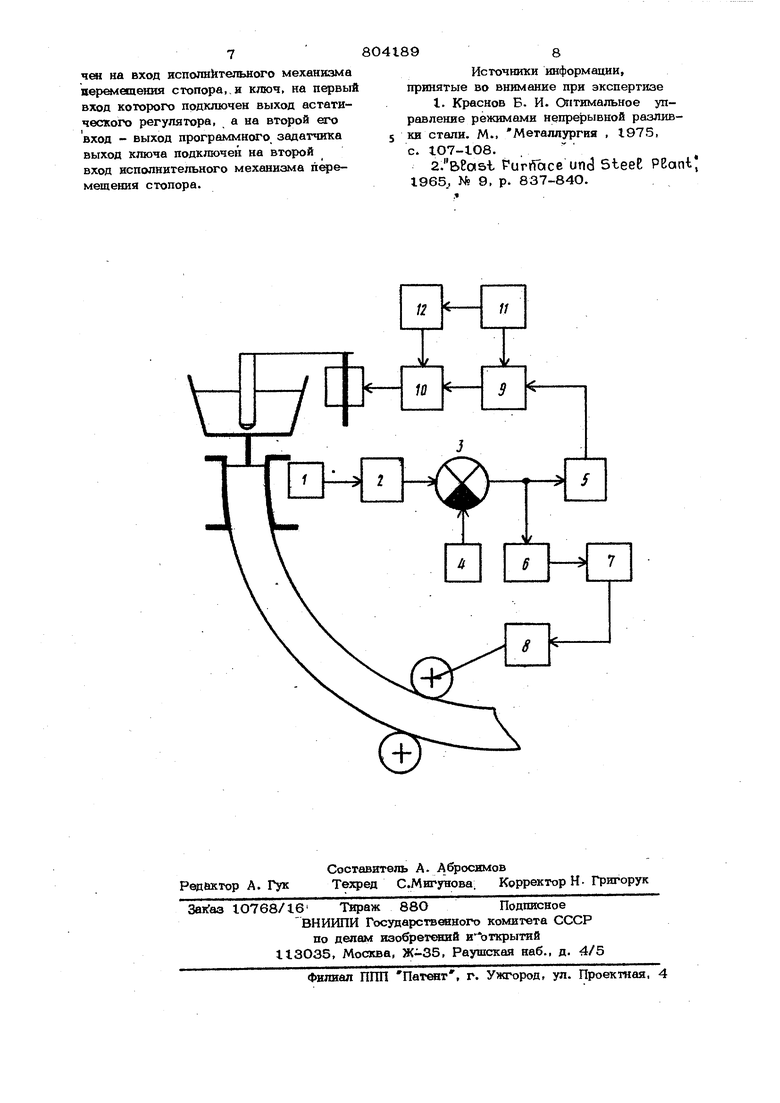
(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ УРОВНЯ МЕТАЛЛА В КРИСТАЛЛШАТС Е МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ег на качество отпиваемого слитка, и закгаочается в том, что используемые, на промежуточных емкостях машина неnpepiiinoTO -литья заготовок изгоговленные из огнеупорного материала донные дозирующие стаканы и стопоры. образующие стопорные пары, имеют весьма незначительный рабошй ход стопора, ие превышающий 8-10 мм. За пределами этого хода стопор выходит из зоны дросселирования, и жидкий металл поступает/ через дозирующий стакан в кристаллизатор полным потоком. Таю1м образом, в рабочем режиме дозирование металла происходит через узкую колькевую щель, образованную пробкой стопора и седлом доз1фуюшего стакана. В этих условиях для качественного управления процессом отдельные управляющие воздействия на стопор со стороны регулятора дол)шы liMeTb весьма незначительную величину, обеспечивающую перемещение стопора не более, чем на О,1О,2 мм. С учетом того,, что современны регуляторы имеют некоторую минимальну во времени д)штельцость управляющего воздействия (не меньшую О,05-О;1с), скорость исполнительных механизмов пе ремещения стопора выбирается в пре-;, делах 1-2 мм/с. В совокупности эти фак торы (дозирование через узкую кольцеву щель -незначительные по величине и по скорости перемещения стопора) приводят к тому, что кольцева щель в процессе разливки интенс гшно перекрывается кристалгшаующимся метал лом (настылями) и неметалличесзсими, включениями, оседающими на рабочих по верхностях огнеупорных частей стопорной пары в . связи с их пониженной по отношению к жидкому металлу температурой (так называемый .эффект зарастания стопорной пары) i При этом-, сопутствующий указанному процессу зарастания подъем стопора, компенсирующий перекрытие кольцевой щели, на дает существенного эффекта из-за относительно небольщих скоростей его подъема, ко торые оказываются меньшими, чем скорость I зарастания кольцевой щели.. Ли при выходе,м стопора из зоны дросселиро вания и подъеме его до значительной ве личины мостики закристаллизовавшего ся металла и неметаллических включени разрываются под действием ферросгатического давления, и почти полностью перекрытая струя металла из промежуточной емкости сменяется полной струей В результате в кристаллизатор сразу же 94 попадает большое количество жидкого металла, что вызывает резкое повышение уровня, сменяющее наметившийся ранее процесс его понижения. Все это вызывает интенсивную работу контура управления электроприводом тянущих клетей, который начинает знакопеременно (вслед за колебаниями уровня) изменять скорость у1саза11ного электропривода. Рассмотренный процесс носит стохастический, но устойчивый характер, на отечественных огнеупорах прослеживаются частоты О,05-О,2 Гц. Резулв атом такой работы рассмотренного устройства автоматического регулирования уровня металла в кристаллизаторе является ярко вьфаженная осевая рыхлость непрерывного слитка и завороты металла на поверхности затвердевшей его оболочки. Последнее обстоятельство приводит к необходимости огневой или механической зачистки поверхности непрерывного слитка. Цель изобретения - повышение выхода годного металла и его качества. Указанная цель достигается .