнфова.тьном станке 1 с круг,пь1м столом 2, прО113Бодяш,ем обработку торцом а;лкфОЕат;ьного Kpyia 3; установлены датчик 4 зл ;тивной мощности, потребляемой двигателем 5 шлифовального . датчик 6 сггсфости подачи, датчик 7 скорости враще1ги5 стола, датчик 8 положен55я сггола, датчнк 9 полояенкя шлифовальной бабки, датчик 10 износа шлифовального круга, Выходы датчиков 4, 6f 7, 3 и 10 связаны с информационнь№ и выходами управ ляющей вычисл|-г:гельн01 г матакаы (УВМ) 11а выход датчика В связан; с входом 5 Прерывания УВМ 11. Первый выход УВМ 11 связан с вход тиристорного преобразователя 12, питающего двигатель 13 подачи на врезание, а второй i од УВМ 11 связан с входом тиристориого преобразователя 14, питакилего двигатель 15 вращеi:--f- стола Ка поверхности круглого стола с установленными на ней деталями выделяют сектора, угловой размер oi которых выбирают таким, чтобы в пределах каждого сектора физические свойства деталей (припуск, ширина, -твердость) можно было считать неизменными. Практически это выполняется с достаточной точностью при оС 6 45° Мощность шлифования в пределах каждого участка определяется соотношением:(п0.5, „ (1) Р ОДХчйпр5оУ-6,к,К, где V - скорость перемещения детали, м/мин; Впр- приведенная ширина ишифования, мм; SQ - подача на оборот стола, мм/об; Вь; - ширина круга (сегмента), мм; К, , постоянные, зависяр.ие от материала детали и круга; fb - показатель степени ( f - 0,73 Поскольку в пределах участка стол физические свойства деталей неизменн то мощность шлифования на данном i-м участке на предыдущем и последую щем оборотах стола определяется сле дующим образом: V.)rch(...,So(,.o, РП, С(1,,%п;Г, где с 0,75J РПР , - постоянная в пределах участка вел р, л, - м ощность шлифования на i -м участке на предыдущем (м-1)-м и последующемЯ-м оборотах стола; ..Vf,, скорость .детали на -м участке на (И-1) и Л обо ротах стола; S , , ,Soni 1 одача на оборот стола н 1-м участке на (п-1) ип оборотах стола. Разделив (2) на (3), учитывая, чт скорость детали V пропорциональна скорости вращения стола W и, полагая что показатель степени равен едини це ( f$r 0,73 V 1), получаем выражени для определения скорости атола над-м участке на последующем обороте стола Pfli 0|.П-О4, - , (4 Ч«м); оп l«-0i .i скорость вращения стола на f-м участке зоны обработки в предыдущем и последующем цикле, Чтобы мощность шлифования была равна заданной Р-),, , необходимо установить на данном участке скорость стола (,п-0. V-:; Сим-) Величину заданного значения мощности P, целесообразно устанавливать исходя из анализа в процессе обработки текущих значений показателя эффективности шлифования. На черновых опреациях таким показателем может быть производительность либо себестоимость обработки. Известно, ч5р зависимость показателей производительности и себестоимости обработки от величины подачи имеет экстремальный характер. Поскольку величина мощности пшифовання, согласно (1), пропорциональна величине подачи, то наблюдается экстремальный характер зав 1симости показателей себестоимости и производительности обработки от величины мощности шлифования, т.