(54) ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для вулканизации покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU804504A1 |
| Пресс-форма для вулканизации покрышки пневматической шины | 1977 |
|
SU732144A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1973 |
|
SU531481A3 |
| Прессформа для вулканизации покрышек пневматических шин | 1972 |
|
SU585802A3 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1030196A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1981 |
|
SU965073A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU925663A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1979 |
|
SU863396A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1975 |
|
SU534368A1 |
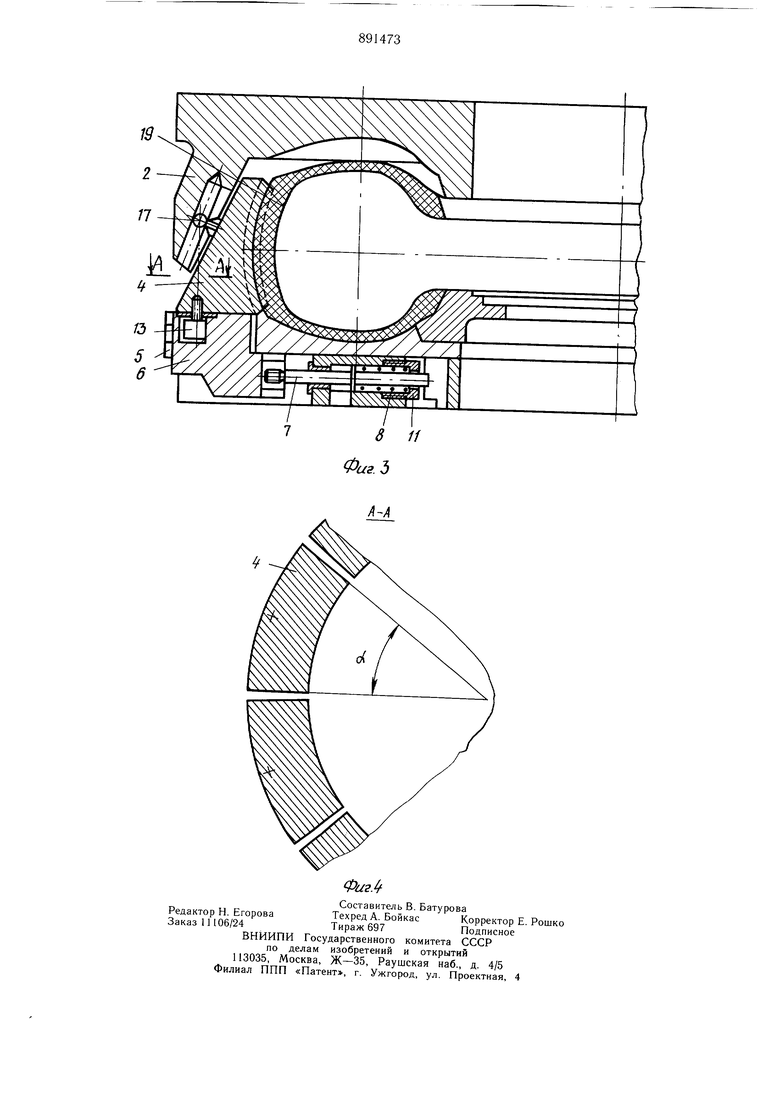
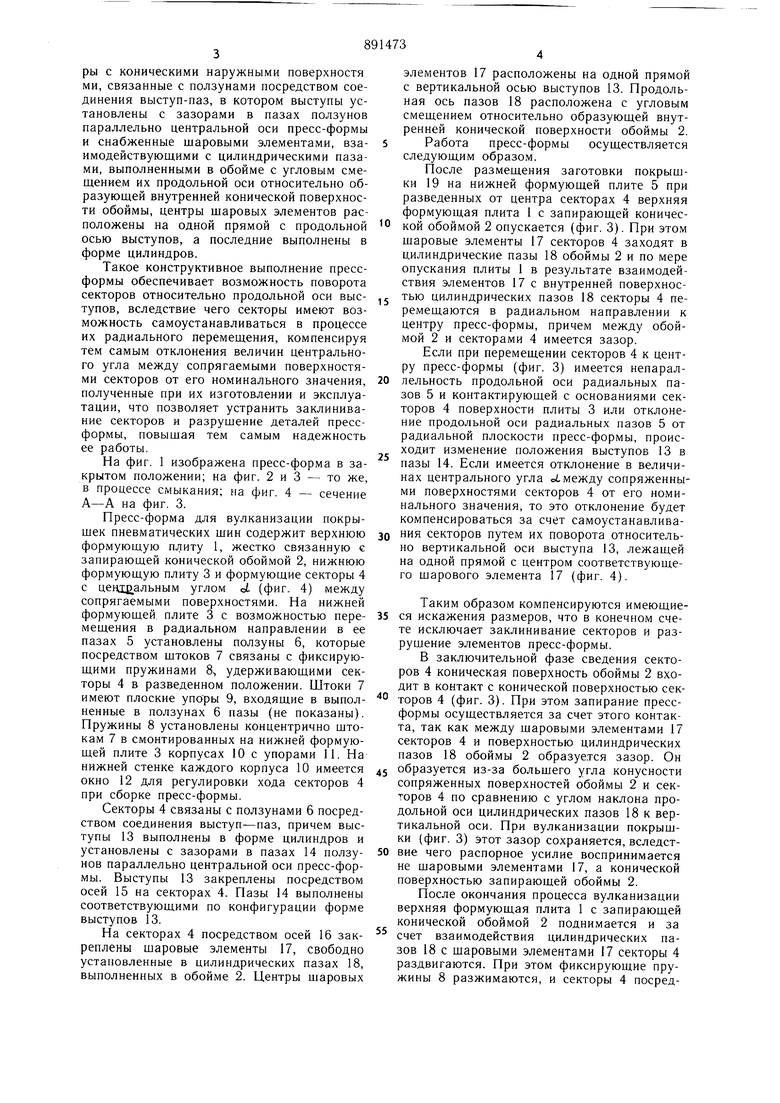
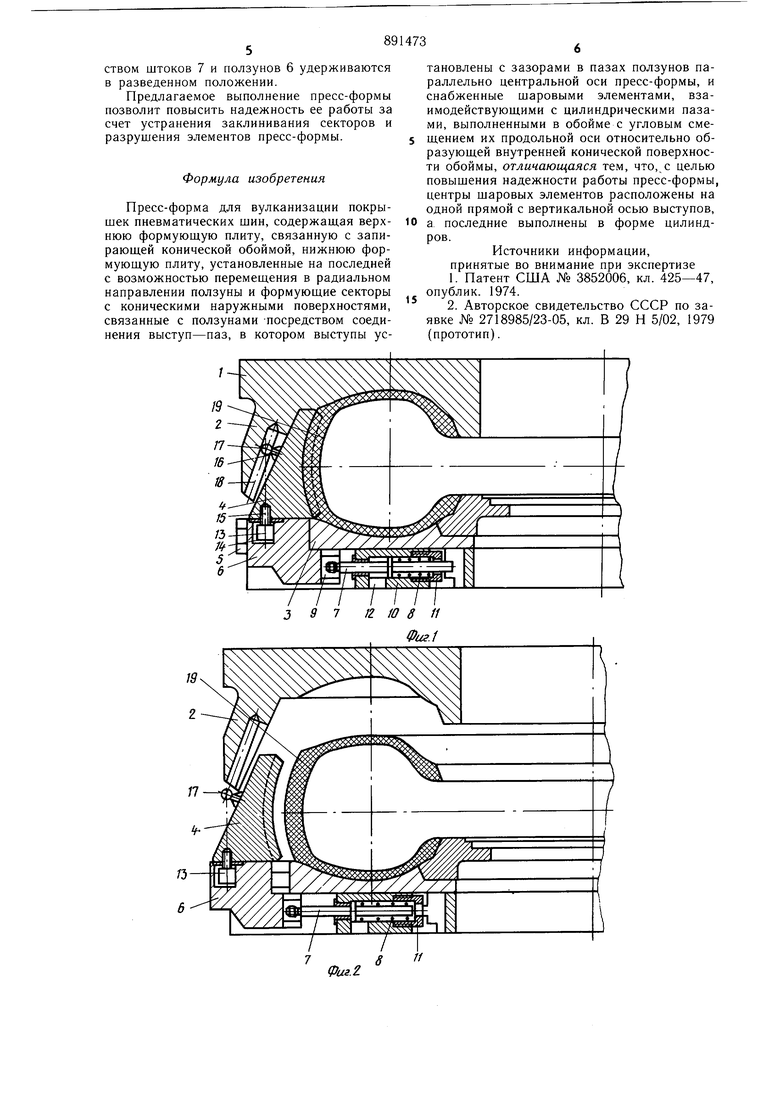
Изобретение относится к изготовлению пнвматических шин и предназначено для вулканизации покрышек. Известна пресс-форма для вулканизации покрышек пневматических шин, содержаш.ая верхнюю и нижнюю формуюшие плиты, и формующие секторы, имеющие рычажный привод для радиального перемещения 1. Однако рычажный привод сектор.ов не способен воспринимать большие величины распорных усилий и увеличивает габариты пресс-формы. Наиболее близкой к предлагаемой по технической сущности и достигаемому эффек ту является пресс-форма, содержащая верхнюю формующую плиту, связанную с запирающей конической обоймой, нижнюю формующую плиту, установленные на последней с возможностью перемещения в радиальном направлении ползуны и формующие секторы с коническими наружными поверхностями, связанные с ползунами посредством соединения выступ-паз, в котором выступы установлены с зазорами в пазах ползунов параллельно центральной оси пресс-формы, и снабженные шаровыми элементами, взаимодействующими с цилиндрическими пазами, выполненными в обойме с угловым смещением их продольной оси относительно образующей внутренней конической поверхности обоймы 2. Однако в известной пресс-форме отсутствует возможность самоустанавливания секторов путем поворота секторов вокруг оси, параллеллельной оси симметрии пресс-формы, что требует повышенной точности изготовления сопрягаемых поверхностей секторов, так как даже незначительное отклонение