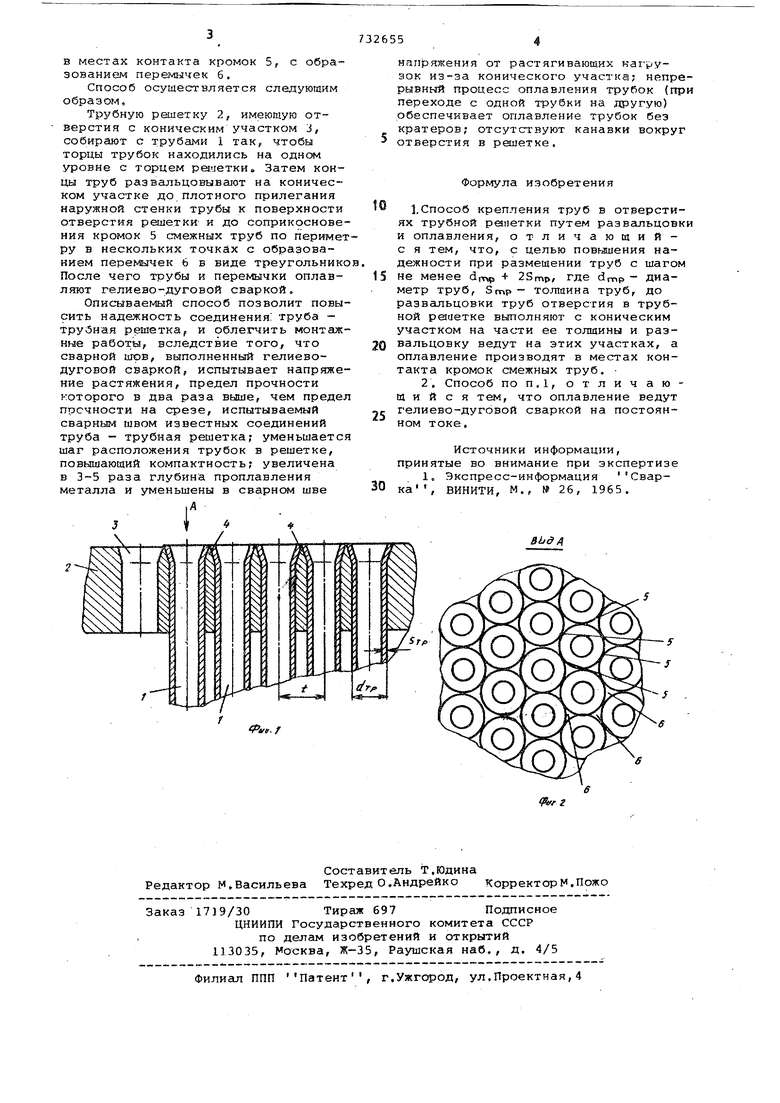
(54) СПОСОБ КРЕПЛЕНИЯ ТРУБ В ОТВЕРСТИЯХ ТРУБНОЙ РЕШЕТКИ изобретение относится к машиностроению, преимущественно криоген-ному и химическому, и может быть ис пользовано в теплообменных аппаратах при соединении труб с трубными решетками из стали и цветных металлов с повышенной теплопроводностью. Известны способы крепления труб в отверстиях трубной решетки путем развальцовки и оплавления 1. Однако при известном способе кре ления сварные швы поиварки трубок к решеткам в процессе работы испытывают напряжения среза, предел прочности соединения составляет 0,5 предела прочности на растяжение. Сварные соединения труб с решетками из цветных металлов и сплавов (например из алюминиевых) трудоемки в изготовлении, требуют выполнения специальной канавки вокруг кромки отверстия на расстоянии, равном толщине стенки трубки, что приводит к увеличению трудоемкости и снижает компактность аппарата из-за увеличения шага расположения трубок в решетках. В процессе сварки трубок с трубными решетками происходит уменьшение проходного сечения трубк в месте ее оплавления с решеткой, что приводит к увеличению гидравлического сопротивления аппарата. Соединение не обладает достаточной надежностью из-за малой глубины проплавления. Цель изобретения - повышение надежности крепления труба-трубная решетка при размещении труб с шагом не менее dmp + 2Б-5пр, где dmp диаметр труб, Smp - толщина труб. Цель достигается тем, что до развальцовки труб отверстия в трубной решетке выполняют с коническим участком на части ее толщины и развальцовку ведут на этих участках, а оплавление производят в местах контакта кромок смежных труб гелиево-дуговой сваркой на постоянном токе. На фиг. 1 изображена трубная решетка с укрепленными в ней |трубами; на фиг. 2 - вид А фиг. 1. Крепление труба - трубная решетка, осуществляемое с помощью описываемого способа, содержит трубы 1, развальцованные в отверстии трубной репетки 2f имеющем конический участок 3, и соединенные сварным швом 4 в местах контакта кромок 5, с обра эованиегм перемычек 6. Способ осуществляется следуюгаям образом, Трубнуго решетку 2, имеющую отверстия с коническим участком 3, собирают с трубами 1 так, чтобы торцы трубок находились на одном уровне с торцем реметки Затем кон цы труб развальцовывшот на коническом участке до плотного прилегания наружной стенки трубы к поверхности отверстия и до соприкоснове