е. имеется оптимальное значение мощности, при которой показатель эффективности достигает экстремального значения. Причем, под воздействием изменяющихся условий обработки поло ::ение экстремума относительно величины мощности или(|)ования изменяется. Таким образом, величина заданного значения мощности должна определяться путем автоматического поиска. Коррек1,ия заданного значения мощюсти проводится через один либо несколько .циклов обработки (оборс|ТОВ стола). Из уравнения (1), видно, что при прочих одинаковых условиях изменением мощности от цикла к циклу мокет быть достигнуто путем соответствующего изменения велич.шы подачи на оборот стола. Используя уравнение (1) для полного цикла обработки и полагая, что команда на изменение мощности, которую необходимо поддерживать в последующем цикле, задается путем изменения величины подачи на оборот стола и, учитывая сделанные допущения, можно записать Pl(.n-O (и-О ) ЗП ОУ1 где А 0,73 (УВпр) К, К,, откуда « Р(-0 Р знпченн мощности на предыдуЕдем и послед ющем циклах обра ботки; Otn-0 ®оп подача на оборот стола на предыду щем и последующе циклах обработки Подставляя (6) в (5), получаем вы1за7ление для заданной скорости вра щения стола на каждом участке зоны обработки W rii т;- iw-in Минутн 1Я величина подачи на вреза5 ие St на участке зоны обработки при этом равна 5t., -П1 --n-i , (n-fV otn-Oj (9) где 5i(« ,J . 5t минутная подача (.- Oil на врезание на. -м участке зон обработки в пре дыдущ1эм и 1Осле jj.yKftieM циклах. Разделив (8) на (9) и, учитывая (5), получаем выр.ажекие для safianной подачи на врезание на ,ом уча.стке зоны обработки Способ образом, На столе 2 устанавливают обрабатЬ1иаемь-е -/вделия. Приводом 15 шли-фоЕЭ.льной бабки подводят круг ,г;о коптакта с лрзщающкчися ;а столе деталями и начинают шлифование на г-лалой подаче SQ . Первый оборот стол является измерительным. При стола с датчика 8 пололсения стола на вход прерывания УВМ 11 поступают с и м х р о в и 3 к р у юш, и е с и г н ai л ы, кол и ч е с т в о которьтх за один оборот стола определяет число участков, на которые разбита по)зерхность стола с .цетаоьчми, По каждому из этих сигналов УВЕ4 1.1 проводит опрос датчиков 4, в, 1 и осуществляет расчет по формулам (7) и (10),. опре.целяя необходимые величины скорости етола и лодачи, которые быть установлены на .даЕ1Ном участке зо.чы обработки при гос дедуЮПем обороте стола . На уча.стках стола, ке занятых ,)де 1алими,. измеренное значомче мощност равно мощности холостого хода-и. для этих участков устанавливаются величина подачи, равная нулю, а ско рость стола, равная некоторому заранее зЕз.ланггому ускоренному значшiUiio, что позволяет исключить шли-фование воз.духа и проходить свободные от деталей участки на гювглпенной скорости, Рассчитанные величины скорости стола и подачи на врезание записываются в соответствуютих каждому участку ячейках памяти УВМ и подаются на входы тиристорных преобразователей 12 и 14 при поступлении данного участка в зону обработки на последующем обороте стола о -В дальнейием на каждом участке производится установка рассчитаннЕлх значений скорости и подачи и опрос датчиков 4 б, 7. Через один, либо несколько оборотов стола УВМ 11 производит также опрос датчиков 9 и 10 и осуществляет расчет текущего значения показателя эффе стивнос-ти обработю;, например, псоизводительности з,ЗТ, где Q скорость съема металла, см /мин; период стой состиг мин; время смены износившегося круга, МИН; .