величины центрального угла между сопрягаемыми поверхностями секторов от его номинального значения в процессе изготовления и эксплуатации приводит к заклиниванию секторов и поломке деталей прессформы в результате деформации. Цель изобретения - повышение надежности работы пресс-формы. Указанная цель достигается тем, что в пресс-форме для вулканизации покрышек пневматических шин, содержащей верхнюю формующую плиту, связанную с запирающей конической обоймой, нижнюю формующую плиту, установленные на последней с возможностью перемещения в радиальном направлении ползуны и формующие секторы с коническими наружными поверхностя ми, связанные с ползунами посредством соединения выступ-паз, в котором выступы установлены с зазорами в пазах ползунов параллельно центральной оси пресс-формы и снабженные шаровыми элементами, взаимодействующими с цилиндрическими пазами, выполненными в обойме с угловым смещением их продольной оси относительно образующей внутренней конической поверхности обоймы, центры шаровых элементов расположены на одной прямой с продольной осью выступов, а последние выполнены в форме цилиндров. Такое конструктивное выполнение прессформы обеспечивает возможность поворота секторов относительно продольной оси выступов, вследствие чего секторы имеют возможность самоустанавливаться в процессе их радиального перемещения, компенсируя тем самым отклонения величин центрального угла между сопрягаемыми поверхностями секторов от его номинального значения, полученные при их изготовлении и эксплуатации, что позволяет устранить заклинивание секторов и разрушение деталей прессформы, повышая тем самым надежность ее работы. На фиг. 1 изображена пресс-форма в закрытом положении; на фиг. 2 и 3 - то же, в процессе смыкания; на фиг. 4 - сечение А-А на фиг. 3. Пресс-форма для вулканизации покрышек пневматических шин содержит верхнюю формующую плиту 1, жестко связанную с запирающей конической обоймой 2, нижнюю формуюш,ую плиту 3 и формующие секторы 4 с ценд альным углом j. (фиг. 4) между сопрягаемыми поверхностями. На нижней формующей плите 3 с возможностью перемещения в радиальном направлении в ее пазах 5 установлены ползуны 6, которые посредством штоков 7 связаны с фиксирующими пружинами 8, удерживающими секторы 4 в разведенном