1
Изобретение относится к оборудованию для сварки труб и других цилиндрических изделий, а именно к устройствам для формирования обратной стороны шва.
Известно устройство для формирования обратной стороны сварочного шва, содержащее основание, корпус и подкладку, выполненную в виде бесконечной эластичной ленты, соединенную с механизмам лоджима, -выполненным в виде силовых цилиндров.
Предложенное устройство позволяет повысить качество сварных соединений при сварке кольцевых стыков благодаря тому, что корпус выполнен в виде штанги с жестко закрепленной на ней и концентричной с ней обечайкой, на корпусе с возможностью независимого поворота относительно него укреплено коромысло, изогнутое по дуге окружности, концентричной свариваемому стыку, причем на поверхности обечайки равномерно размешены силовые цилиндры механизма поджима, связанные с равномерно укрепленными на поверхности штанги золотниками, поочередно контактируюш,ими своими штоками с коромыслом. Кроме того, подкладка может быть установлена на рычагах, связанных со штоками силовых цилиндров механизма поджима, причем рычаги могут быть снабжены упорами, взаимодействуюш,ими с выступами, выполненными на подкладке.
2
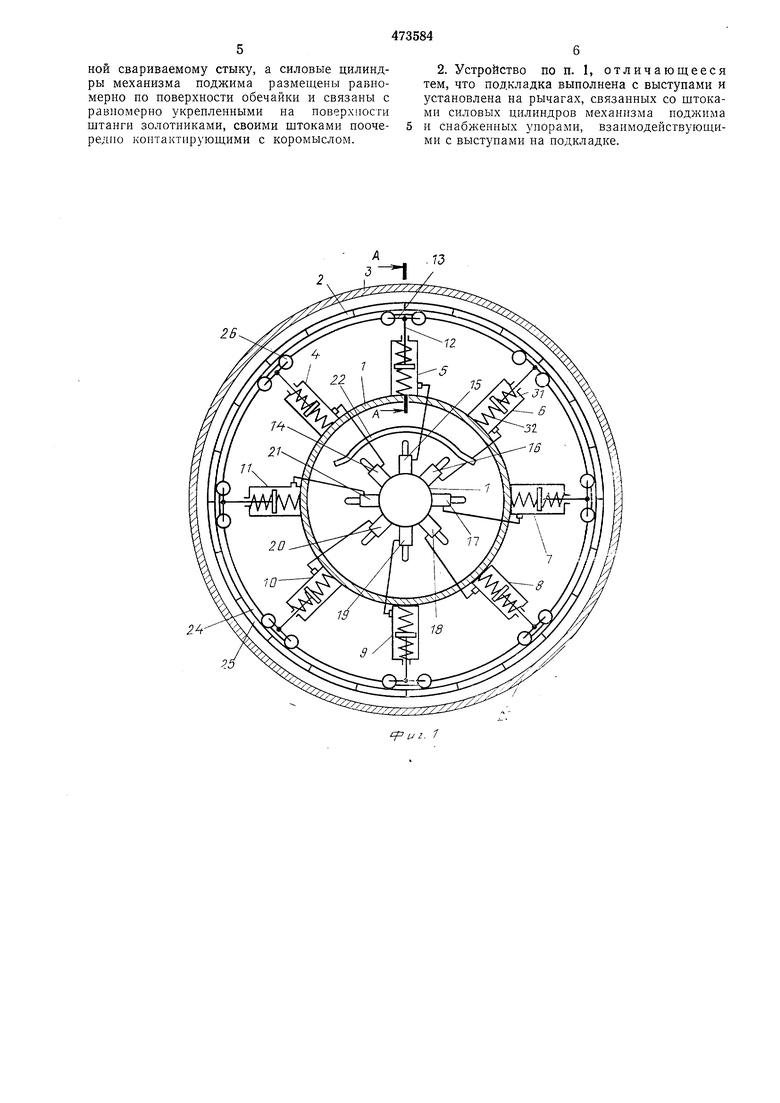
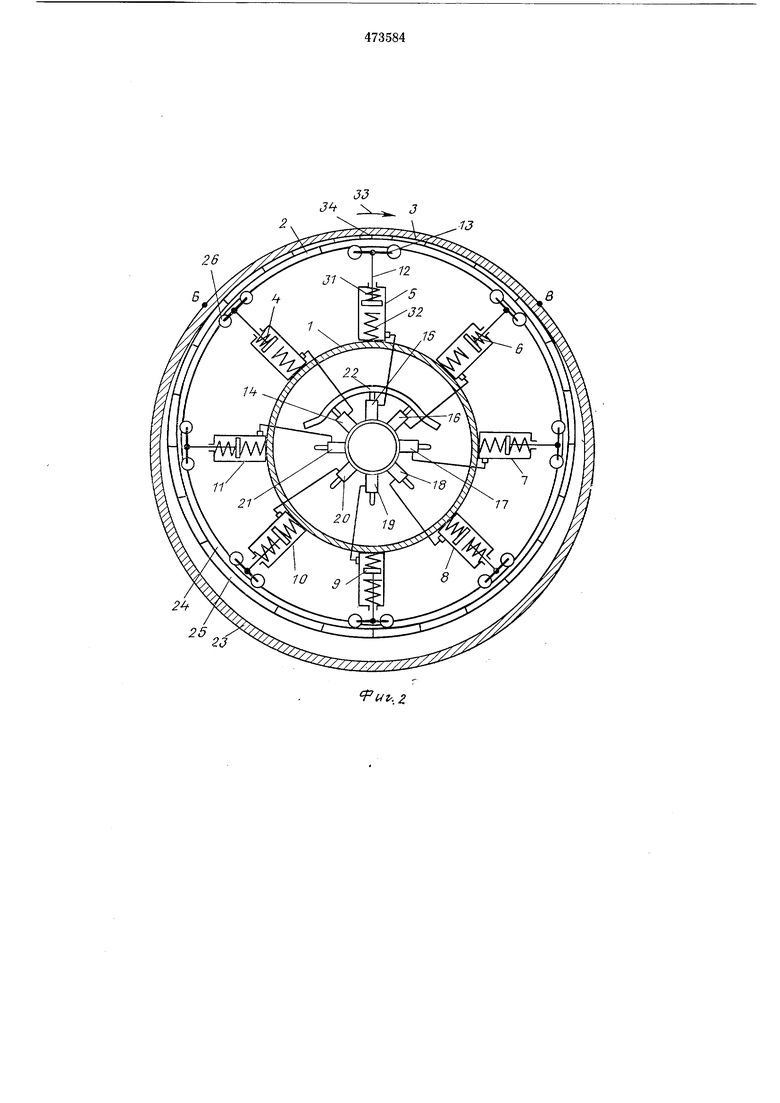
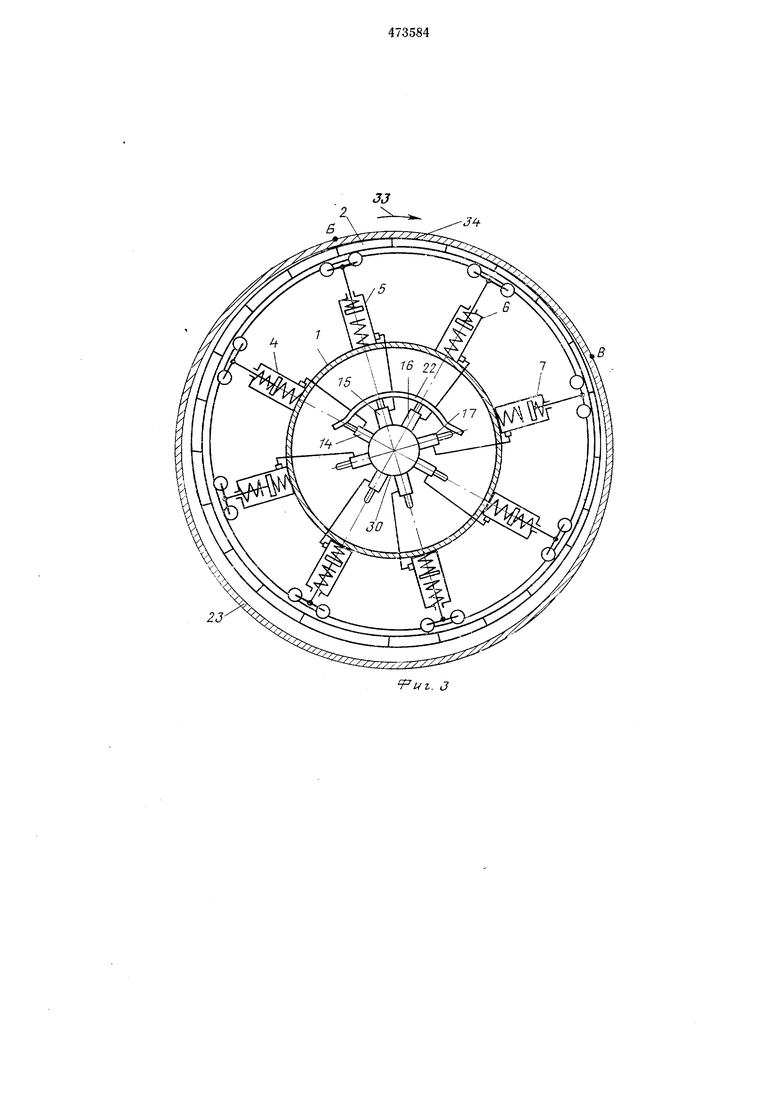
На фиг. 1 представлено устройство (общий вид) в нерабочем положении, вид с торца; на фиг. 2 - устройство для сварки поворотных стыков, вид с торца; на фиг. 3 - положение подкладки перед выключением одного и включением другого цил1П дра; на фиг. 4- устройство для сварки поворотных стыков, вид сбоку; на фиг. 5 - сечение по А-А на фиг. 1; на фиг. 6-8 - различные положения зоны сварки, под1с,1адки и программоносптеля при сварке неповоротньтх-схьшов
Описываемое устройство вклк)ч1Шт -7г «иилс 1, па котором смонтирована подкладка 2, прижимаемая к стыку 3 мехаиизмом, содержащим силовые цилиндры 4-11 (гидравлические или ппевматические); па щтоках 12 цилиндров установлены рычаги 13. Количество цилиндров зависит от диa teтpa изделия.
Для включения цилиндров 4-11 служиi распределительное устройство, например золотниковое- золотники 14-21. Количество золотников равно количеству цилиндров, причем золотнпк 14 соединен с цили 1дром 4, золотник 15 - с цилиндром 5 и т. д. Срабатывание золотников 14-21 происходит под воздействием коромысла 22, за 1аю;цего последовательность их работы, т. е. являгоп егося ирограммоносителем. Коромысло язогну го по дуге окружности, конценгричьтП сварппаемому изделию 23. В нерабочел положении
коромысло не взаимодействует с золотниками 14-21.
Подкладка 2 выполнена в виде бесконечной эластичной ленты на стальной полосе 24 из пружинной стали, к ней прикреплены медные пластинки 25, расположенные так, что при прижатии их к стыку 3 зазоры между этими пластинками практически отсутствуют. Полоса 24 опирается на выполненные в виде роликов упоры 26 рычагов 13, смонтированных с возможностью качания относительно осей 27. Она может быть также снабжена выступами 28, взаимодействующими с дополнительными упорами 29 рычагов 13. При отсутствии достаточного пространства цилиндры 4-11 могут быть смонтированы не внутри ленты 24, а сбоку от нее и связаны с ней системой рычагов.
