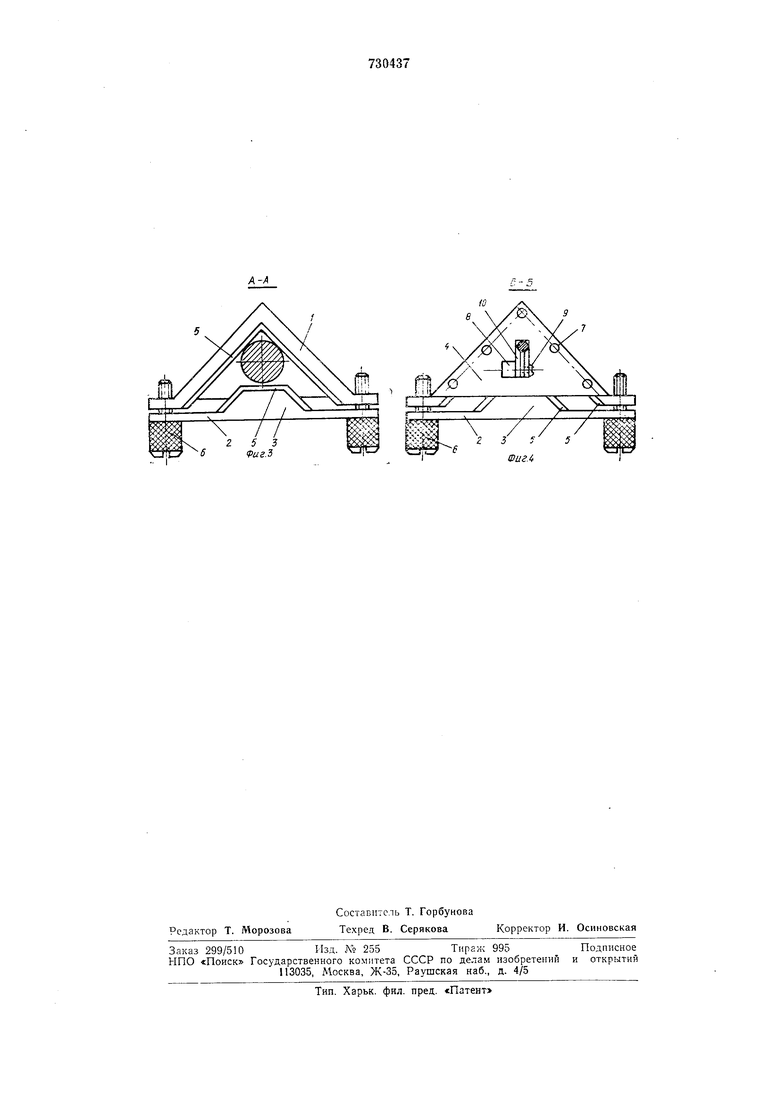
15. Устройство устанавливается таким образом, чтобы торец пуансона 12 упирался во фтО(ропластовую пластину 5, закрепленную на внутренней поверхности закрытого основания 4 нризмы. Это необходимо для случая, когда гнездо матрицы имеет коническую форму. Далее, при помощи регулировочных винтов 6 пуансон 12 охватывается фторопластовыми пластинами 5, закрепленными на внутренних поверхностях боковых граней / и выступа 3 прижима 2. Усилие охвата регулируется регулировочными винтами 6 таким образом, чтобы обеспечить безлюфтовое В(ращение устройства на пуансоне 12. Фторопластовые пластины 5 выполняют при этом две функции- как конструктивные элементы и как смазочный материал.
Индикаторный шарик 16 при этом входит в соприкосновение с цилиндрическими или коническими стенками матрицы 17, которая при помощи обоймы 18 и сухарей 19 винтами 20 устанавливается в станине 21 высадочного автомата. Центрирование пуансона 12 осуществляется посредством регулирования сухарей 19 винтами 20 регулируемой матрицы 17 по показаниям стрелочного рычажного индикатора 11.
W
По окончании центрирования прижим 2 отсоединяется от боковых граней / путем вывертывания регулировочных винтов 6, и устройство снимается с пуансона 12.
Формула изобретения
Устройство для центрирования пуансона высадочного автомата, содержащее центрирующую полую оправку с выступом для крепления хомутика индикатора и фторопластовый компенсатар, отличающееся тем, что, с целью увеличения диапазона центрирования, оправка выполнена в виде трехгранной призмы, на одной из боковых граней которой закреплен регулируемый прижим с выступом трапецеидальной формы, а фторопластовый компенсатор выполнен в виде пластин, укрепленных на поверхностях выступа прижима и по всей внутренней поверхности призмы.
Источник информации,
принятый во внимание при экспертизе:
1. Заявка .№ 2430404, кл. В 21 J 13/08, 1976, по которой принято рещение о выдаче авторского свидетельства.
/г

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования пуансонов относительно матриц | 1982 |
|
SU1071345A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| УСТРОЙСТВО ДЛЯ РАЗВОДА ЗУБЬЕВ ПИЛ | 1992 |
|
RU2071880C1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Механизм перемещения заготовок | 1980 |
|
SU884813A1 |