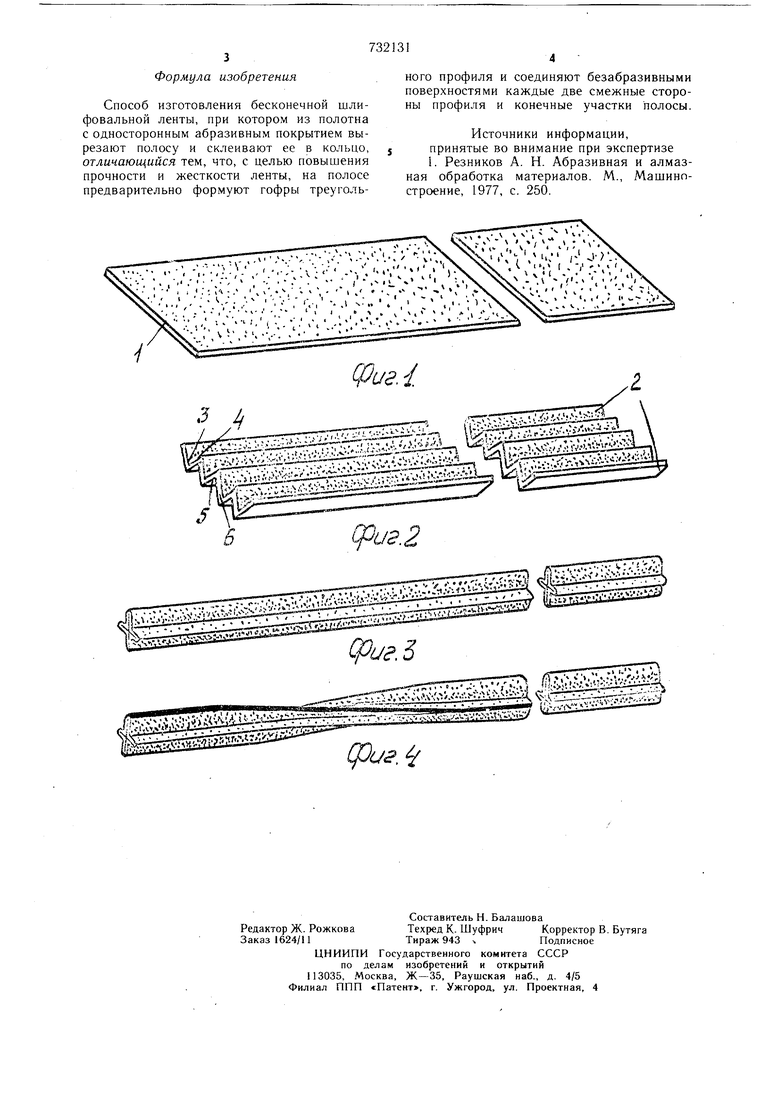
Изобретение относится к способам производства абразивного инструмента, в частности бесконечных шлифовальны.х лент. Известен способ изготовления бесконечной шлифовальной ленты, при котором из основы с односторонним абразивны.м покрытием вырезают полосу и склеивают ее в кольцо 1. Однако инструмент, изготовленный этим способом не обладает достаточной прочностью и жесткостью. Целью изобретения является повышение прочности и жесткости ленты. Поставленная цель достигается те.м, что на вырезанной полосе с односторонним абразивным покрытием предварительно формуют гофры треугольного профиля и соединяют безабразивными поверхностями каждые две смежные стороны профиля и конечные участки полосы. На фиг. 1 изображена полоса с односторонним абразивным покрытием; на фиг. 2 - полоса с гофрами; на фиг. 3 - готовый профиль ленты; на фиг. 4 - лента, склеенная в кольцо с перевернутой ветвью. Способ реализуют следующим образом. Из основы с односторонним абразивным покрытием вырезают полосу 1 необходимых размеров. На полосе в продольнол; направлении формуют гофры треугольного профиля. Количество гофр зависит от профиля ленты. Гофры выполняют так. чтобы два конечных участка 2 полосы образовывали выступ на абразивной стороне полосы. После гофрирования каждые две смежные стороны профиля 3 и 4, 5 и 6 и т. д. соединяют безабразивными поверхностями и в заключение соединяют друг с другом конечные участки полосы 2. В результате получают профильную ленту, изображенную на фиг. 3. Затем ленту склеивают в кольцо, предварительно скрутив ее вокруг продольной оси на один или более угловых шагов. Для снижения трудоемкости изготовления ленты при вырезании полосы осуществляют одновременное гофрирование заготовки, напри.мер, с помощью валкового отрезного листогибочного устройства. Формула изобретения Способ изготовления бесконечной шлифовальной ленты, при котором из полотна с односторонным абразивным покрытием вырезают полосу и склеивают ее в кольцо, отличающийся , что, с целью повышения прочности и жесткости ленты, на полосе предварительно формуют гофры треугольного профиля и соединяют безабразивными поверхностями каждые две смежные стороны профиля и конечные участки полосы. Источники информации, принятые во внимание при экспертизе 1. Резников А. Н. Абразивная и алмазная обработка материалов. М., Машинпстроение, 1977, с. 250.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лепесткового круга | 1988 |
|
SU1664538A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ СОТОВОЙ СТРУКТУРЫ | 1994 |
|
RU2112119C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| БАЛКА С ГОФРИРОВАННОЙ АСИММЕТРИЧНЫМ ПРОФИЛЕМ СТЕНКОЙ | 2012 |
|
RU2492301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ИЗДЕЛИЯ | 1999 |
|
RU2153944C1 |
