Гй) СПОСОБ СВАРКИ, ТРУБ С ТРУБНОЙ РЕШЕТКОЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ПАКЕТА ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586176C2 |
| СПОСОБ СБОРКИ КОЖУХОТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2284889C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174889C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177851C2 |
| Способ соединения труб с трубной решеткой | 1982 |
|
SU1038151A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ТРУБНОЙ РЕШЕТКОЙ | 1997 |
|
RU2128098C1 |
| Способ крепления труб в отверстиях трубной решетки | 1978 |
|
SU732655A1 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА, ТРУБЧАТЫЙ ТЕПЛООБМЕННИК И СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБЧАТОГО ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2007 |
|
RU2347657C1 |
| Способ соединения труб с трубными решетками | 1978 |
|
SU742085A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2133164C1 |
Изобретение относится к сварке, в частности к способам сварки труб с трубными решетками и может быть использовано.- при изготовлении теплообменных аппаратов, при С()сдинении труб с трубными решетками, в криогенном и химическом машиностроении. Известен способ соединения труб с трубными решетка.ми путем развальцовки 1. Недостатками этого способа являются нетехнологичность его из-за высокой трудоемкости изготовления этих соединений, связанная с необходимостью подготовки отверстия с большой точностью по диаметру и шероховатости поверхности отверстия в пределах 6-7 класса; ухудшение качества сое динения при увеличении диаметра трубок и их количества свыше 200 шт, а также при уменьшении перемычек; низкая ремонтоспособность, так как повторные операции развальцовки практически не устраняют дефекта. Известен также способ сварки труб с трубными решетками, при которо.м выполняют отверстия в трубной решетке, устанавливают в них трубы, уплотняют и сваривают их с трубной решеткой по всему периметру 2. Недостатком этого способа является повышенная склонность к пористости сварных швов труб с кром-клми отверстий трубной решетки из-за образования замкнутых воздушных полостей при уплотнении трубок; в процессе сварки воздух в этих полостях нагревается и расширяется и, не имея возможности выхода в сторону трубного пучка, выделяется в атмосферу через расплав.енный металл шва в момент окончания сварки. Цель изобретения - повышение качества и надежности сварного соединения путем исключения пористости швов при сварке. Поставленная цель достигается тем, что, согласно способу сварки труб с трубными решетками, при котором выполняют отверстия в трубной решетке, устанавливают в них трубы, уплотняют и сваривают их с трубной решеткой по всему периметру, уплотнение труб в отверстиях выполняют на равномерно расположенных но периметру труб участках длиной, не превьипаюшей длину сварочной ванны, между которыми оставляют неуплотненные участки трубы. ..Наличие неуплотненных участков исключает образование замкнутых воздушных полостей; при сварке нагретый воздух имеет
возможность выходить в атмосферу через неуплотненныеучастки в сторону трубного пучка.