положении. Штоки 7 имеют плоские упоры 9, входящие в выполненные в ползунах 6 пазы (не показаны). Пружины 8 установлены концентрично щтокам 7 в смонтированных на нижней формующей плите 3 корпусах 10 с упорами 11. На нижней стенке каждого корпуса 10 имеется окно 12 для регулировки хода секторов 4 при сборке пресс-формы. Секторы 4 связаны с ползунами 6 посредством соединения выступ-паз, причем выступы 13 выполнены в форме цилиндров и установлены с зазорами в пазах 14 ползунов параллельно центральной оси пресс-формы. Выступы 13 закреплены посредством осей 15 на секторах 4. Пазы 14 выполнены соответствующими по конфигурации форме выступов 13. На секторах 4 посредством осей 16 закреплены шаровые элементы 17, свободно установленные в цилиндрических пазах 18, выполненных в обойме 2. Центры шаровых элементов 17 расположены на одной прямой с вертикальной осью выступов 13. Продольная ось пазов 18 расположена с угловым смешением относительно образующей внутренней конической поверхности обоймы 2. Работа пресс-формы осуществляется следующим образом. После размещения заготовки покрышки 19 на нижней формующей плите 5 при разведенных от центра секторах 4 верхняя формующая плита 1 с запирающей конической обоймой 2 опускается (фиг. 3). При этом шаровые элементы 17 секторов 4 заходят в цилиндрические пазы 18 обоймы 2 и по мере опускания плиты 1 в результате взаимодействия элементов 17 с внутренней поверхностью цилиндрических пазов 18 секторы 4 перемешаются в радиальном направлении к центру пресс-формы, причем между обоймой 2 и секторами 4 имеется зазор. Если при перемещении секторов 4 к центру пресс-формы (фиг. 3) имеется непараллельность продольной оси радиальных пазов 5 и контактирующей с основаниями секторов 4 поверхности плиты 3 или отклонение продольной оси радиальных пазов 5 от радиальной плоскости пресс-формы, происходит изменение положения выступов 13 в пазы 14. Если имеется отклонение в величинах центрального угла oi.