Изобретение относится к способам изготовления гнутых профилей посредством гибки листового металла вдоль прямых линий и может быть использовано при изготовлении наличников, подоконников, плинтусов, коньковых элементов для крыш, коробчатых кожухов для укрытия электропроводки и труб, накладок, планок, и других профильных изделий, применяемых в строительстве, машиностроении, сельском хозяйстве и других областях.
Известен способ изготовления гнутого изделия, включающий гофрирование листового материала с образованием параллельных гофр, чередующихся с недеформированными участками листа, и его последующее продольное разрезание по линиям реза параллельным гофрам, расположенным между гофрами (авт. свид. СССР N 1.201.020, B 21 D 5/06, опубл. 1985).
Недостаток известного способа состоит в узкой номенклатуре изготавливаемых изделий.
Задача изобретения состоит в том, чтобы расширить номенклатуру изготавливаемых изделий при обеспечении простоты изготовления.
Поставленная задача решается тем, что в способе изготовления гнутого изделия, включающем гофрирование листового материала с образованием параллельных гофр, чередующихся с недеформированными участками листа, и его последующее продольное разрезание по линиям реза, параллельным гофрам, разрезают гофрированный лист с получением полосы с гофром или его частью, отрезанную полосу сгибают по линии гиба, параллельной гофру или его части, с образованием нового или увеличением имеющегося угла между сгибаемыми частями.
Гофрированный лист разрезают либо по линии реза, проходящей по недеформированному участку; либо по линии реза, проходящей по профилю гофра; либо по линиям реза, одна из которых проходит по недеформированному участку, а другая - по профилю гофра.
В процессе разрезания гофрированного листа из него может быть вырезана лента по линии реза.
Сгибают отрезанную полосу по линии, проходящей либо по недеформированному участку, либо по профилю гофра или его части, либо по линии стыковки недеформированного участка с гофром.
При разрезании гофрированного листа по ребру гофра вырезанием ленты вместе с ней может быть удалено ребро гофра, в результате чего края изделий получаются ровными.
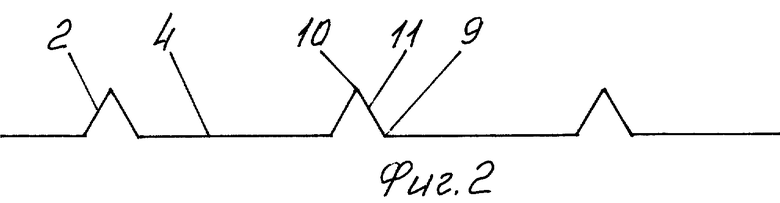
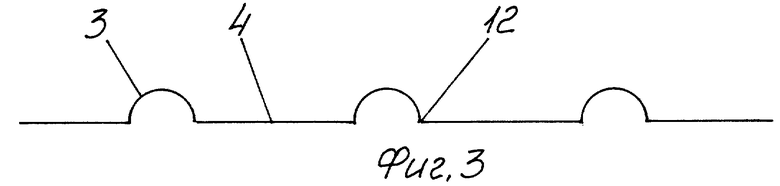
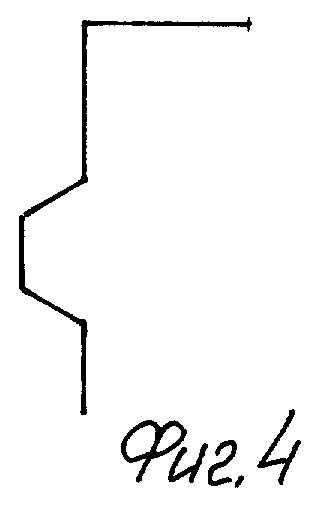
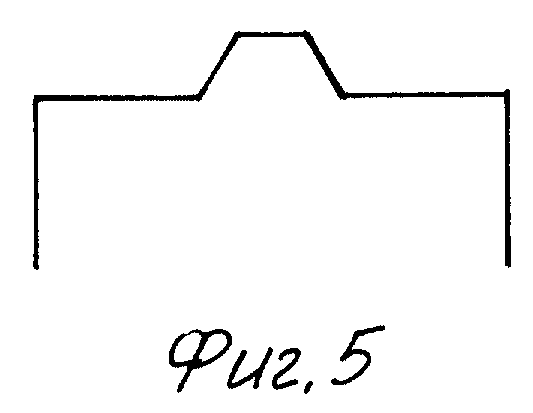
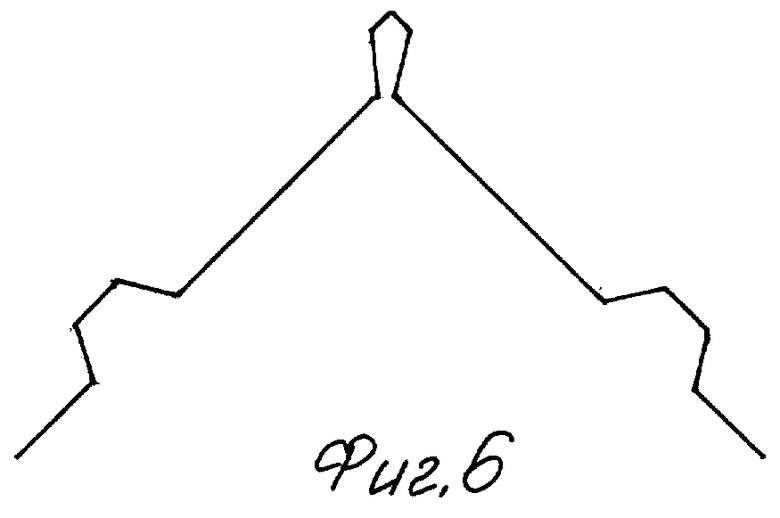
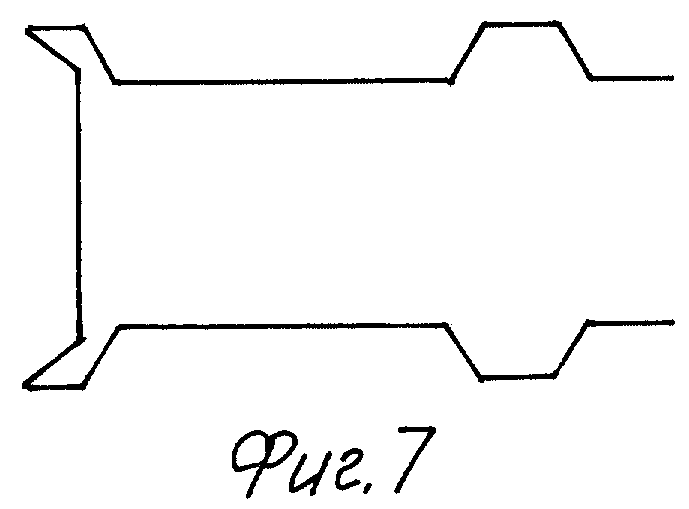
