соединен с входами первого и второго пороговых элементов, выход первого порогового элемента соединен с первым пускателем, выход которого соединен с нагревателями, выход второго
порогового элемента соединен с входом второго пускателя, выход которого через исполнительный механизм соединен с вентилем подачи инертного газа через пробку стопора.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования уровня металла в кристаллизаторе машин непрерывного литья заготовок | 1980 |
|
SU884844A1 |
| Устройство автоматического регу-лиРОВАНия уРОВНя МЕТАллА B КРиСТАл-лизАТОРЕ МАшиНы НЕпРЕРыВНОгО лиТьязАгОТОВОК | 1979 |
|
SU804189A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок | 1984 |
|
SU1214318A1 |
| Способ автоматического управления процессом непрерывной разливки металла и устройство для его осуществления | 1984 |
|
SU1284654A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1986 |
|
SU1353568A2 |
| Система для автоматического управления машиной непрерывной разливки стали | 1963 |
|
SU512467A1 |
1. Способ регулирования температ туры жидкой стали, разливаемой на машине непрерывной разливки, заключающийся в том, что изменяют положение стопора в промежуточной емкости в зависимости от уровня металла в кристаллизаторе, изменяют подачу инертного газа через пробку стопора, отличающийся тем что, с целью повьшения производительности машин непрерывного литья и улучшения качества металла, дополнительно измеряют скорость вытягивания слитка, вычисляют заданное значение положения стопора с учетом измеренной скорости и при превышении вычисленного заданного значения положения стопора над измеренньм значением положения стопора увеличивают температуру металла воздействием на нагре- . ватель, а при уменьшении вычисленного заданного значения положения стопора над измеренным увеличивают подачу инертного газа через пробку стопора. 2. Устройство регулирования температуры жидкой стали, разливаемой на машине непрерьюной разливки, содержащее датчик уровня металла в кристаллизаторе, соединенный с входом преобразователя напряжение-ток, выход которого соединен с первым входом регулятора уровня металла в кристаллизаторе, второй вход которого соединен с выходом задатчика уровня металла в кристаллизаторе, выход регулятора уровня металла в кристаллизаторе соединен с исполнительным механизмом перемещения стопора, (Л исполнительный механизм вентиля подачи инертного газа через пробку стопора, отличающееся тем, что, с целью повьшения производительности машин непрерывного литья и улучшения качества металла, оно допо шительно содержит датчик положения стопора, первый пускатель, нагреватель, второй пускатель, блок двухпредельной сигнализации, который содержит первый и второй порговые элементы, злемент сравнения, датчик скорости, выход которого соединен с первым входом блока вычисления положения стопора, второй вход которо го соединен с выходами задатчиков козффициента пропорциональности, сечения слитка, удельного веса металгла, выход блока вычисления стопора соединен с первым входом элемента сравнения, выход датчика положения стопора соедииен с вторым входом элемента сравнения, выход которого
Изобретение относится к металлур гии, а именно к непрерывной разливк металлов или других жидких Материалов и сплавов. Известно устройство, реализую- щае способ автоматического регулирования уровня металла в кристаллиз торе машины непрерьшного литья заго вок , содержащее датчик уровня металла в кристаллизаторе, прербразова- тель напряжение-ток, схему сравнения, задатчик, астатический регулятор, исполнительный механизм перемещения стопора .промежуточной емкости, нелинейный преобразователь типа зона нечувствительности, второй астатический регулятор электропривода тянущих клетей, программный задатчик, низкочастотный генератор прямоугольных колебаний 1 J. Известен способ, заключающийся в том, что измеряют уровень металла в кристаллизаторе, сравнивают его с заданным значением и отрабатьдаают отклонение измеренного уровня металла от заданного воздействием на исполнительный механизм перемещения стопора, при достижении значениями отклонений измеренного, уровня металла от заданного значительных величин воздействием на электропривод тянущих клетей изменяют скорость вытягивания слитка для стабилизации уровня металла, а также для смывания обра зовавшихся настьшей металла между пробкой стопора и седлом дозирующего стакана, исполнительный механизм перемещения с топора осуществ ляет интенсивное, со значительной скоростью перемещение стопора около его стационарного положения { Недостатком этого устройства и . способа, им реализованного, является довольно сложная в эксплуатации сиетема восстановления характеристики стопорной пары, которая периодически изменяется, а кроме того, не учитыва ется ряд технологических факторов, например, размьшание разливочного стакана. Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является способ Автоматического регулирования уровня металла в кристаллизаторе машин непрерьшного литья заготовок, заключающийся в измерейии уровня металла в кристаллизаторе, в сравнении измеренного уровня металла с заданным значением и отработке отклонений измененного уровня металла от заданного воздействием на стопор промежуточной емкости с дозирующим стаканом, измерении положения стопора промежуточной емкости,, сравнении измеренного значения, с заданным и в случае превышения измеренного значения над заданным воздействуют на вентиль для увеличения подачи инертного газа стопор 2 Устройство, реализующее известньй способ автоматического регулирования уровня металла в кристаллизаторе машин непрерьшного литья заготовок, содержит датчик уровня металла в кристаллизаторе, эадатчик уровня металла в кристаллизаторе, элемент сравнения, преобразователь напряжекие-ток, регулятор, исполнительный механизм перемещения стопора, причем выход датчика уровня металла в кристаллизаторе через преобразователь напряжение-ток соединен с первым входом Элемента сравнения, второй вход которого соединен с выходом задатчика уровня металла в кристаллизаторе выход элемента сравнения соединен, со входом регулятора уровня, выход которого
соединен с исполнительным механизмом перемещения стопора С 2.