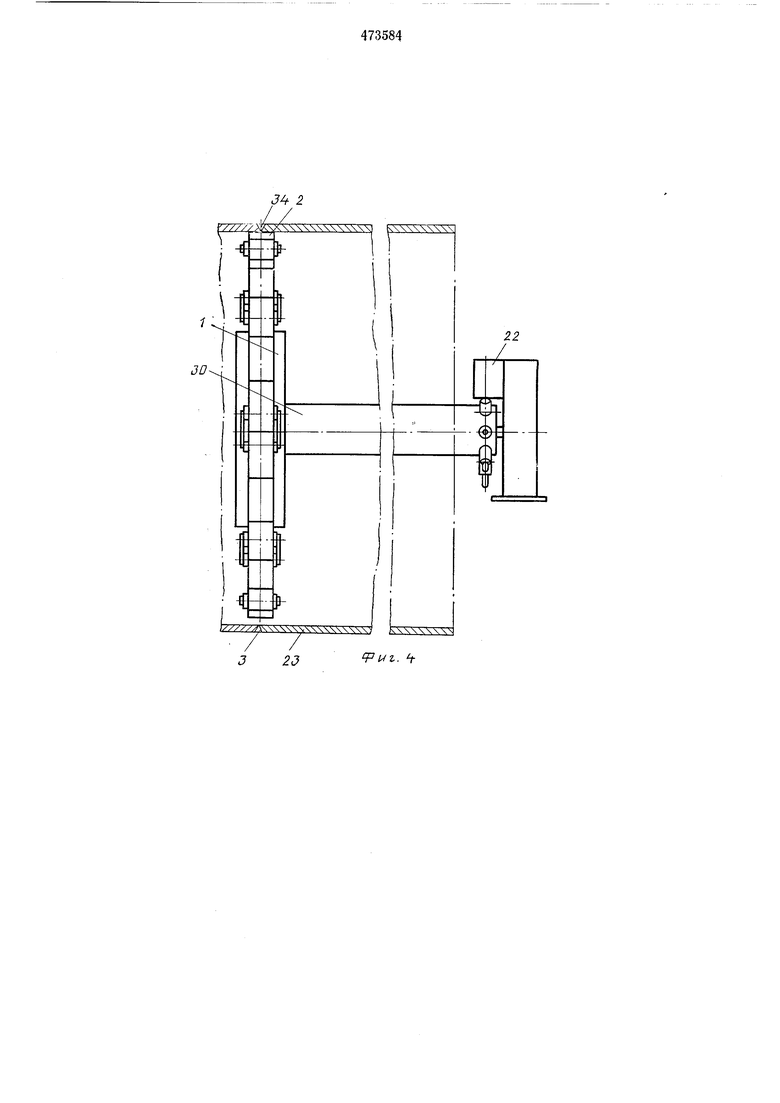
При сварке поворотных стыков предлагаемое устройство монтируется на штанге 30, вращающейся вместе со свариваемым изделием 23, при этом золотники 14-21 расположены на том конце щтанги 30, который находится вне изделия 23. В частности, монтируют подкладку между центрирующими рядами внутреннего центратора (не показан), установленного на вращающейся штанге, причем радиальное подкладки 2 независимо от движения центрирующих рядов центратора.
Каждый из цилиндров 4-11 снабжен двумя одинаковыми пружинами 31 и 32, размещенными по обе стороны поршня.
Вектор скорости сварки показан стрелкой 33; при сварке поворотных стыков изделие 23 вращается в противоположном стрелке 33 направлении. Па чертежах показана также зона сварки 34.
Устройство работает следующим образом. В нерабочем положении (фиг. 1) коромысло 22 приподнято и не взаимодействует с золотниками 14-21, штоки 12 цилиндров 4-И находятся в среднем положении под действием пружин 31 и 32; на фиг. 1 показано также нерабочее положение подкладки.
После совмещения (в направлении оси изделия 23) подкладки 2 со стыком 3 опускают коромысло 22 (это можно сделать, например, электромагнитом), оно включает золотники 14-16, подающие масло (воздух) в цилиндры 4-6, и подкладка прижимается к стыку 3 на участке БВ по обе стороны от зоны сварки 34; протяженность этого участка зависит от количества включенных цилиндров и углового расстояния между ними. При этом штоки остальных цилиндров 7-И несколько подадутся в радиальном направлении к оси изделия 23, сжимая пружины 32 и освобождая пружины 31. В цилиндрах 4-6 в это время пружины 31 будут сжаты, а пружины 32 освобождены.
Рассмотрим далее работу устройства раздельно при сварке поворотных и неповоротных стыков.