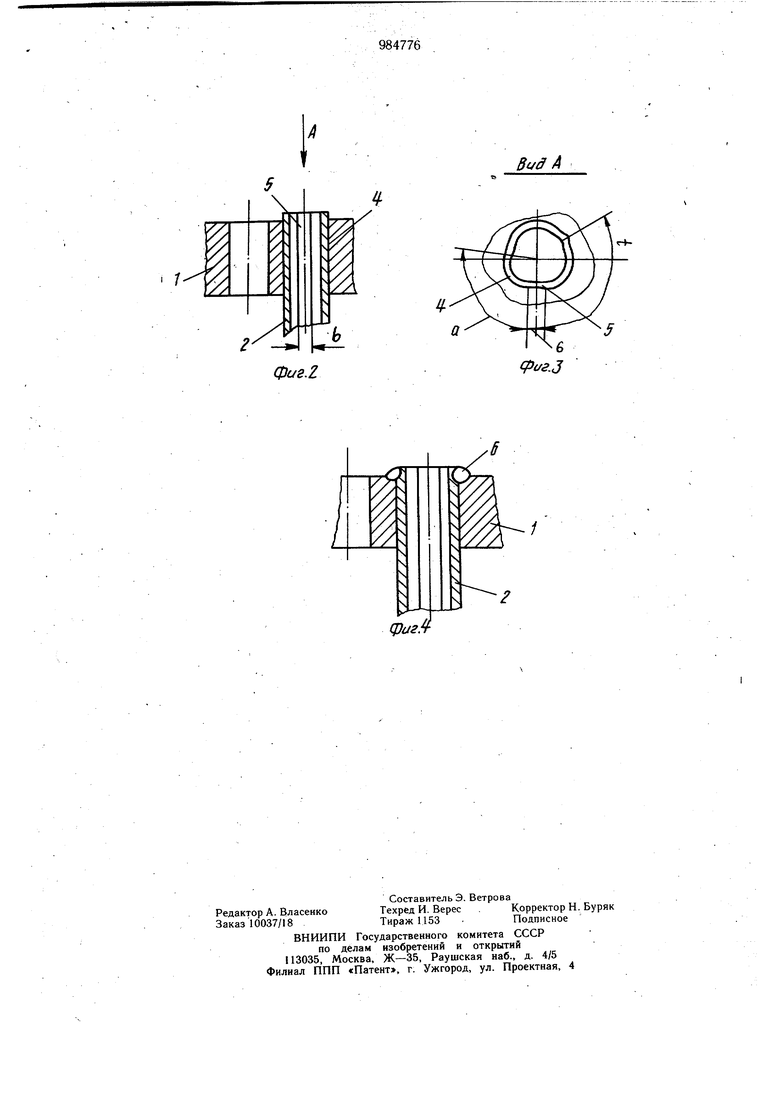
На фиг. 1 представлена схема сборки трубы с трубной решеткой; на фиг. 2 - схема уплотнения трубы; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - схема сварки трубы с трубной решеткой.
На схеме показаны трубная решетка 1, труба 2, отверстие 3 в трубной решетке, уплотненные участки 4, неупЛотненные участки 5 трубы, сварной шов 6.
Способ соединения труб с трубными решетками выполняется следующим образом.
Трубную решетку 1, снабженную отверстиями 3, собирают с трубами 2, которые уплотняют на участках 4 и затем приваривают трубы к кромкам отверстий 3 швом 6 по всему периметру труби. Длина уплотненного участка должна не превышать длины сварочной ванны F, которая определяется по формуле
1 к-D-U-10MM,
где к - коэффициент, устанавливаемый опытным путем; напри-мер, для аргонодуговой и гелиеводуговой сварки к 3-5 мм/В А;
3 -сила сварочного тока, в амперах; и - напряжение дуги, в вольтах. Пример. Способ опробован при изготовлении имитаторов конденсатора малого объема, а также при изготовлении опытнопромышленного конденсатора на объеме трубок в 450 шт. Способ соединения трубок с трубными решетками показал достаточно высокое качество.
Повышение качества достигается засчет исключения пористости сварного, шва благодаря удалению нагреваемого при сварке воздуха через неуплотненные участки. Снижение требований по качеству поверхностей отверстий, при повышении качества соединения повысит производительность в
1,5 раза.
По предварительным расчетам условный экономический эффект от предлагаемого способа соединения трубки с трубной решеткой в промышленности за счет повышения качества и долговечности аппарата составит более 50 тыс. руб.
Формула изобретения
, Способ сварки труб с трубной решеткой, при котором выполняют отверстия в трубной решетке, устанавливают в них трубы, уплотняют и сваривают их с трубной решеткой по всему периметру, отличающийся тем, что, с целью повышения качества и
надежности сварного соединения путем исключения пористости швов при сварке, уплотнение труб в отверстиях выполняют на равномерно расположенных по периметру трубы участках с длиной, не превышаюш,ей длину сварочной ванны, между которыми оставляют неуплотненные участки трубы.
Источники информации, принятые во внимание, при экспертизе
«Судостроение, 1976, с. 35 (прототип).
Scjd А
фаг.г
fpt/e.J
