1
Изобретение относится к оОасти изготовления изделий из проолоки гибкой.
Известен автомат для изготовления деталей из проволоки, содержащий смонтированные в корпусе на плите механизм подачи, механизм отрезки заготовок и механизм гибки, включающий закрепленный на ползуне и подвижный в осевом направлении обжимной пуансон и формовочный пуансон с прижимом.
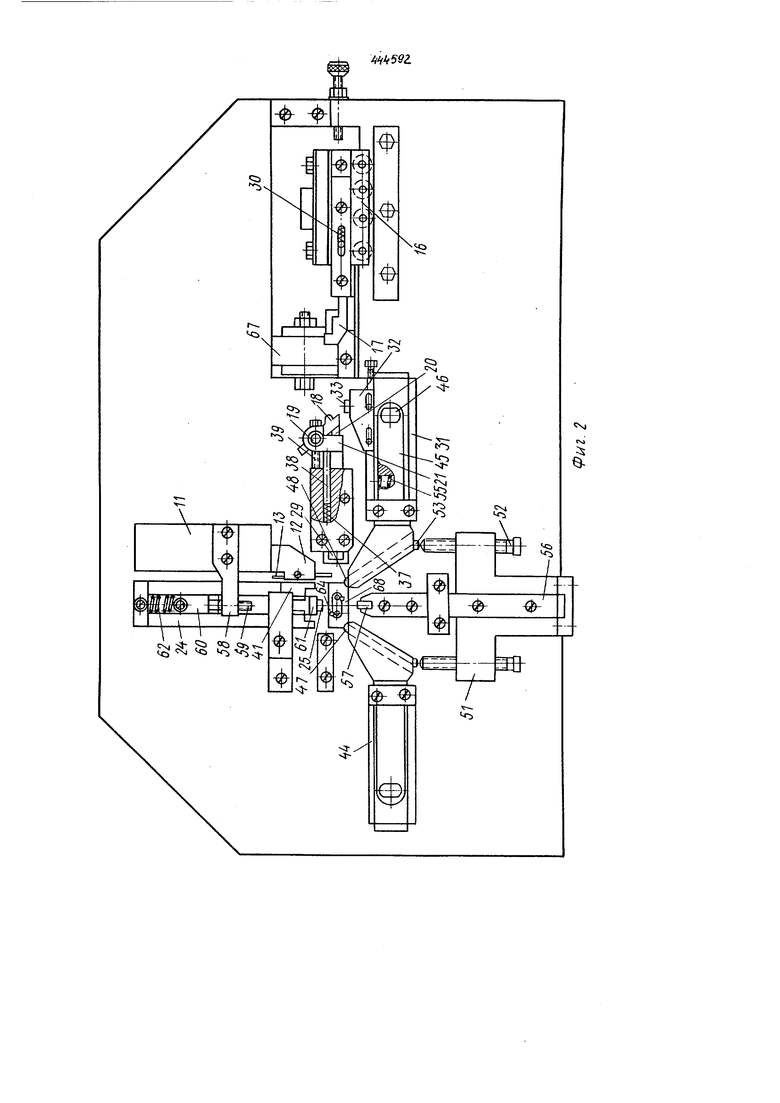
Для повышения производительности, расширения технологических возможностей и повышения точности изготовления изделий в предлагаемом автомате механизм гибки снабжен установленной в корпусе параллельно ползуну подвижной в осевом направлении ползушкой, несущей расположенную на ее торце гибочную оправку и жестко закрепленный.на ней параллельно оси подачи рычаг переменного сечения, взаимодействующий с регулировочным винтом, размещенным на формовочном пуан1соне, а механизм подачи снабжен кинематически связанным с ним толкателем, выполненным в виде подпружиненного Г - образного рычага, а также жестко связанным с механизмом подачи и установленным параллельно ему подавателем, выполненным в виде клина, несущего выступсухарь, и установленной последовательно за механизмом подачи кареткой с гибочно-отрезным ножом на одном торце, а на другом - обращенном к механизму подачи - с собачкой, взаимодействующей с толкателем и выступом-сухарем подавателя. На фиг. d изображена кинематическая схема предлагаемого автомата ; на фйг. 2 - схема расположения механизмов гибки и подачи про„ волоки; на фиг. 3 - 10 - технологические переходы гибки, обрубки заготовки и готовое изделие.
