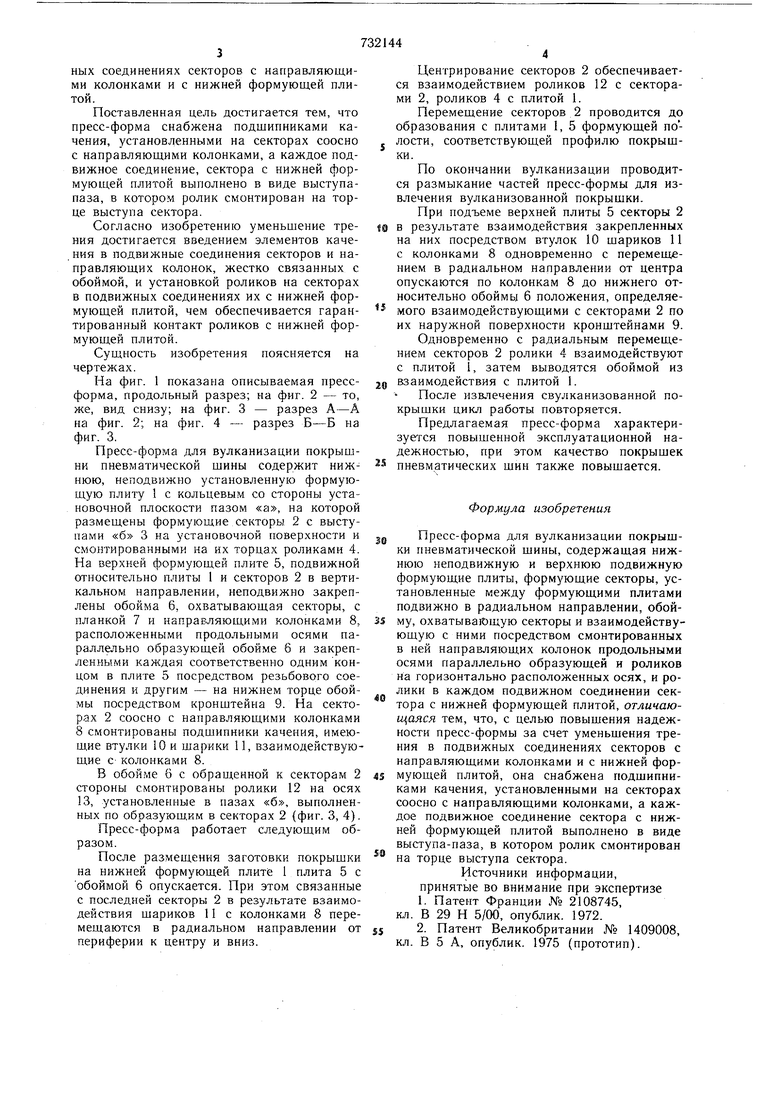
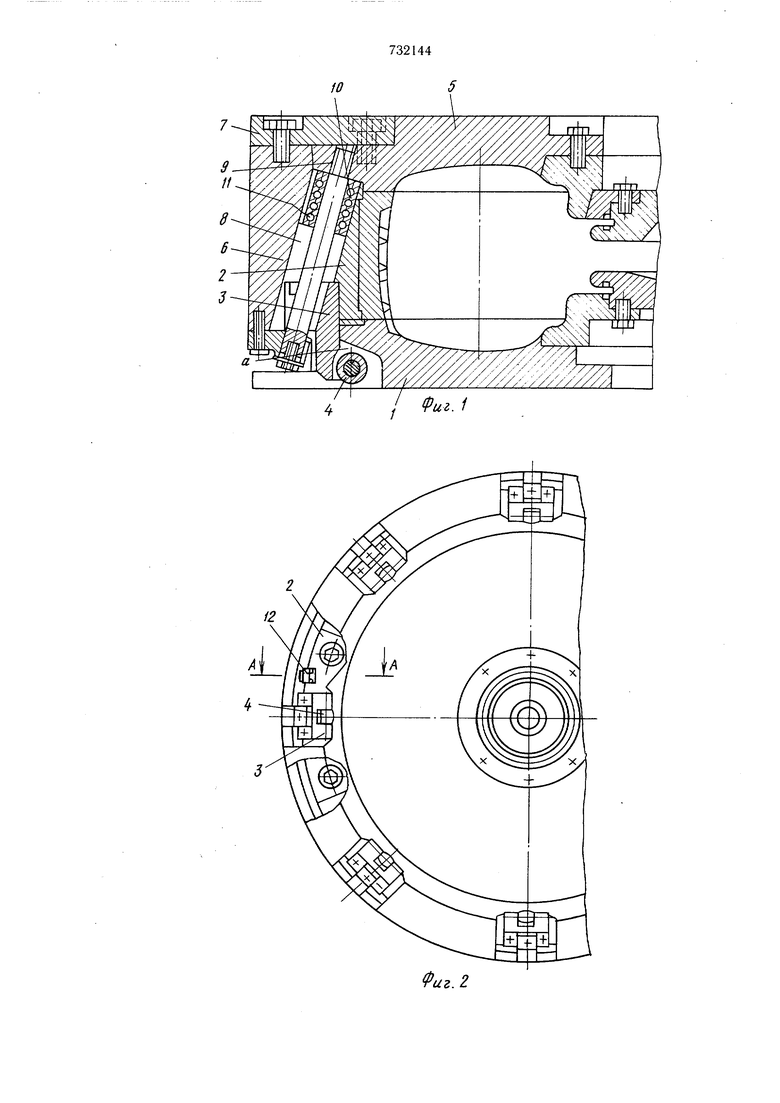
Изобретение относится к изготовлению покрышек пневматических шин, оно предназначено для вулканизации собранной заготовки покрышки в пресс-форме. Известна пресс-форма для вулканизации покрышки пневматической шины, содержаш,ая нижнюю неподвижно установленную формующую плиту, на которой размешены подвижные в радиальном направлении формуюшие секторы, взаимодействующие с охватывающей их обоймой посредством направляющих колонок, параллельных образующей последней, и верхнюю формующую плиту 1. Недостаток известной пресс-формы обусловлен наличием под,вижных соединений секторов с обоймой по сопряженным коническим поверхностям их, с направляющими колонками и с нижней формующей плитой по всей поверхности их контактов, что приводит к усилению износа поверхностей элементов в подвижных соединениях и снижению надежности пресс-формы. Указанный недостаток частично устранен в наиболее близкой к изобретению пресформе для вулканизации покрышки пневматической шины, содержащей нижнюю неподвижную и верхнюю подвижную формующие плиты, формующие секторы, уста.новленные между формующими плитами подвижно в радиальном направлении, обойму, охватывающую секторы и взаимодействующую с ними посредством смонтированных в ней направляющих колонок продольными осями параллельно образующей и роликов на горизонтально расположенных осях, и ролики в каждом подвижном соединении сектора с нижней формующей плитой, установленные на последней и подпружиненные относительно нее 2. Установка роликов в обойме и в нижней формующей плите снижает трение элементов в подвижных соединениях Пресс-формы: секторов и обоймы по их коническим сопряженным поверхностям, при этом не исключается возможность трения между направляющими колонками и секторами, нижней формующей плитой и секторами, обусловленная наличием пружины при неравномерном распределении нагрузок между роликами и соответственно обоймой и нижней плитой, в которых они размещены. Цель изобретения - повышение надежности за счет уменьшения трения в подвижных соединениях секторов с направляющими колонками и с нижней формующей плитой. Поставленная цель достигается тем, что пресс-форма снабжена подщипниками качения, установленными на секторах соосно с направляющими колонками, а каждое подвижное соединение, сектора с нижней формующей плитой выполнено в виде выступапаза, в котором ролик