1114
Изобретение относится к области переработки полимерных материалов литьем под давлением и может быть использовано в химическом машиностроении.
Известна литьевая форма для изготовления полимерных изделий с внутренней резьбой, содержащая подвижную и неподвижную плиты, резьбовые знаки и механизм их вращения, включающий электропривод.
Известная литьевая форма сложна по конструкции и имеет большие габариты из-за наличия электропривода для вращения резьбовых знаков.
Ближайшей по технической сзпдности и достигаемому результату к изобретению является литьевая форма для изготовления полимерных изделий с внутренней резьбой, содержащая подвижную и неподвижную плиты, резьбовые знаки и механизм их вращения, выполненный в виде ведомых шестерен, установленных на резьбовых знаках и находящихся в зацеплении с ведущей шестерней, установленной на гайке ходового винта, закрепленного в неподвижной плите. В указанной литьевой форме вращение резьбовых знаков осуществляется при раскрытии формы за счет передачи вращения от ходового винта через зубчатую передачу резьбовым знакам. Отсутствие электропривода для вращения резьбовых знаков упрощает конструкцию литьевой формы и сокт ращает ее габариты.
Недостатком известной литьевой формы является недостаточная производительность, являющаяся следствием ограничени я гнездности формы. Основным ограничением роста гнездности литьевых форм, имеющих механизм вращения резьбовых знаков с приводом от раскрытия формы, является усилие раскрытия литьевой машины. Усилие это .сравнительно небольшое, а в известной литьевой форме резьбовые знаки установлены в ведомых шестернях механизма вращения неподвижно и при одновременном их выворачивании требуется большое усилие раскрытия литьевой машины. Поэтому литьевые формы проектируются такой гнездности, какую может позволить усилие раскрытия применяемой литьевой машины. Усилие, необходимое для вьторачивания резьбовых знаков, максимально в первый момент, момент троганья с места
42
резьбовых знаков, при дальнейшем выворачивании их усилие снижается. Таким образом, одновременное выворачи резьбовых знаков, требующее значительного усилия, ограничивает производительность известной литьевой формы.
Цель, изобретения - повьшение производительности литьевой формы за счет увеличения ёе гнездности.
Достигается указанная цель благодаря тому, что в литьевой форме ;щя изготовления полимерных изделий с внутренней резьбой, содержащей подвижную и неподвижную плиты, резьбовые знаки и механизм их вращения, выполненный в виде ведомых шестерен, установленных на резьбовых знаках и находящихся в зацеплении с ведущей шестерней, установленной на гайке ходового винта, закреплённого в неподвижной плите, согласно изобретению, ведомые шестерни соединены с резьбовыми знаками шпоночным соединением, причем ряд ведомых шестерен смонтирован