(54) СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ УРОВНЯ МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК
1
Изобретение относится к литейному производству, конкретнее к непрерывному литью металлов, и может быть использовано в системах автоматического управления процессом непрерывной разливки металла.
Известен способ автоматического регулирования уровня металла в кристаллизаторе, заключающийся в измерении отклонений уровня металла в кристаллизаторе от заданного значения и ликвидации этих отклонений воздействием на скорость вытягивания слитка, одновременно при выходе скорости вытягивания за границы допустимого интервала включают привод управления стопором промежуточной емкости для изменения поступления металла в кристаллизатор и, следовательно, возврата скорости вытягивания внутрь допустимого интервала I.
Известен таю;(е способ автоматического регулирования уровня металла в кристаллизаторе, заключающийся в измерении отклонений уровня металла в кристаллизаторе от заданного значения и ликвидации этих отклонений воздействием на стопор промежуточной емкости с дозирующим стаканом, находящимся в защитной или восстановительной атмосфере 2 .
Однако в процессе разливки сталей, раскисленных алюминием, при недостаточной подаче защитного инертного гаг за (например аргона), возникает интенсивное затягивание дозирующего стакана промежуточной емкости двуокисью алюминия, что вынуждает сначала до предела открывать стопор, а затем, когда регулирующие возможности стопора будут исчерпаны, остановить машину и прожигать дозирукнций стакан. При этом за счет прекращения подачи жидкого металла из промежуточной емкости в кристаллизатор находящаяся в кристаллизаторе машины часть непрерьганого слитка переохлахедается, что приводит в известных способах к ухудшению структуры этой части слитка и его браковке. В то же время избыточная подача дорогостоящего инертного газа приводит к повьпаению себестоимости отливаемого металла. .
Цель изобретения - повышение выхода годного металла.
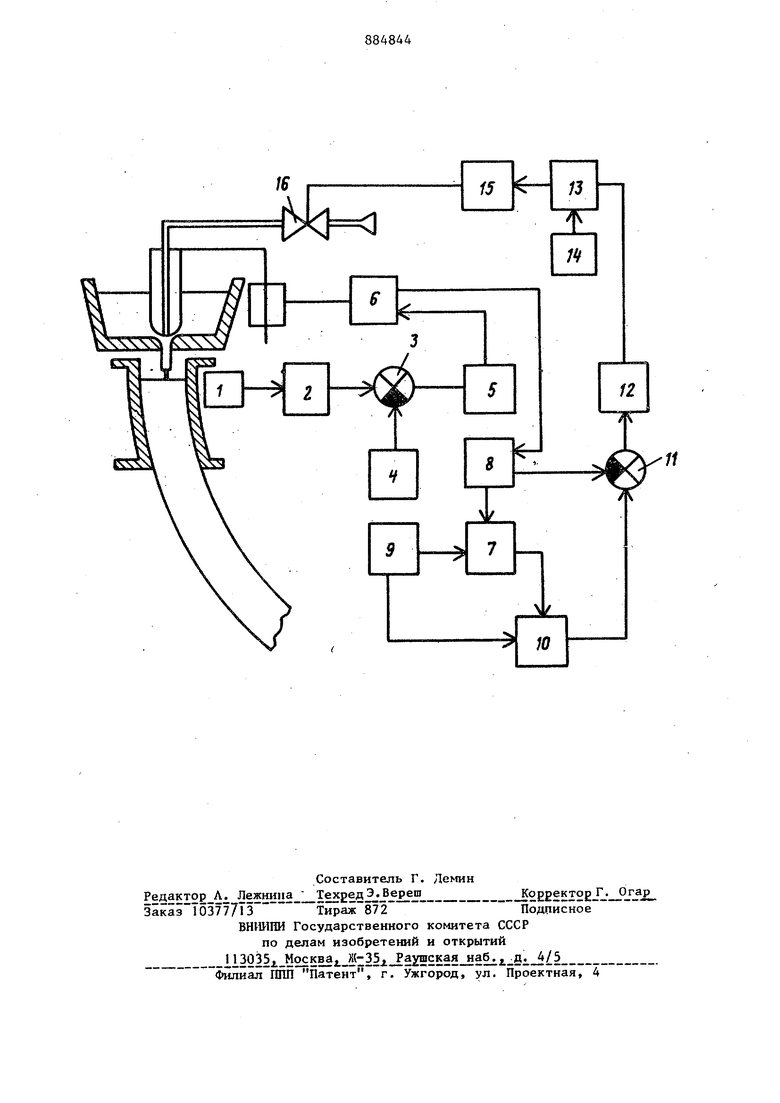
Указанная цель достигается тем, что в способ автоматического регулирования уровня металла в кристаллизаторе машин непрерывного литья заготовок, заключающийся в измерении отклонений уровня металла в кристаллизаторе от заданного значения и ликвидации этих отклонений воздействием на стопор промежуточной емкости с дозирующим стаканом, находящимся в защитной или восстановительной атмосфере, вводят периодическое с интервалом вре-мени от 50 до 200 с измерение положения стопора промежуточной емкости относительно начального равновесного положения, соответствующего заданной скорости литья, сравнивают каждое последующее положение стопора с предыду щим и в случае превьшения более чем на 0,1-0,3 мм прямо пропорционально Продолжительности интервала времени измерения, увеличивают подачу инертного газа через пробку стопора до устранения превьшения больше заданного за один период измерения. Для квадратных сечений слитка от 100x100 до 180x180 мм из низкоуглеродистых конструкционных марок стали с количеством алюминия, идущего на раскисление, не более 400 г/т стали интервал времени, целесообразный для периодического замера положения стопо ра, составляет 150-200 с. Для такой величины Интервала эффект зарастания ощутимо проявляется и достигает 0,10,18 мм. Для прямоугольных сечений величиной 175 X 420 мм и более и количеством йрисаживаемого алюминия более 600 г/т стали интервал времени, целе сообразньгй для периодического замера положения стопора, составляет 50150 с в связи с большей интенсивностью зарастания при увеличенном количестве раскисляющего материала (алюм ния) . Для такой величины интервала э фект зарастания достигает значений 0,18-0,3 мм. На чертеже показана схема устройства, реализующего предлагаемый способ.