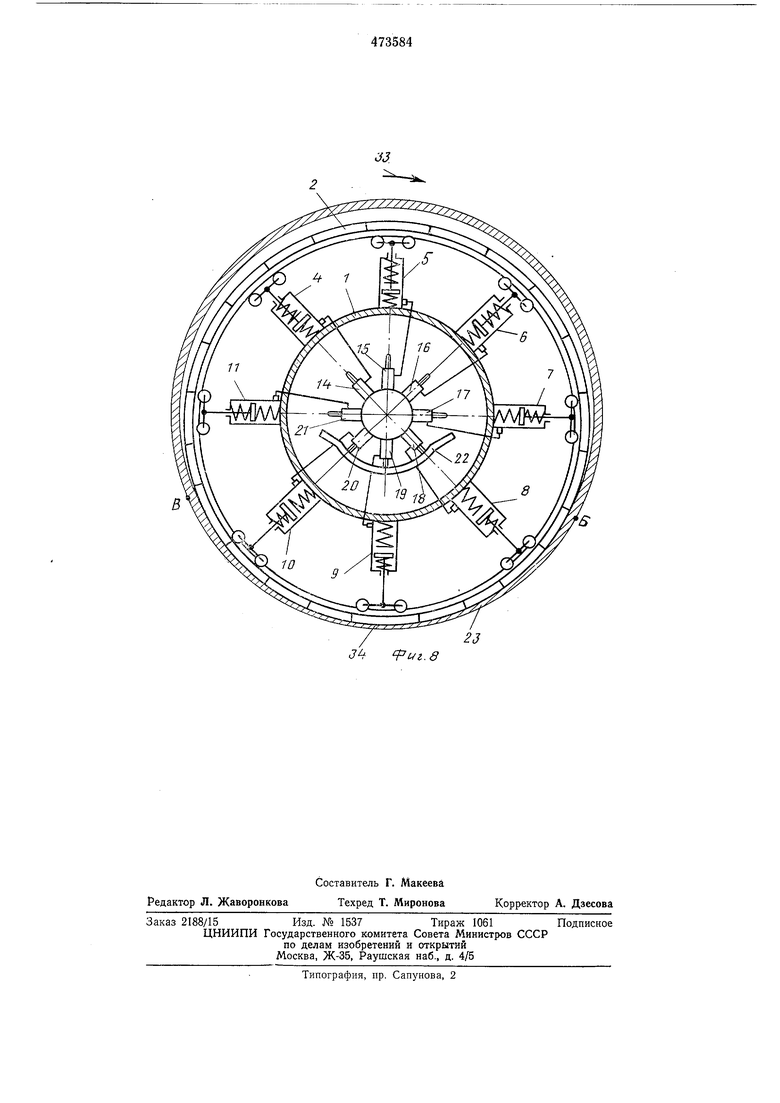
Сварка н о 13 о р о т н ы X стыков. При вращении изделия 23 против стрелки 33 в том же направлении вращаются штанга 30, а вместе с ней участок БВ прилегания подкладки 2 к стыку 3, цилиндры 4-11 и золотники 14-21; коромысло же 22 остается ненодвижным; также неподвижна относительно земли и зона сварки 34. В процессе вращения золотник 14 выйдет из-нод коромысла 22, а
золотник 17 вступит во взаимодействие с ней; соответственно масло (воздух) будет выпущено из цилиндра 4 и подано в цилиндр 7, таким образом восстановится первоначальное положение участка прижатия подкладки 2 к
стыку 3. Так будет продолжаться в течение всего оборота изделия 23.
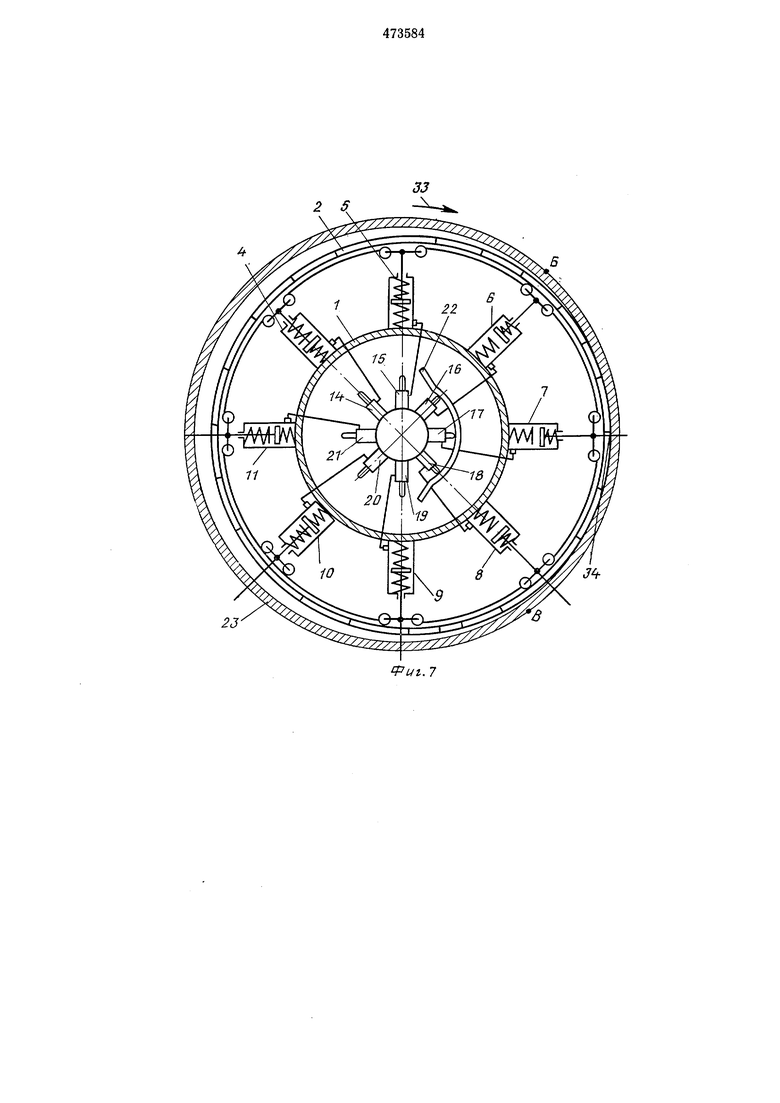
Сварка неповоротных стыков (фиг. 6-8). При перемещении зоны сварки 34 относительно изделия 23 в направлении
стрелки 33 корпус 1 устройства с цилиндрами 4-И и золотниками 14-21, а также участок ЬВ неподвижны, а коромысло 22 вращается со скоростью сварки также в направлении стрелки 33 (это вращение осуществляется с
помощью известных механизмов). В процессе вращения коромысло 22 освободит золотник 14 и вступит во взаимодействие с золотником 17; соответственно масло (воздух) будет выпущено из цилиндра 4 и нодано в цилиндр 7,
таким образом, участок БВ прижатия подкладки 2 переместится вместе с зоной сварки 34. Это будет продолжаться в течение всего оборота зоны сварки 34 вокруг изделия 23. В обоих случаях зона сварки 34 и коромысло
22 взаимно неподвижны.
Для более падежного отрыва подкладки 2 от изделия 23 рычаги 13 снабжены упорами 29, а подкладка 2 - выступами 28; при возврате штока 12 в нерабочее положение упоры
29 взаимодействуют с выступами 28 и отрывают подкладку 2. Усилие отрыва можно увеличить, если применить цилиндры 4-11 двойHOi о действия. Принцип работы устройства не изменится,