с возможностью поворота относительно резьбовых знаков посредством вьтолненных в ведомых шестернях дугообразных пазов различных узлов раскрытия под шпонки ведомых шестерен, при этом ведомые шестерни с одинаковым углом раскрытия дугообразного паза расположены равномерно по окружности относительно ведущей шестерни, а угол раскрытия дугообразного паза каждой ведомой шестерни отличен от угла раскрытия дугообразного паза смежной ведомой шестерни.
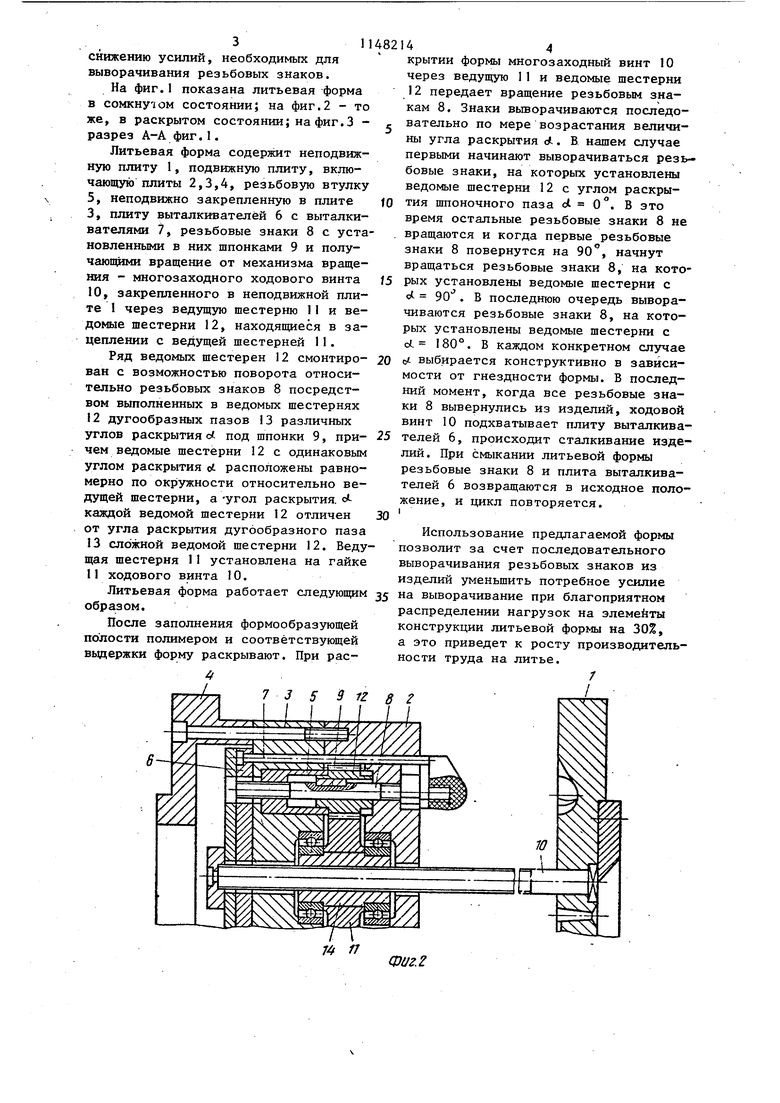
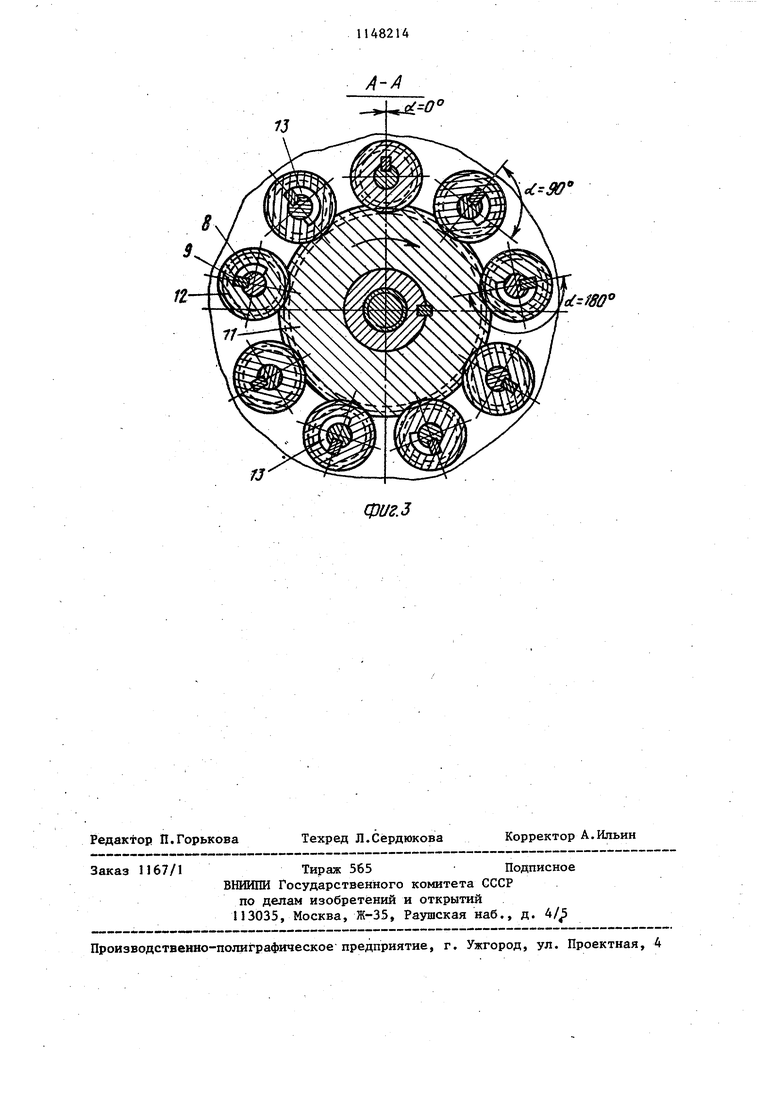
Монтаж ряда ведомых шестерен с возможностью поворота относительно резьбовых знаков посредством выполненных в ведомых шестернях дугообразных пазов различных углов раскрытия под шпонки резьбовых знаков позволяет вьшорачивать резьбовые знаки не одновременно все сразу, а последовательно, группами, что снижает потребное усилие для вывЪрачивания резьбовых знаков и позволяет увеличить гнезднрсть .-.формы. А расположение ведомых шестерен с одинаковым углом раскрытия дугообразного паза равномерно по окружности ведет к тому, что радиальные усилия в зубчатых зацеплениях, действующие на ведущую шecтepнюi взаимно уравновешиваются, что создает благоприятные условия для работы последней, способствуя снижению усилий, необходимых для выворачивания резьбовых знаков. На фиг.1 показана литьевая форма в сомкнутом состоянии; на фиг.2 - то же, в раскрытом состоянии; на фиг.3 разрез А-А фиг.1. Литьевая форма содержит неподвижную плиту 1, подвижную плиту, включающую плиты 2,3,4, резьбовую втулку 5, неподвижно закрепленную в плите 3, плиту выталкивателей 6 с выталкивателями 7, резьбовые знаки 8 с уста новленными в них шпонками 9 и получаюпщми вращение от механизма вращения - многозаходного ходового винта 10, закрепленного в неподвижной плите 1 через ведущую шестерню 11 и ведомые шестерни 12, находящиеся в зацеплении с ведущей шестерней 11. Ряд ведомых шестерен 12 смонтирован с возможностью поворота относительно резьбовых знаков 8 посредством выполненных в ведомых шестернях 12 дугообразных пазов 13 различных углов раскрытияd под шпонки 9, при- 25 чем ведомые шестерни 12 с одинаковым углом раскрытия ot расположены равномерно по окр ужности относительно ведущей шестерни, а -угол раскрытия. о каждой ведомой шестерни 12 отличен от угла раскрытия дугообразного паза 13 сложной ведомой шестерни 12. Ведущая шестерня 11 установлена на гайке II ходового винта 10. Литьевая форма работает следующим 35 на образом. После заполнения формообразующей полости полимером и соответствующей вьодержки форму раскрывают. При рас144 крытии формы многозаходный винт 10 через ведущую I1 и ведомые шестерни 12 передает вращение резьбовым знакам 8. Знаки выворачиваются последовательно по мере возрастания величины угла раскрытия , В нашем случае первыми начинают выворачиваться резьбовые