Устройство содержит датчик 1 уровня металла в кристаллизаторе, преобразователь 2 напряжение-ток, схему 3 сравнения, задатчиК 4 уровня,пропорционально-интегральный регулятор 5, исполнительный механизм 6, аналого-цифровой преобразователь 7, второй преобразователь 8 напряжение-ток, программный задатчик 9, цифроаналоговый преобразователь 10, схемы I1 сравнения, астатический регулятор 12, сумматор 13, задатчик 14 расхода инертного газа, исполнительный механизм 15 и вентиль 16 расхода газа. Устройство работает следующим образом.
Сигнал с датчика 1, измеряющего уровень металла в кристаллизаторе, через преобразователь 2 напряжениеток поступает на вход схемы 3 сравнения. Одновременно на схему 3 сравнения поступает сигнал с задатчика 4 уровня и сигнал разбаланса со схемы 3 сравнения поступает на вход пропорционально-интегрального регулятора 5, который в зависимости от знака сигнала разбаланса управляет исполнительным механизмом 6. Сигнал об изменении положения стчэпора с исполнительного механизма 6 поступает через второй преобразователь 8 напряжение-ток одновременно на вход аналого-цифрового преобразователя 7 и на вход другой схемы 11 сравнения.Программный задатчик 9 (,с периодом 50-200 с) вырабатывает импульсные сигналы обнуления и включения аналого-цифрового преобразователя 7 и после завершения в нем процесса измерения сигнал включения цифроаналогового преобразователя 10 для приема им информации от преобразователя 7 и аналоговый сигнал поступают на вторую схему 11 сравнения. Сигнал разбаланса со второй схемы 11 сравнения, пропорционапьньв изменению положения стопора за период времени и задаваемый программным, задатчиком 9, поступает на вход астатического регулятора 12, и если . сигнал больше зоны нечувствительности астатического регулятора 12, которая устанавливается на заданном уровне, соответствующем 0,1-0,3 мм хода исполнительного механизма, то астатический регулятор 12 срабатывает и сигнал поступает на вход сумматора 13. На второй вход сумматора 13 поступает сигнал с задатчика 14 расхода инертного газа для данной скорости разливки стали. Сигнал с сумматора 13 через другой исполнительный механизм 15 управляет вентилем I расхода газа, подаюгцим инертный газ через пробку стопора к дозирующему стакану. Предлагаемый способ автоматического регулирования уровня металла в кристаллизаторе машин непрерывного литья заготовок обеспечивает повышение выхода годного металла с установ ки за счет ликвидации затягивания дозирукицего стакана промежуточной ем кости шлаком, что исключает прожигание дозирующего стакана промежуточно емкости, а следовательно, снижение скорости разливки металла и прекращение подачи металла в кристаллизатор. Кроме того, за счет регулирования подачи инертного газа через проб ку стопора к дозирующему стакану сто имость инертного газа снижается, что обеспечивает снижение себестоимо ти непрерывного слитка. Формула изобретения Способ автоматического регулирова ния уровня металла в кристаллизаторе машин непрерывного литья заготовок. 46 заключающийся в измерении отклонений уровня металла в кристаллизаторе от заданного значения и ликвидации этих отклонений воздействием на стопор промежуточной емкости с дозирующим стаканом, находящимся в защитной или восстановительной атмосфере, о т л ич .а ю щ и и с я тем, .что, с целью повышения выхода годного металла, периодически с промежутком времени от 50 до 200 с измеряют положение стопора промежуточной емкости относительно начального равновесного положения, соответствующего заданной скорости литья, сравнивают каждое последующее, положение стопора с предыдущим ив случае превышения более чем на 0,10,3 мм прямо пропорционально продолжительности интервала времени измерения, увеличивают подачу инертного газа через пробку стопора до устранения превышения больше заданного за один период измерения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 220435, кл. В 22 D П/16, 1972. 2.Краснов Б.И. Оптимальное управление режимами непрерывной разливки стали. М., Металлургия, J975, с. 107-108.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |
| Устройство автоматического регу-лиРОВАНия уРОВНя МЕТАллА B КРиСТАл-лизАТОРЕ МАшиНы НЕпРЕРыВНОгО лиТьязАгОТОВОК | 1979 |
|
SU804189A1 |
| Устройство для автоматической подачи металла в промежуточную емкость машины непрерывного литья металла | 1980 |
|
SU908496A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
| Система для автоматического управления машиной непрерывной разливки стали | 1963 |
|
SU512467A1 |
| Устройство автоматического регулирования уровня металла в промежуточной емкости установки непрерывной разливки металла | 1976 |
|
SU623636A1 |
| Способ управления разливкой металла в кристаллизатор машины непрерывного литья заготовок | 1985 |
|
SU1466638A3 |
| Электромеханическое устройство для управления поддоном установки непрерывного литья металла | 1980 |
|
SU899251A1 |