Шкив 1 передает вращение от электродвигателя 2 через клинообразный ремень на шкив 3, приводя|Щий во вращение вал привода 4 с маховиком 5. Шестерня б вала привода находящаяся в зацеплении с шестерней 7, приводит во вращение кулачковый вал 8, от которого передается движение узлам и меха низмам автомата. От кулачка 9 (фиг. -) через рычаг 10 ползушкой 1 (фиг. i и 2 осуществляется подача держателя 1 с оправкой 13 к месту предварител ного загисза ножки в заготовке изделия (фиг. 1,2).0т кулачка 1 (фиг. I) через рычаг 15 ползуном 16 (фиг. 1,2) осуществляется подача проволоки с мотка. Закрепленный на ползуне 16 подачи подпружиненный толкатель 17, выполненный в виде J -образного рычага (фиг. I и 2), нажимая на выступ собачки 18 (фиг.2), скдящей на оси 19 (фиг.2;, преодолевая усилия подпружиненного штифта 20. доходит до каретки 21 (фиг. I и 2 Кулачок 22 (фиг. I) одной частью рабочей поверхности через рычаг 23 и ползун 24 (фиг. I и 2) с под пружиненным прижимом 25 (фиг. и 2) фиксирует заготовку изделия. От кулачка 26 (Фиг. I) через рычаг 27 и ползун 28 (фиг. I), связанный с гибочно-отрезным ножои 29 (фиг. 1-4), производится одновременно обрез заготовки и предварительный загиб ножки заготовки изделия на оправке 13 (фиг 1,2,4,5). При обратном ходе ползуна 16 подачи (фиг. 1,2) подпружиненный толкатель 17 за счет разжатия пружины 30 (фиг. 2) задерживает собачку 18 на каретке 21 до подхода ползуна 31 (фиг. 2) на котором закреплен подаватель 32 с выступом-сухарем 33 (фиг.2). После этого кулачок 34 (фиг. I) через рычаг ЗВ и ползун 31 (фиг.1 и 2) приводит в движение подавате 32 с выступом-сухарем 33, который перемещается, и каретку 21. несущую сооачку 18 (фиг. 1,2,5), При этом гиоочно-отрезной нож 29 осуществляет подгиб ножки в заготовке изделия под прямым углом на оправке 13 (фиг. 5). Усилием пружины 36 (фиг. I) через рычаг 35 отводится в исходное положение ползун 31 (фиг. 1,2) с подавателем 32 и выступом-сухарем 33 (фиг I и 2), после чего под действием подпружиненного штифта 20 (фиг. 2 собачка 18, поворачиваясь на оси уходит в нерабочее положение. Уси лмем пружины 37 (фиг. 2) на толкатель 38 каретка 21 (фиг. I и 2) отводится до регулируемого ограничителя 39 (фиг. 2). Пружина 40 (фиг. I) воздействует на рычаг 10, отводящий назад ползушку II (фиг. 1и 2) с держателем 12 и оправкой 13. Другая часть рабочей поверхности кулачка 22 через рычаг 23 и ползун 24 (фиг. I и 2) с закрепленной на нем обжимкой 41 осуществляет предварительный загиб сторон заготовки (фиг. 1,2 и 6). От кулачков 34 и 42 через рычаги 35 и 43 (фиг. I) приводятся в движение ползуны 31 и 44 с рычагами 45, сидящими на осях 46 (фиг. 2 и 7), и пуансоны 47 и 48, закрепленные в пазах рычагов 45, после чего осуществляется последовательная гибка боковых сторон заготовки (фиг. 2 и 7). Кулачок 49 (фиг. I) одной частью рабочей поверхности через рычаг 50 приводит в движение ползун 51 (фиг. I и 2) с регулирующими винтами- толкателями 52 (фиг. 2и 8), которые в свою очередь через сухари 53 поворачивают на осях 46 рычаги 45 и пуансонакш 47 и 48 производят окончательный загиб боковых сторон заготовки (фиг; 2 и 8). Усилием пружины 54 (фиг. I) рычаг 50 отводит пулзун 51 (фиг. I и 2) в исходное положение. Рычаги 