смонтирован на торце выступа сектора. Согласно изобретению уменьшение треНИН достигается введением элементов качения в подвижные соединения секторов и направляющих колонок, жестко связанных с обоймой, и установкой роликов на секторах в подвижных соединениях их с нижней формующей плитой, чем обеспечивается гарантированный контакт роликов с нижней формующей плитой. Сущность изобретения поясняется на чертежах. На фиг. 1 показана описываемая прессформа, продольный разрез; на фиг. 2 - то, же, вид снизу; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3. Пресс-форма для вулканизации покрышни пневматической шины содержит нижнюю, неподвижно установленную формующую плиту 1 с кольцевым со стороны установочной плоскости пазом «а, на которой размещены формующие секторы 2 с выступами «б 3 на установочной поверхности и смонтированными на их торцах роликами 4. На верхней формующей плите 5, подвижной относительно плиты 1 и секторов 2 в вертикальном направлении, неподвижно закреплены обойма 6, охватывающая секторы, с планкой 7 и направляющими колонками 8, расположенными продольными осями парал.лельно образующей обойме 6 и закрепленными каждая соответственно одним концом в плите 5 посредством резьбового соединения и другим - на нижнем торце обоймы посредством кронштейна 9. На секторах 2 соосно с направляющими колонками 8 смонтированы подшипники качения, имеющ,ие втулки 10 и щарики 11, взаимодействующие с- колонками 8. В обойме 6 с обраиденной к секторам 2 стороны смонтированы ролики 12 на осях 13, установленные в пазах «б, выполненных по образуюш,им в секторах 2 {фиг. 3, 4). Пресс-форма работает следующим образом. После размещения заготовки покрышки на нижней формующей плите 1 плита 5 с обоймой 6 опускается. При этом связанные с последней секторы 2 в результате взаимодействия щариков 11 с колонками 8 перемещаются в радиальном направлении от периферии к центру и вниз. Центрирование секторов 2 обеспечивается взаимодействием роликов 12 с секторами 2, роликов 4 с плитой 1. Перемещение секторов 2 проводится до образования с плитами 1, 5 формующей полости, соответствующей профилю покрыщки. По окончании вулканизации проводится размыкание частей пресс-формы для извлечения вулканизованной покрыщки. При подъеме верхней плиты 5 секторы 2 в результате взаимодействия закрепленных на них посредством втулок 10 щариков 11 с колонками 8 одновременно с перемещением в радиальном направлении от центра