Недостатком известного способа и устройства, его реализуюв его, является тот факт, что регулирование ведется по уровню металла в кристал лизаторе без учета температурных значений технологического процесса.
Цель изобретения повышение производительности машин непрерьшног литья и улучшение качества металла.
Поставленная цель достигается тем что согласно способу регулирования температуры жидкой стали, разливаемо на машине непрерьшной разливки, за ключающемуся в том, что изменяют положение стопора в промежуточной емкости в зависимости от уровня металла в кристаллизаторе, изменяют подачу инертного газа через пробку стопора, дополнительно измеряют скорость вытягивания слитка, вычисляют заданное значение положения стопора с учетом измеренной скороети и при превьш1ении вычисленного заданного значения положения стопора над измеренным значением положения стопора увеличивают температуру металл воздействием на нагреватель,а при уменшении вычисленного заданного значения положения стопора над измеренным увеличивеиот подачу инертного газа через пробку стопора.
Устройство регулирования температуры жидкой стали, разливаемой на машине непрерьшной разливки, содержащее датчик уровня металла в кристаллизаторе, соединенный с входо преобразователя напряжение-ток, выхо которого соединен с первьм входом регулятора уровня металла в кристаллзаторе, второй вход которого соедине с выходом задатчика уровня металла в кристаллизаторе, выход регулятора уровня металла в кристаллизаторе соединен с исполнительным механизмом перемещения стопора, исполнительный механизм вентиля подачи инертного газа через пробку стопора, дополнительно содержит датчик положения стопора, первый пускатель, нагреватель, второй пускатель, блок двухпредельяой сигнализации, который содержит первый и второй пороговые элементы, элемент сравнения, датчик скорости, выход которого соединен с первым входом блока вычисления положения стопора, второй вход которого соединен с выходами задатчиков коэффициента пропорциональности, сечения слитка, удельного веса металла, выход блока вычисления стопора соединен с аервым входомэлемен та сравнения, выход датчика положени стопора соединен с вторым входом злемёнта сравнения, выход которого соединен с входами первого и второго пороговых элементов, выход первого порогового элемента соединен с первы пускателем, выход которого соединен с нагревателями, выход второго порогвого элемента соединен с входом второго пускателя, выход которого через исполнительный механизм соеди- йен с вентилем подачи инертного газа через пробку.стопора.
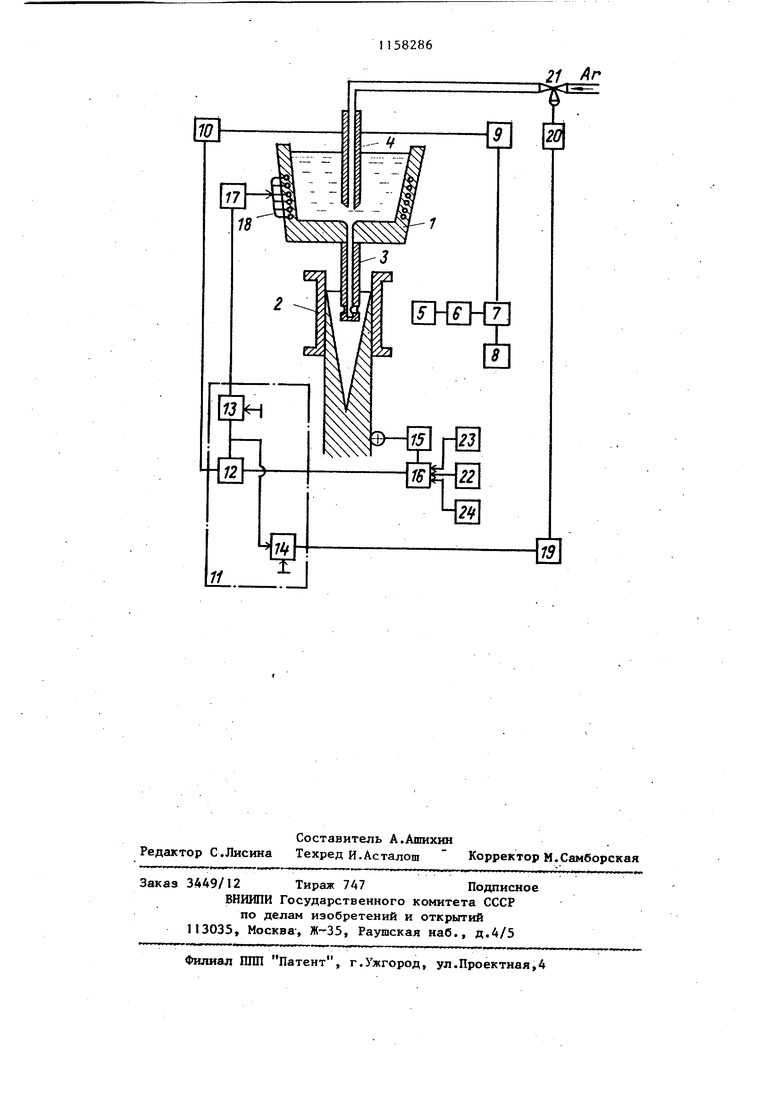
На чертеже изображена блок-схема предлагаемого устройства, реализующе го способ регулирования температуры жидкой стали, разливаемой на машине непрерьшной разливки.