ния кромок 5 смежных труб по периме ру в нескольких точках с образованием перег ычек 6 в виде треугольник После чего трубы и перемычки оплавляют гелиево-дуговой сваркой, Описываег.1ый способ позволит повы сить надежность соединения: труба трубная решетка, и облегчить монтаж ные работы, вследствие того что сварной игов, выполненный гелиеводуговой сваркой, испытывает напряже ние растяжения, предел прочности которого в два раза выше, чем преде прочности на срезе, испытываемый сварным швом известных соединений труба - трубная решетка; уменьшаетс шаг расположения трубок в решетке, повышающий компактность; увеличена в 3-5 раза глубина проплавления металла и уменьшены в сварном шве 1 JY « л / нагфяжения от растягивающих нагрузок из-за конического участка; непрерывный процесс оплавления трубок {при переходе с одной трубки на другую) обеспечивает оплавление трубок без кратеров; отсутствуют канавки вокруг отверстия в раиетке. Формула изобретения 1,Способ крепления труб в отверстиях трубной ранетки путем развальцовки и оплавления, отличаюиийс я тем, что, с целью повышения надежности при размещении труб с шагом не менее drt4p + 2Smp, где dmp - диаметр труб, Smp - толтаина труб, до развальцовки труб отверстия в трубной peiaeTKe выполняют с коническим участком на части ее толщины и развальцовку ведут на этих участках, а оплавление производят в местах контакта кромок смежных труб. 2. Способ попЛ, отличающийся тем, что оплавление ведут гелиево-дуговой сваркой на постоянном токе. Источники информации, принятые во внимание при экспертизе 1. Экспресс-информация Сварка, ВИНИТИ, М., № 26, 1965,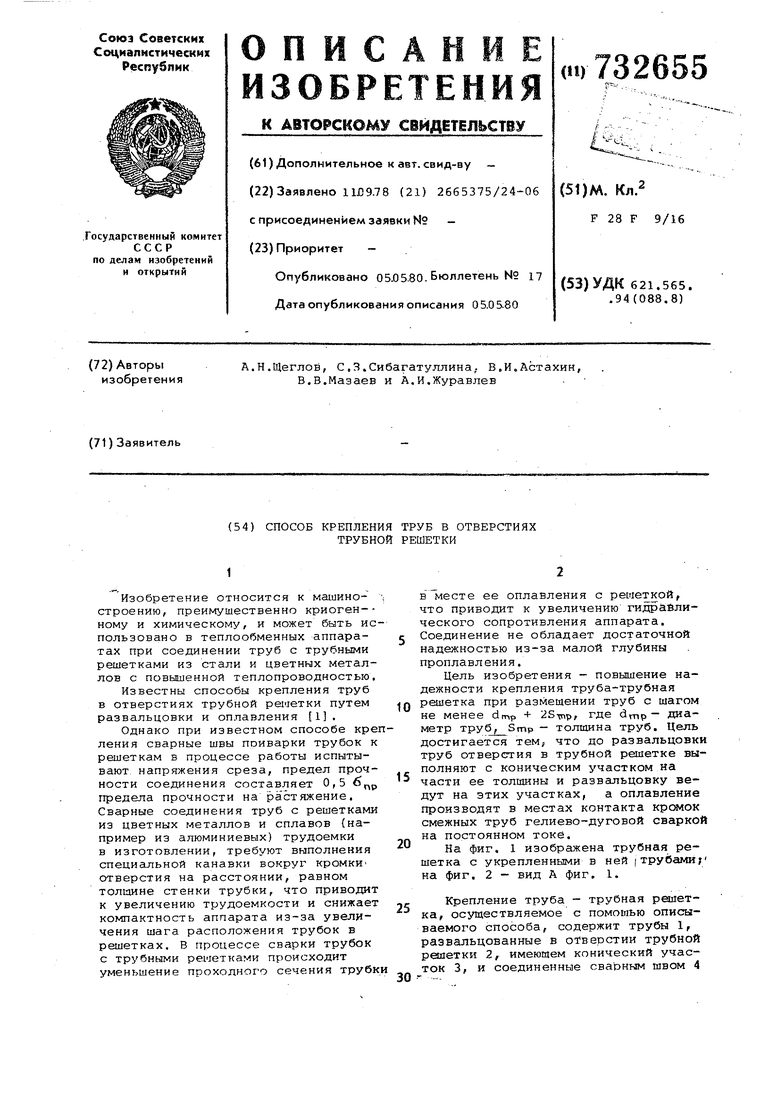
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки труб с трубными досками | 1977 |
|
SU709298A1 |
| Способ сварки труб с трубной решеткой | 1980 |
|
SU984776A1 |
| Способ герметичной сварки труб с трубными решетками | 1984 |
|
SU1234131A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КАПИЛЛЯРНЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ СПЛАВА ПАЛЛАДИЯ В ТРУБНОЙ ДОСКЕ АППАРАТА | 1991 |
|
RU2027568C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| Способ сварки труб из алюминия и его сплавов с трубной решеткой | 1975 |
|
SU540712A1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ СОЕДИНЕНИЯ ПАКЕТА ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586176C2 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