тем, что в устройство автоматического регулирования уровня металла и кристаллизаторе машшгы непрерывного литья заготовок, содержащее датчик уровня металла в кристаллизаторе, преобразователь напряжение-ток, схему сравнения, задатчшс, астатический регулятор, испольштельный механизм перемещения стопора промежуточной емкости, нелинейный преобразователь типа зона нечувствительности, второй астатический регу/штор, воздействующий на электропривод тянущих клетей, дополнительно введены программный задатчик,, низкочастотный генератор прямоугольных колебаний, на вход которого подключен первый выход программного задатчика, выход же генератора прямо: угольных колебаний подключен на вход исполнительного механизма перемещения стопора,, и ключ, на первый вход которого подключен выход астатического регулятора, а на второй его. вход - второй выход программного задатчика, выход ключа поаключен на второй вход исполнительного механизма перемещения стопора. На чертеже изображена схема устройства. Устройство содержит датчик I уровня металла в кристаллизаторе, преобразователь 2 напряжение-тоК, на вход которого подключен выход датчика I, схему 3 сравнения, на первый вход которой Под ключен выход преобразователя 2, а на второй вход - выход задагчтса 4 уровня, выход схемы 3 сравнешя подключен на вход астатического регулятора 5 и на вход блока 6 зона нечувствительности , выход Которого подключен на вход второго астатического регулятора 7, который подключен на вход электропривода 8 тянущих клетей, выход астатического регулятора 5 подключен на первый вход ключа 9, выход которого подключен на первый вход исполнительного механизма 10 перемещения стопора, на второй вход ключа 9 подключен выход программного задатчика II, второй выход которого подключен на вход генератора 12 прямоугольных колебаш1Й , выход же генератора 12 под1 лючен на второй вход исполнительного механизма 10 перемацетшя стопора. Устройство работает следующим образом . Изменения уровня металла в кристал/шзаторе фиксируются датчиком 1, сигнал с выхода которого через преобразователь 2 напряжение-ток поступает на вход 3 сравнения и, алгебраически суммируясь с сигналами задатчика 4 уровня, проходит на астатический регулятор 5 и блок 6 зона нечувствительности . Далее с выхода астатического регулятора 5 сигнал отклонения уровня через ключ 9 проходит на исполнительный механизм 10 который перемещает стопор промежуточно емкости в направлении восстановления заданного значения уровня металла в кристаллизаторе. Если при этом отклонеШ1Я уровня выходят за пределы зотаг нечувствительности устанавливаемой блоком б, вступает в работу астатический регулятор, 7, который, воздействуя на электропривод 8 тянущих клетей, путетл изменения скорости вытягивания слитка из кристаллизатора способствует ускоренной стабилизашш уровня металла около заданного значения. Параллельно этому процессу стабилиза1йм уровня периодически по командам от прюграммного задатчика 11 ключ 9 отключает на выход астатического регулятора 5 от исполнитель ного механизма 1О перемещения стопора при этом включается генератор 12 прямоугольных колебаний, подключенный на вход исполнительного механизма 10 перемещения стопора и используемый для скоростного возвратно-поступательного перемещения стопора. При образован1ш настылей металла, образовавшихся между пробкой стопора и седлом дозирующего стакана, по командам от генератора 12 прямоу1 ольньгх колебаний исполнительный механизм 10 перемицения стопора на шнает интенсивно, со значительной скоросп.