между сопряженными поверхностями секторов 4 от его номинального значения, то это отклонение будет компенсироваться за счет самоустанавливания секторов путем их поворота относительно вертикальной оси выступа 13, лежащей на одной прямой с центром соответствующего шарового элемента 17 (фиг. 4). Таким образом компенсируются имеющиеся искажения размеров, что в конечном счете исключает заклинивание секторов и разрушение элементов пресс-формы. В заключительной фазе сведения секторов 4 коническая поверхность обоймы 2 входит в контакт с конической поверхностью секторов 4 (фиг. 3). При этом запирание прессформы осуществляется за счет этого контакта, так как между шаровыми элементами 17 секторов 4 и поверхностью цилиндрических пазов 18 обоймы 2 образуе.тся зазор. Он образуется из-за большего угла конусности сопряженных поверхностей обоймы 2 и секторов 4 по сравнению с углом наклона продольной оси цилиндрических пазов 18 к вертикальной оси. При вулканизации покрышки (фиг. 3) этот зазор сохраняется, вследствне чего распорное усилие воспринимается не шаровыми элементами 17, а конической поверхностью запирающей обоймы 2. После окончания процесса вулканизации верхняя формующая плита 1 с запирающей конической обоймой 2 поднимается и за счет взаимодействия цилиндрических пазов 18 с шаровыми элементами 17 секторы 4 раздвигаются. При этом фиксирующие пружины 8 разжимаются, и секторы 4 посредством штоков 7 и ползунов 6 удерживаются в разведенном положении.
Предлагаемое выполнение пресс-формы позволит повысить надежность ее работы за счет устранения заклинивания секторов и разрушения элементов пресс-формы.
Формула изобретения
Пресс-форма для вулканизации покрышек пневматических шин, содержаш,ая верхнюю формуюш,ую плиту, связанную с запираюш.ей конической обоймой, нижнюю формующую плиту, установленные на последней с возможностью перемещения в радиальном направлении ползуны и формующие секторы с коническими наружными поверхностями, связанные с ползунами -посредством соединения выступ-паз, в котором выступы установлены с зазорами в пазах ползунов параллельно центральной оси пресс-формы, и снабженные шаровыми элементами, взаимодействующими с цилиндрическими пазами, выполненными в обойме с угловым смещением их продольной оси относительно образующей внутренней конической поверхности обоймы, отличающаяся тем, что, с целью повышения надежности работы пресс-формы, центры шаровых элементов расположены на одной прямой с вертикальной осью выступов, а последние выполнены в форме цилиндров.
Источники информации, принятые во внимание при экспертизе