45 (фиг. 2) отводятся в исходное положение пружинами 55 (фиг. 2), сидящими в гнездах этих рычагов. Под действием пружины 36 (фиг. I) рычагами 35 и, 43 отводятся ползуны 31 и 44 (фиг. I и 2) в исходное положение. Кулачок 49 (фиг. I) другой частью рабочей поверхности через рычаг 50 приводит в движение ползун 51 (фиг. I и 2), на котором закреплен держатель 56 с матрицей 57 (фиг. 2 и 9). Одновременно кулачок 9 (фиг. 1) другой частью рабочей поверхности через рычаг 10 приводит в движение ползушку II (фиг. I и 2) с закрепленными на нем ptmaroM 58 переменного сечения с регулирующим винтом 59 (фиг.2), который в свою очередь приводит в движение ползун 60 с формовочным пуансоном 61 (фиг. 2 и 9) для загиба под радиус ножки изделия. Пуансоны 57 и 61 заканчивают оформление радиуса ножки изделия (фиг. 10). Пружиной 40 (фиг. I) через рычаг 10 отводится в исходное положение -ползушка II (фиг. I и 2). Пружинами 54 и 62 (фиг. I и 2) отводятся в исходное положение ползуны 51 и 60. Пружиной 63 (фиг. I) через рычаг 23 отводится в исходное положе ние ползун 24 (фиг. I и 2), после чего кулачок 26 (фиг. I) другой частью рабочей поверхности через рычаг 27 и закрепленный на нем съемник 64 (фиг. I и 2) сбрасывает готовое изделие. При обратном ходе ползуна 16 подачи проволока удерживается от обратного движения зажимом 67. при водимым от кулачка 65 (фиг. I) через рычаг 66. Предварительный загиб сторон заготовки осуществляется на оправках 68, закрепленных в плите. ПРЕДМЕТ ИЗОБРЕТЕНИЯ Автомат для изготовления деталей из проволоки, содержащий смонтированные в корпусе на плите механизм подачи, механизм отрезки заготовки и механизм гибки, включающий закрепленный на ползуне и подвижный в осевом направлении обжимной пуансон и формовочный пуансон с прижимом, отличающийся тем, что, с целью повышения производительности, расширения технологических возможностей и повышения точности изготовления изделий, механизм гибки снабжен,установленной в корпусе параллельно ползуну подвижной в осевом направлении ползушкой, несущей расположенную на ее торце гибочную оправку и жестко закрепленный на ней параллельно оси подачи рычаг переменного сечения, взаимодействующий с регулировочным винтом, размещенным на формовочном пуансоне, а механизм подачи снабжен кинематически связанным с ним толкателем, выполненным в виде подпружиненноо Г-образного рычага, а также жестко связанным с механизмом подачи и установленным параллельно ему подавателем, выполненным в виде клина, несущего -выступ-сухарь, и установленной последовательно за механизмом подачи кареткой с гибочно-отрезным ножом на одном торце, а на другом - обращенном к механизму подачи - с собачкой, взаимодействующей с толкателем и выступом-сухарем подавателя.
Ti
tSj
cJ 3 Q«
ii4tt59L
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Автомат для гибки деталей из проволоки | 1986 |
|
SU1449208A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ КОНСТАНТАНОВОЙ ПРОВОЛОКИ СКОБОК И ВСТАВКИ ИХ В АСБЕСТОВЫЕ КОРОБКИ ТЕРМОБЛОКОВ | 1956 |
|
SU108681A1 |
| Универсально-гибочный автомат | 1979 |
|
SU848120A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ или ЛЕНТЫ | 1966 |
|
SU184236A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |