(54) СПОСОБ СВАРКИ ТРУБ С ТРУБНЫМИ ДОСКАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки труб с трубной доской | 1978 |
|
SU893472A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| Способ дуговой многопроходной сварки труб | 1983 |
|
SU1143554A1 |
| Способ дуговой сварки плавлением стыков труб | 1983 |
|
SU1136911A1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ изготовления соединений из разнородных металлов сваркой плавлением | 1984 |
|
SU1175639A1 |
| Способ автоматической дуговой сварки разнородных металлов | 1979 |
|
SU863234A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| Способ автоматической приварки труб к трубным доскам | 1980 |
|
SU893474A1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
Изобретение относится к области сварки, в частности к способам сварки труб с трубными досками, и может быть использовано в химической, энергетической и других отраслях промышленности, а также при ремонтных работах различных металлоконструкций.
И-звестен способ соединения труб с трубными досками путем развальцовки и сварка, при котором в дефектном соединении первоначально извлекают ,трубу из отверстия трубной решетки, а затем производят сварку на входном участке отверстия с последующей установкой трубы в отверстие трубной решетки, развальцовкой и сваркой на входном участке 1J.
Недостатком такого способа соединения является сложность его применения для конструкций с трубами, проходящими через трубные доски, больщая трудоемкость из-за чрезмерной затесненности между трубами.
Известен способ соединения трубы с трубной доской, при котором производят сварку трубы с торцом трубной доски или угловым швом снаружи трубы 2.
Недостатками этого способа являются сложность выполнения ремонта и больнгая трудоемкость из-за чрезмерной затесненности между трубами.
Известен также способ сварки труб с трубными досками, наиболее близкий к предлагаемому изобретению по технической сущности и достигаемому результату, при котором трубу изготавливают из двух элементов, устанавливают трубные элементы в отверстие трубной доски, развальцовывают их и выполняют сварку с трубной доской изнутри 3.
Основным недостатком этого способа является невозможность применения его при сварке и ремонте соединения из разнородных несваривающихся или трудносваривающихся между собой материалов.
Целью изобретения является обеспечение качественного соединения труб с трубной доской, выполненных из разнородных материалов.
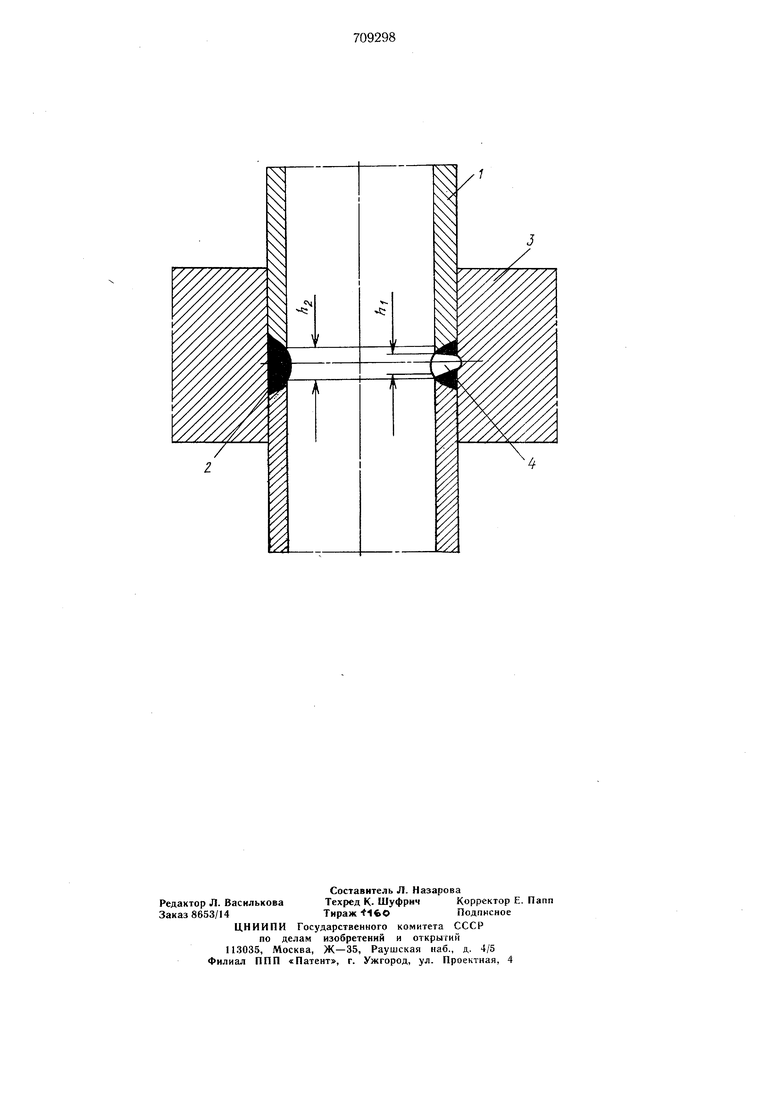
Для этого по предлагаемому способу до развальцовки трубные элементы сваривают между собой встык присадочной проволокой из материала, сваривающегося с материалами трубных элементов и трубной доски, а сварку с трубной доской выполняют без присадочной проволоки путем переплавления стыкового шва трубных элементов. На чертеже представлено соединение трубы с трубной доской, полученное предлагаемым способом. Способ соединения осуществляют следующим образом. Трубу 1 из однородных или разнородных металлов, выполненную из двух элементов, сваривают швом 2 встык материалом, сваривающимся как с