опускаются по колонкам 8 до нижнего относительно обоймы б положения, определяемого взаимодействующими с секторами 2 по их наружной поверхности кронщтейнами 9. Одновременно с радиальным перемещением секторов 2 ролики 4 взаимодействуют с плитой 1, затем выводятся обоймой из взаимодействия с плитой 1. После извлечения свулканизованной покрышки цикл работы повторяется. Предлагаемая пресс-форма характеризуется повышенной эксплуатационной надежностью, при этом качество покрышек пневматических шин также повышается. Формула изобретения Пресс-форма для вулканизации покрышки пневматической шины, содержащая нижнюю неподвижную и верхнюю подвижную формующие плиты, формуюш,ие секторы, установленные между формующими плитами подвижно в радиальном направлении, обойму, охватывающую секторы и взаимодействующую с ними посредством смонтированных в ней направляющих колонок продольными осями параллельно образующей и роликов на горизонтально расположенных осях, и ролики в каждом подвижном соединении сектора с нижней формующей плитой, отличающаяся тем, что, с целью повышения надежности пресс-формы за счет уменьшения трения в подвижных соединениях секторов с направляющими колонками и с нижней формующей плитой, она снабжена подшипниками качения, установленными на секторах соосно с направляющими колонками, а каждое подвижное соединение сектора с нижней формующей плитой выполнено в виде выступа-паза, в котором ролик смонтирован на торце выступа сектора. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 2108745, кл. В 29 Н 5/00, опублик. 1972. 2.Патент Великобритании № 1409008, кл. В 5 А, опублик. 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1030196A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU891473A1 |
| Устройство для вулканизации покрышек пневматических шин | 1986 |
|
SU1360999A1 |
| Устройство для вулканизации по-КРышЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU844365A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1973 |
|
SU531481A3 |
| Секторная пресс-форма для вулканизации покрышек пневматических шин | 1986 |
|
SU1362638A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1975 |
|
SU534368A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU891472A1 |
| Пресс форма для вулканизации покрышек пневматических шин | 1982 |
|
SU1080996A1 |
| Прессформа для вулканизации покрышек пневматических шин | 1972 |
|
SU585802A3 |
12
Фиг. 2
/J
А-/(
UZ.3
ФигЛ