если вместо гидро- или пневмоцилиндров 4- 11 применить электромагниты, а вместо золотников 14-21 - конечные выключатели или переключатели.
Предмет изобретения
1. Устройство для формирования обратной стороны сварочного шва, содержащее основание, корпус и подкладку, выполненную в виде бесконечной эластичной ленты, соединенную с механизмом поджима, выполненным в виде силовых цилиндров, отличающееся тем, что, с целью повышения качества сварных соединений при сварке кольцевых стыков, корпус выполнен в виде щтанги с жестко и концентрично закренленной на ней обечайкой, на корпусе с возможностью независимого новоpcia относительно пего укреплено коромысло,
изогнутое но дуге окружности, концентричНОИ свариваемому стыку, а силовые цилиндры механизма поджима размещены равномерно по поверхности обечайки и связаны с равномерно укрепленными на поверхности штанги золотниками, своими штокамн поочередно контактирующими с коромыслом.
2. Устройство по п. 1, отличающееся тем, что подкладка выполнена с выступами и установлена на рычагах, связанных со щтоками силовых цилиндров механизма поджима и снабженных упорами, взаимодействующими с выступами на подкладке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Устройство для сборки под сварку кольцевых стыков обечаек | 1986 |
|
SU1366341A1 |
| Устройство для гибки обечаек из листовых заготовок | 1978 |
|
SU770609A2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШВОВ ПРИ СВАРКЕ ПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2022748C1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для формирования обратной стороны сварного шва | 1976 |
|
SU732112A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1074622A2 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1015967A1 |
| Гибочно-сварочная машина для изготовления металлоконструкций | 1977 |
|
SU671970A1 |


2В
f иг. 1
26
25
В
(z.Z
2J
3
В
. J
J 2
JD
3 2д
f . t
25А-А
12 27Риг. 5
23
J4
wz. S
2 5
2J
J
fui. 7
В
23
fut.8