знаки, на которых установлены ведомые шестерни 12 с углом раскрытия шпоночного паза d 0°. В это время остальные резьбовые знаки 8 не вращаются и когда первые резьбовые знаки 8 повернутся на 90°, начнут вращаться резьбовые знаки 8, на которых установлены ведомые шестерни с с 90. В последнюю очередь выворачиваются резьбовые знаки 8, на которых установлены ведомые шестерни с Ы. 180°. В каждом конкретном случае 0 выбирается конструктивно в зависимости от гнездности формы. В последний момент, когда все резьбовые знаки 8 вывернулись из изделий, ходовой винт 10 подхватывает плиту выталкивателей 6, происходит сталкивание издеЛИЙ. При смыкании литьевой формы резьбовые знаки 8 и плита выталкивателей 6 возвращаются в исходное положение, и цикл повторяется. I Использование предлагаемой формы позволит за счет последовательного выворачивания резьбовых знаков из изделий уменьшить потребное усилие выворачивание при благоприятном распределений нагрузок на элемейты конструкции литьевой формы на 30%, а это приведет к росту производительности труда на литье.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU730580A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1388317A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма для изготовления изделий с резьбой | 1976 |
|
SU596458A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1981 |
|
SU1013298A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Пресс-форма для изготовления полимерных изделий с резьбой | 1982 |
|
SU1039728A1 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ, содержащая подвижную и неподвижную плиты, резьбовые знаки и механизм ихвращения, вьтолненный в виде ведомых шестерен, установленных на резьбовых знаках и находящихся в зацеплении с ведущей шестерней, установленной на гайке ходового винта, закрепленного в неподвижной пли(Те, отличающаяся тем, что, с целью повьш1ения производительности литьевой формы за счет увеличения ее гнездности, ведомые шестерни соединены с резьбовыми знаками шпоночным соединением, причем ряд ведомых шестерен смонтирован с возможностью поворота относительно резьбовых знаков посредством выполненных в ведомых шестернях дугообразных пазов различных углов раскрытия под шпонки ведомых шестерен, при этом ведомые шестерни с одинаковым углом раскрытия дугообразного паза расположены равномерно по окружности отно сительно ведущей шестерни, а угол раскрытия дугообразного паза каждой ведомой шестерни отличен от угла раскрытия дугообразного паза смежной ведомой шестерни. 4 00 to i
| Завгородний В.К | |||
| Механизация и автоматизация переработки пластических MacCj М,, Машиностроение, 1964, с | |||
| Двигатель внутреннего горения | 1921 |
|
SU450A1 |
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU273A1 |
| ЛИТЬЕВАЯ ФОРМА | 1972 |
|
SU419408A1 |
| Солесос | 1922 |
|
SU29A1 |