материалом отрезков трубы, так и с материалом трубной доски 3. Затем механически обрабатывают снаружи усиление шва 2 трубы 1 до необходимого диаметра. Вставляют трубу 1 в трубную доску 3, располагая шов 2 посередине толщины трубной доски 3. Развальцовывают трубу 1 изнутри по зоне соприкосновения с трубной доской 3. Затем производят сварку соединения изнутри швом 4 без присадочной проволоки, переплавляя металл сварного шва 2 трубы I с полным проплавлением до образования металлической связи между трубой и трубной доской, при этом ширину шва 4 выбирают меньшей ширины шва 2 сваренной трубы. Пример осуществления способа. Сваривали трубы из стали 12XI8H10T диаметром 85 мм с толщиной стенки 4 мм с трубной доской из подкаливающейся перлитной стали I2MX плохо сваривающихся сталью 12Х18Н10Т без присадочной проволоки. Трубы из стали 12Х18Н10Т сваривали встык с разделкой кромок с углом раскрытия 60° аргонно-дуговым способом вольфрамовым электродом с присадочной проволокой св. 07X1SH60M15. Качество шва контролировали рентгенопросвечиванием и цветной дефектоскопией. Дефектов не обнаружено. Усиление шва снаружи трубы механически обрабатывали до диаметра трубы. Трубу в трубную доску из стали 12МХ устанавливали, располагая шов посередине толщины трубной доски. Шов, соединяющий трубу с трубной доской, сваривали с полным проплавлением изнутри вольфрамовым электродом в среде аргона без присадочной проволоки, переплавляя ранее выполненный на трубе шов. С целью исключения образования твердых структур в шве, дефектов и трещин, шов, соединяющий трубу с трубной доской, сваривали шириной, меньшей ширины шва сваренной трубы. Режим сварки: сварочный ток 120 А, напряжение дуг 12 В, скорость сварки 5 м/ч. При переплавлении шва выполненного с присадочной проволокой св. 07Х15Н60М15, объем переплавленного металла трубной доски из стали 12МХ не должен превышать 50% от общего объема переплавленного металла с целью исключения образования мартенситных структур. Полученное соединение испытывали на плотность и прочность, при этом получены положительные результаты. Предлагаемый способ соединения трубной доски с трубой позволяет осуществить ремонт конструкции энергетической установки без замены трубной доски, бывшей в эксплуатации. Формула изобретения Способ сварки труб с трубными досками, при котором трубу изготавливают из двух элементов, устанавливают трубные элементы в отверстие трубной доски, развальцовывают их и выполняют сварку с трубной доской изнутри, отличающийся тем, что, с целью обеспечения качественного соединения труб с трубной доской, выполненных из разнородных материалов, до развальцовки трубные элементы сваривают между собой встык присадочной проволокой из материала, сваривающегося с материалами трубных элементов и трубной доски, а сварку с трубной доской выполняют без присадочной проволоки путем переплавления стыкового шва трубных элементов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 104602, кл. В 23 К 31/06, 1955. 2.Патент Франции № 1589079, кл. В 23 К 9/00, 1968. 3.Патент Франции № 2011718, кл. В 21 D 39/06, 1970 (прототип).
J