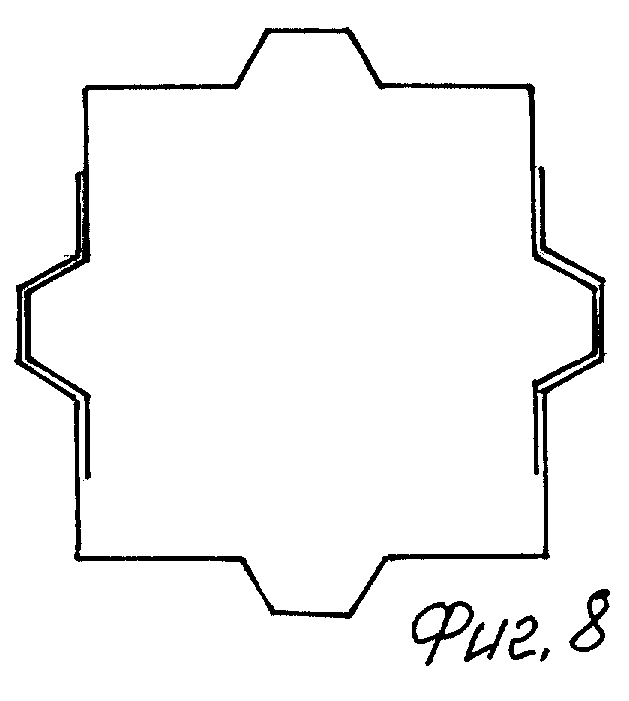
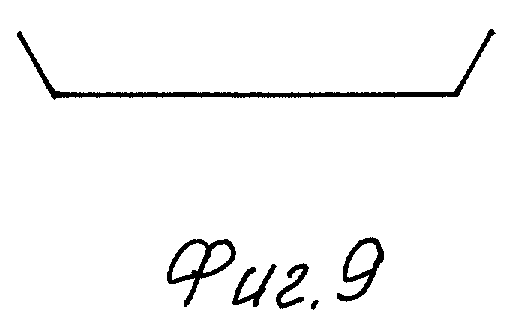
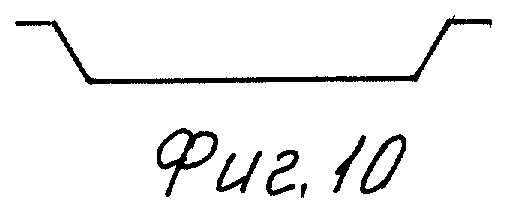
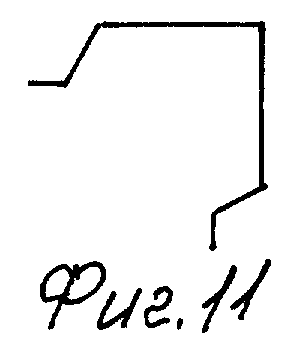
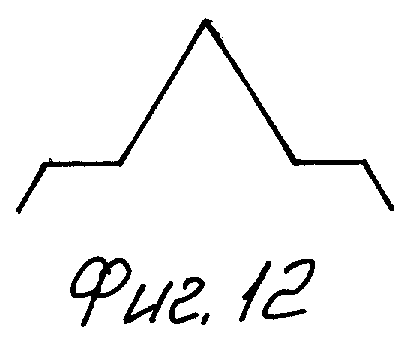
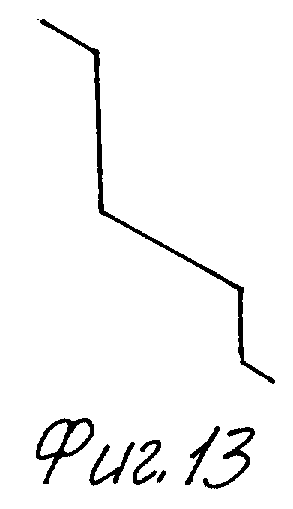
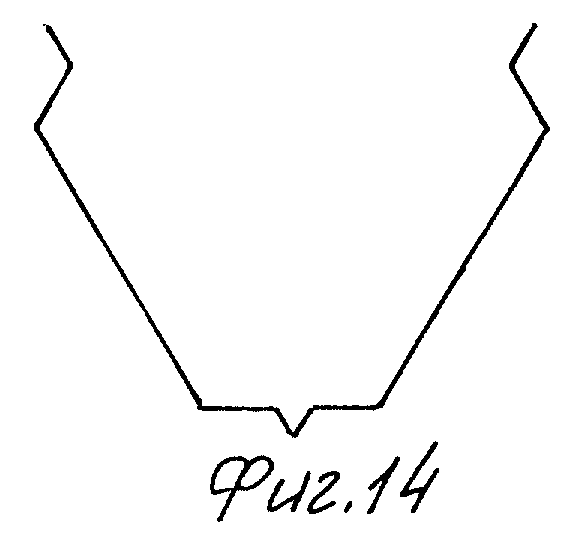
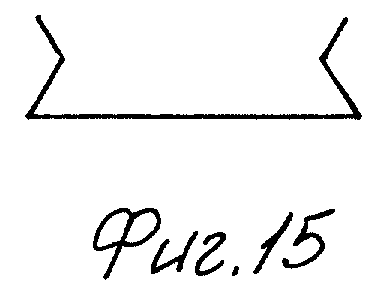
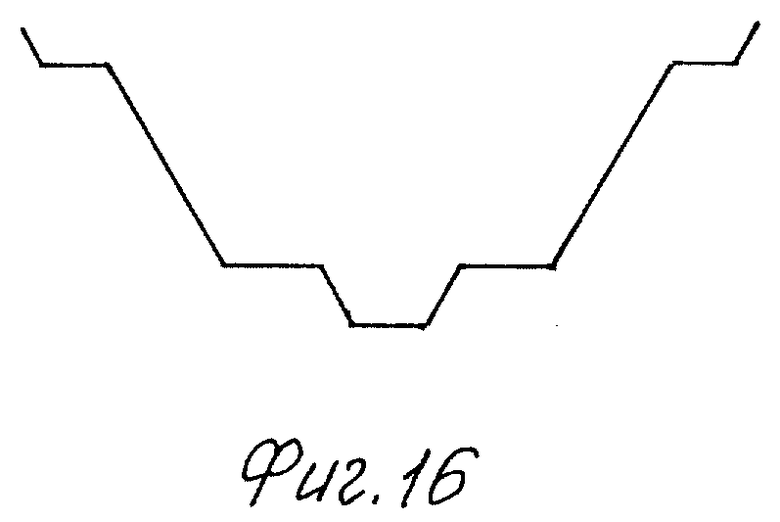
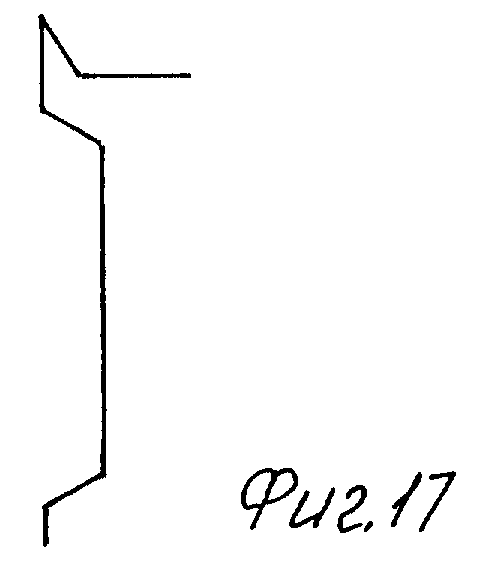
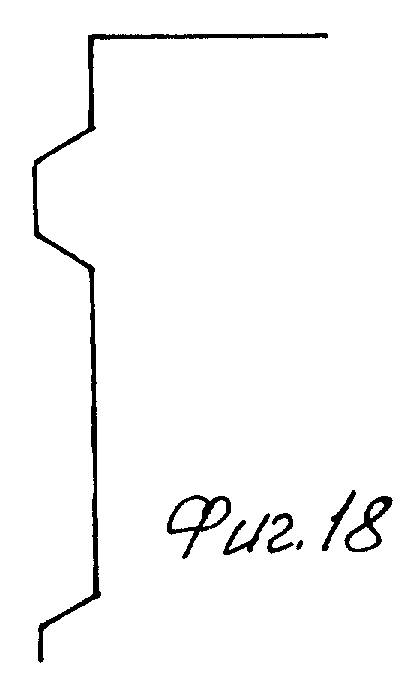
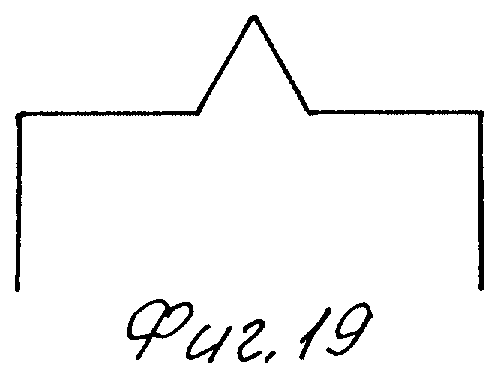
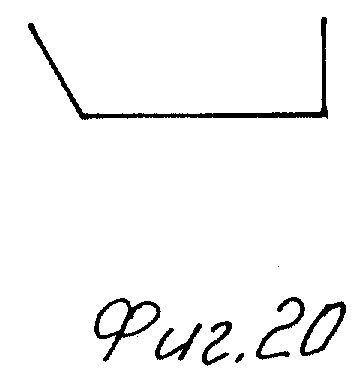
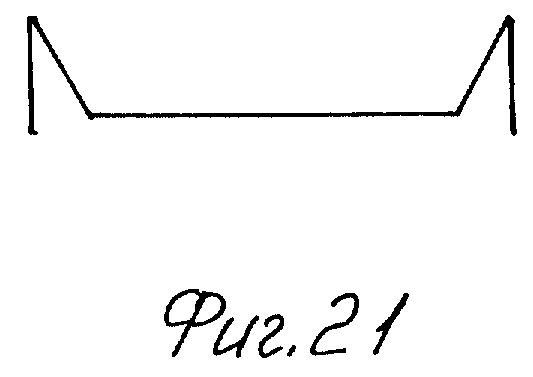
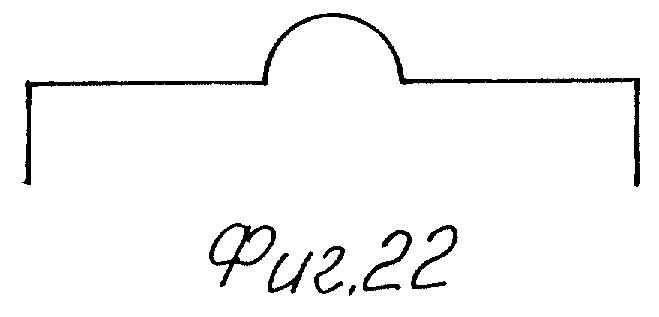
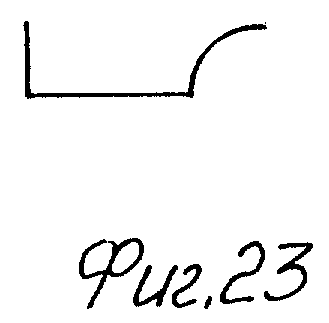
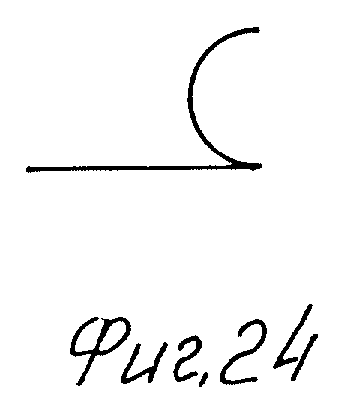
На фиг. 1 изображен гофрированный листовой материал с трапецеидальным профилем гофра, на фиг. 2 - гофрированный материал с треугольным профилем гофра, на фиг. 3 - гофрированный материал с полукруглым профилем гофра, на фиг. 4 - профиль изделия А, на фиг.5 - профиль изделия Б, на фиг. 6 - профиль изделия В, на фиг. 7 - профиль изделия Г, на фиг. 8 - профиль изделия Д, на фиг. 9 - профиль изделия Е, на фиг. 10 - профиль изделия Ж, на фиг. 11 - профиль изделия И, на фиг. 12 -профиль изделия К, на фиг. 13 - профиль изделия Л, на фиг. 14 - профиль изделия М, на фиг. 15 - профиль изделия Н, на фиг. 16 - профиль изделия О, на фиг. 17 - профиль изделия П, на фиг. 18 - профиль изделия Р, на фиг. 19 -профиль изделия С, на фиг. 20 - профиль изделия Т, на фиг. 21 - профиль изделия У, на фиг. 22 - профиль изделия Ф, на фиг. 23 - профиль изделия X, на фиг. 24 - профиль изделия Ц.