ь пллифуемы.х деталей ; сое ТВ ет с ТВ е н н с п еремеще ни е 1 Л1-:фовальной бггбки и износ шлифовального круга за время между опросами датчиков 9 и 10. время между опросами датчиков 3 и 1С (определягсТся по сизгналагл таймера по количест ву тактов работы УВМ); Если очередное, вычисленное значе1 не показателя С npeawifiaeT его пре.пыд;ущее значение, то УВМ 11 увеJiH4HBcieT BRTjaHHoe значение мощности i:a приращен и ч и Р- . если ке значение .показателя J меньше лр-едьщущего знс1чения,. О величина зада1П-1ок мощности уменьшается на а :. , т.е. заданное значение мощности определяется путем автома1ического поиска на основании анализа состояния инструмента и в №-j. и с л е н к .я п о к г i 3 а т е.;; я э ф ф е к т и в н о с т и обработк). Таким образом, предлагаемый способ а.даптивного управления плоско-шлифовальным станком, поз.воляет в процессе обработки опрэ.целять оптимальное по заданному .критерию значен1 е мощности шлифования и под710604458
держивать его на каждом участке дости обрабатываемых деталей, что обработки независимо от изменения обеспечивает повышение производительснимаемого припуска, ширины и твер- ности и качества обработки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления шлифовальным станком | 1980 |
|
SU979081A1 |
| Способ поддержания мощности шлифования | 1982 |
|
SU1000251A2 |
| Способ поддержания мощности шлифования и устройство для его осуществеления | 1976 |
|
SU650794A1 |
| Способ управления плоским шлифованием периферией круга в процессе черновой обработки | 1987 |
|
SU1548022A1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2191672C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2192952C1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| СПОСОБ УПРАВЛЕНИЯ КРУГЛЫМ ВРЕЗНЫМ ШЛИФОВАНИЕМ ПРИ РАБОТЕ В ЦИКЛЕ | 1990 |
|
RU2034692C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
СПОСОБ АЛАПТИВНОГО УПРАВЛЕНИЯ ПЛОСКО1-ШИФОВАЛЬНЫМ СТАНКОМ путем изменения величины подачи на врезание и скорости вращения стола по результатам измерений значений мощности и подачи в предыдущем цикле обработки, о тличающийс я тем, что, с целью повышения производительности и качества обработки, зону обработки разбивают на участки, в пределах которых физические свойства деталей сохраняют неизменными, на каждом участке дополнительно измеряют величину скорости вращения стола, умножают ее на отношение заданного значения мощности к измеренному ее значению и полученную величину используют для задания скорости стола на данном участке в последующем цикле обработки, а величину подачи на врезание на данном участке задают равной произведению измеренного значения подачи на отношение заданного зна ченип (Л мощности на последукщем: цикле обработки к измеренному ее значению. О5 о 4; N| сд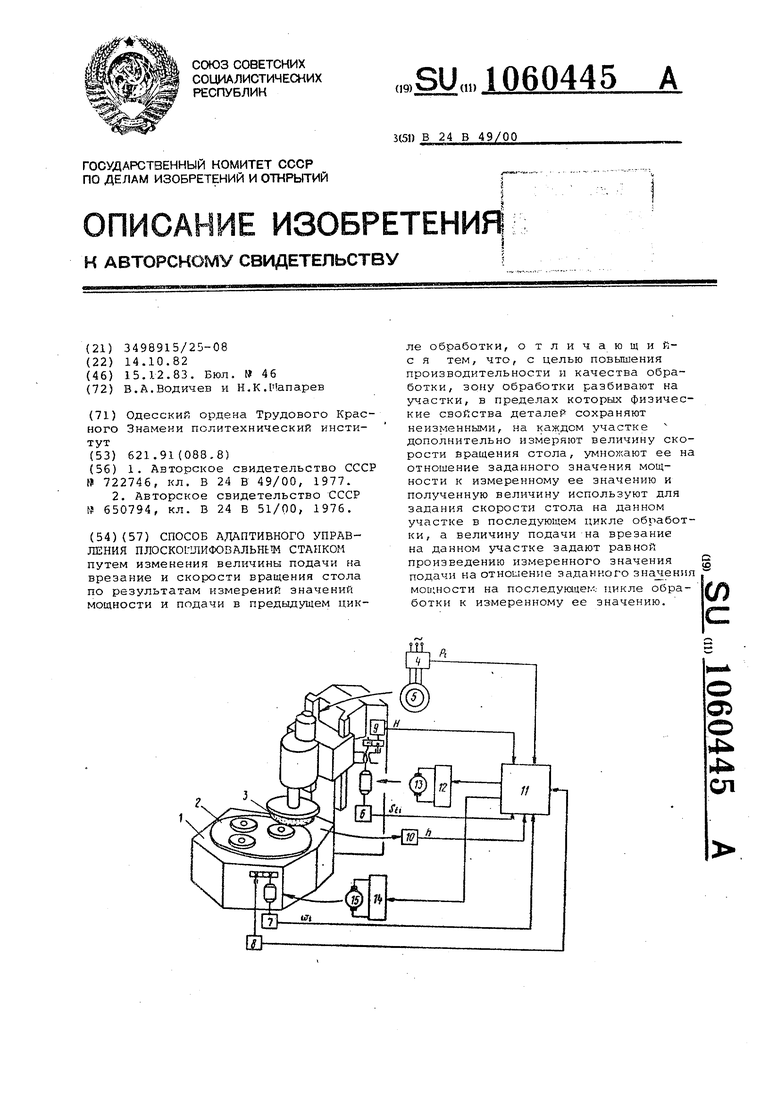
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