Устройство регулирования температуры жидкой стали, разливаемой на машине непрерывной разливки, реализующее способ, содержит промковш 1, из которого жидкий металл поступает в кристаллизатор 2 через разливочный стакан 3 с помощью регулировочного органа - стопора 4, датчик 5 уровня металла в кристаллизаторе, преобразователь 6 напряжение - ток, регулятор 7 уровня, задатчик 8 уров ня металла в кристаллизаторе, исполнительный механизм 9 изменения положения стопора 4, датчик 10 положения стопора, блок П двухпредель- ной сигнализации тип БДП, состоящий из элемента 12 сравнения, и пороговых элементов 13 и 14, датчик 15 скорости вытягивания слитка, блок 16 вычисления положения стопора, первый пороговый элемент 13 максимального значения положения стопора, первый пускатель 17, нагреватель I8, второй пороговый элемент 14 минимального значения положения стопора, второй пускатель 19, исполнительный механизм 20, вентиль 21, задатчики 22 - 24 соответственно коэффициента пропорциональности К, сечения слитка и удельного веса металла. При работе системы стабили зации уровня металла в кристаллизаторе каждому значению скорости разливки соответствует определенное значение расхода металла через
51
стопорную пару промковша tJ/V . При этом, в соответствии с расходной характеристикой стопорной пары, каждому значению расхода срответ ствует определенное положение стопора.
В простейшем случае расходная характеристика стопорной пары описьшается линейно.зависимостью
вида
Ci КН , (1 ) .
где k коэффициент пропорциональ.
ности, кг/мин.мм. Расход металла через стопорную пару при работе стабилизирующего регулятора уровня определяется по формуле G; vsy , (2) где V скорость вытягивания, м/мин;
5 сечение слитка,
кг
у удельный вес металла, .
При этом положение стопора опре деляется выражением
V-S
(3
Н R
Оно характеризует оптимальные ; условия работы стопорной пары без зарастания или размьшания. Отклоне ние положения стопора от этого значения свидетельствует о зарастании или размывании стопорной пары, что может быть скомпенсировано соответствующим изменением температуры металла в промковше.
Устройство, реализующее способ регулирования температуры жидкой стали, разливаемой на машине непрерывной разливки, работает следующим образом.
Сигнал с датчика 10 значения заданного оптимального положения стопора сравнивается в элементе 12 сранения с сигналом, рассчитанным в блоке 16 и реализующим формулу (3 )
582866
и в случае превьшения срабатывает первый пороговый элемент 13 с зоной нечувствительности, рассчитанной на максимальное значение положения стопора, что свидетельствует о зарастании стопорной пары. Включается первый пускатель 17 обмотки нагревателя 18, повышается температура металла и устраняется зарастание. При превьше НИИ заданного оптимального значения положения стопора, рассчитанного в блоке 16 вьгаисления положения стопора над измеренным положением стопора,снимаемого с выхода датчика 10 полоЧ женин,срабатывает также первый порого,вый элемент I 3 и второй пороговый элемент 14 с зоной нечувствительности, рассчитаннойна минимальное значение положения стопора, что свидетель20 ствует о размывании стопорной пары. Включается второй пускатель 19, и исполнительный механизм 20, открьшает вентиль 2 для подачи инертного газа через пробку стопора 4 к дозирующему
стакану, что снижает температуру и восстанавливает оптимальное значение положения стопора 4.
Таким образом, изменение положения 30 регулирующего органа относительно заданного значения является показателем температуры разливаемого на машине непрерывного литья металла и, воздействуя на температуру металла, 5 т.е. охлаждая его или подогревая,осуществляют более стабильное ведение технологического процесса, повьшгая производительность и улучшая качество литой заготовки. Экономический 0 эффект от использования изобретения составляет 128 тыс. руб. в цехе производительностью 2 млн.т. литых слябов в год повьш1ения производительности на 1%.
/L.J
| I | |||
| Устройство автоматического регу-лиРОВАНия уРОВНя МЕТАллА B КРиСТАл-лизАТОРЕ МАшиНы НЕпРЕРыВНОгО лиТьязАгОТОВОК | 1979 |
|
SU804189A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ автоматического регулирования уровня металла в кристаллизаторе машин непрерывного литья заготовок | 1980 |
|
SU884844A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