Листовой материал гофрируют с образованием параллельных гофр, например трапецеидальных 1, треугольных 2 или полукруглых 3, чередующихся с недеформированными участками 4. Трапецеидальные гофры 1 имеют ребра 5, 6, боковые стенки 7 и узкие основания 8. Треугольные гофры 2 имеют ребра 9, 10 и боковые стенки 11. Полукруглые гофры 3 имеют ребра 12. Гофрированный лист разрезают в соответствии с вариантом 1 способа, по линии реза, проходящей по недеформированному участку 4 параллельно гофрам 1, 2 или 3, а в соответствии с вариантом 2 способа - по линии реза, проходящей по профилю гофра 1, 2 или 3, с одновременным продольным разделением его профиля. При изготовлении изделий могут быть использованы оба способа одновременно, когда рез с одного края вырезаемой части гофрированного листа проходит по недеформированному участку 4, а другого края - по профилю гофра 1, 2 или 3. При необходимости в процессе разрезания гофрированного листа из него вырезают полосу по линии реза. Вместе с вырезаемой полосой может быть удалено ребро 5, 6, 9, 10, 12. Вырезанную часть гофрированного листа сгибают по линии гиба, параллельной гофру или оставшейся части гофра с образованием нового или увеличением имеющегося угла между сгибаемыми частями. При этом линия гиба может располагаться как на недеформированном участке 4, так и на любом из элементов гофра 1, 2, 3.
Изображенные на чертеже профили изделий А, Б, В, Г, Д, С, Ф изготовлены с разрезанием гофрированного листа по недеформированным участкам 4. Профили изделий Е, Ж, И, К, Л, М, Н, О, Т, У изготовлены с разрезанием гофрированного листа по гофрам 1, 2, 3. Профили изделий П, Р, X, Ц изготовлены с разрезанием гофрированного листа по недеформированному участку 4 и гофру 1, 2, 3.1
Изобретение может использоваться в строительстве, машиностроении, сельском хозяйстве и других областях при изготовлении наличников, подоконников, плинтусов, коньковых элементов для крыш, коробчатых кожухов, накладок, планок и других профильных изделий, изготавливаемых из листового материала. Способ включает гофрирование листового материала с образованием параллельных гофр, чередующихся с недеформированными участками листа. Гофрированный лист разрезают по недеформированным участкам. Отрезанную часть листа с расположенным на нем гофром сгибают по линии гиба, параллельной гофру с образованием нового или увеличением имеющегося угла между сгибаемыми частями. Осуществление способа позволяет расширить номенклатуру изготавливаемых изделий при обеспечении простоты и низкой трудоемкости изготовления, высокого качества изготавливаемых изделий. 3 з.п. ф-лы, 24 ил.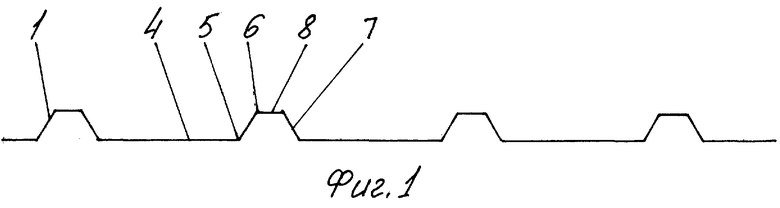
| Способ изготовления гнутых профилей | 1984 |
|
SU1201020A1 |
| Способ изготовления несимметричных гнутых профилей | 1985 |
|
SU1315076A1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU956093A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| Шланговое соединение | 0 |
|
SU88A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЧАСТОТЫ СИНУСОИДАЛЬНОГО СИГНАЛА | 2003 |
|
RU2258231C2 |
| US 5092151, 03.03.1992. | |||