ю перемещать стопор промежуточной емкости около его сташюнарного положения, в результате чего жидкий металл смывает настыли. При этом расходные характеристики стопорной пары восстанавливаются, и подача металла в кристаллизатор в дальнейшем идет достаточно стабилт ной во времени струей, соответствующей нагрузке . Кроме того, за счет уменьшения осевой, рыхлости виутронпяя структура слитка заметно улучшается, а поверхность его содержит меньще за/ШБЛН;Пр1шагаемое техническое реигёние являег-ся более прогрессивным, чем все известные в настошцее время системы . стабилизашш уровня металла D кристаллизаторе с воздействием на стопор промежуто пюй емкости, так как позволяет ка чествешю регулировать уровень нсидкого металла в. кристаллизаторе мвшшгы не(прерывного литья заготовок. Кроме того, в 1,5-2 рази увелиШвае1х;я срок службы огнеупорных чпстей стопорной пары за счет своевременного удаления настылей металла с их рабоuixX поверхностей. Формула и.3 обретения Устройство автоматического рег тшрования уровня металлу в кристаллизаторе машины непрерывного литья заготовок, содержшцее даг-чик уровня металла в кристаллизаторе, преобразователь наггряжение-ток, схему сравнения, задатчик, астатический регулятор, исполнительный механизм пер«у1е1цения стопора, воздействующий на стопор промежуточной емкости, нелинейный преобразователь типа зона нечувствительности , второй астатический регулятор, воздействующий на электрюпривод тянущих клетей, отличающееся тем, что, с целью повышения выхода годного.мвгалла и его , в него дополнительно введены программный задатчик, низкочастотный генератор прямоугольных колебаний, на вход которого подключен первый выход программк{яч задатчика, выход же генератора прямоугольных колебаний подключва на вход исполнительного механизма перемещения стопорами ключ, на первый вход которого подключен выход астатичесжого регулятора, а на второй его вход - выход программного, задатчика выход ключа подключен на второй вход нсполнительного механизма перемещения стопора.
Источники информации, принятые во внимание при экспертизе
I. Краснов Б. И. Оптимальное управление режимами непрерывной разливKB стали. М., Металлургия , 1975, с. 1О7-1О8.
2.&East Puriface und SteeE PBant 1965, NO 9, p. 837-840.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок | 1984 |
|
SU1214318A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Устройство для автоматической подачи металла в промежуточную емкость машины непрерывного литья металла | 1980 |
|
SU908496A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Способ автоматического регулирования уровня металла в кристаллизаторе машин непрерывного литья заготовок | 1980 |
|
SU884844A1 |
| Система для автоматического управления машиной непрерывной разливки стали | 1963 |
|
SU512467A1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
