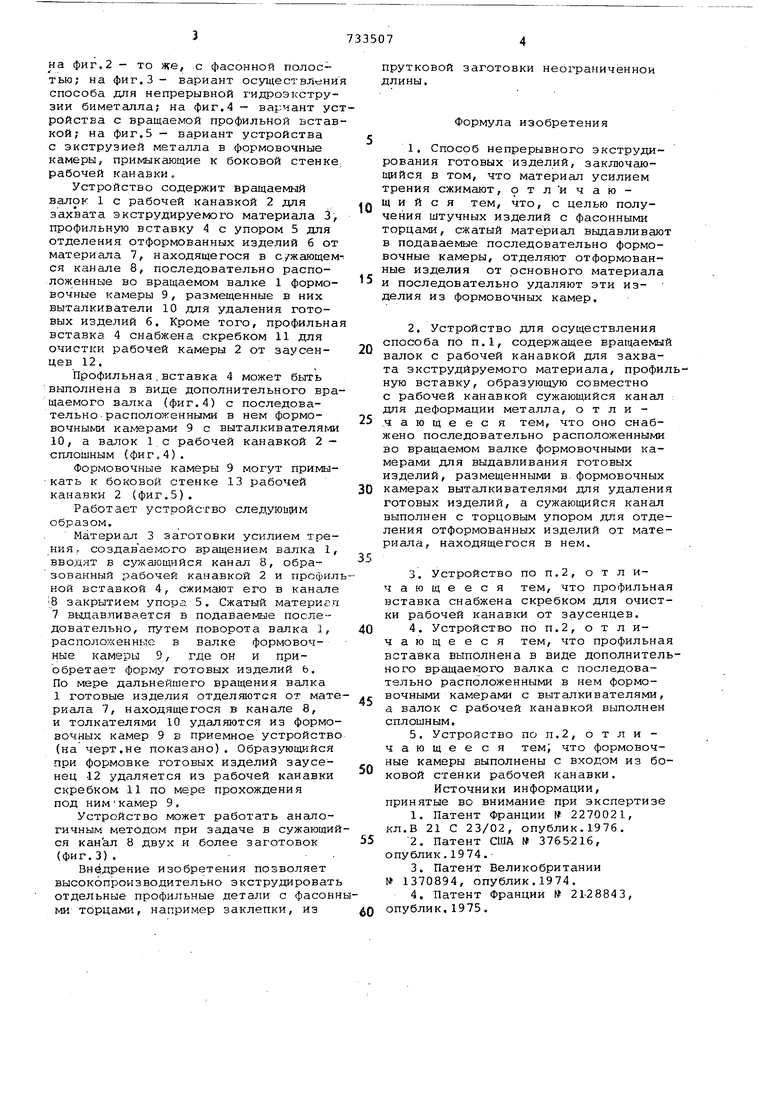
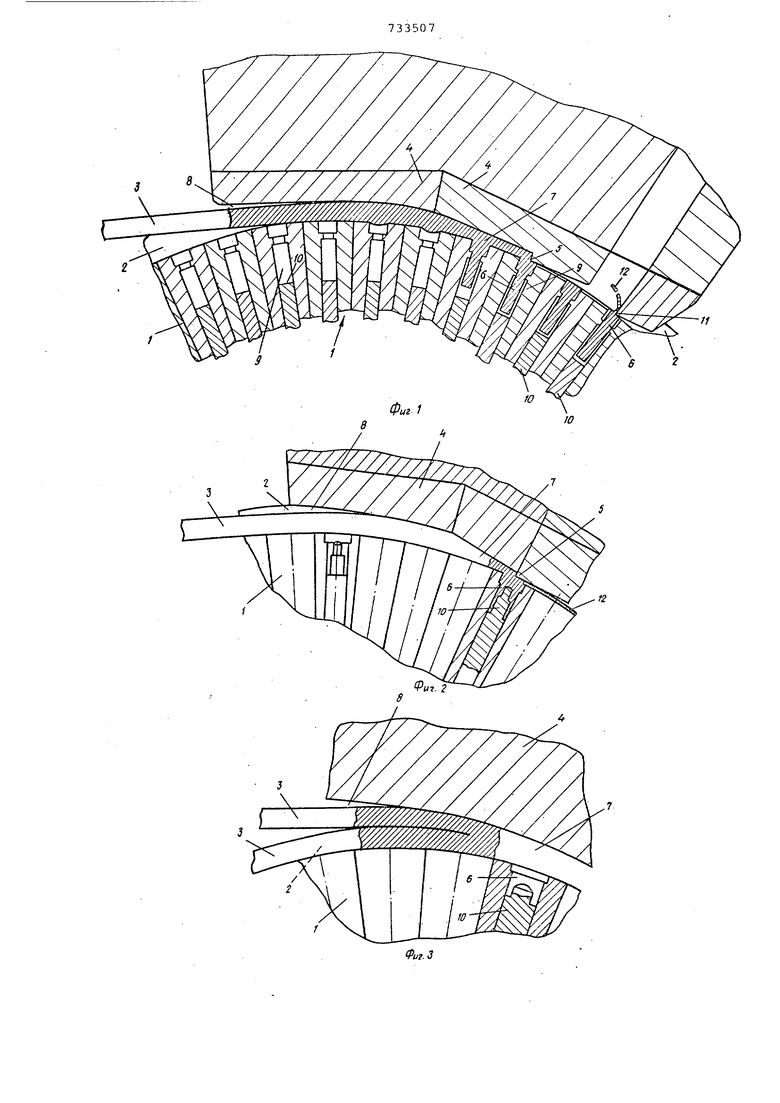
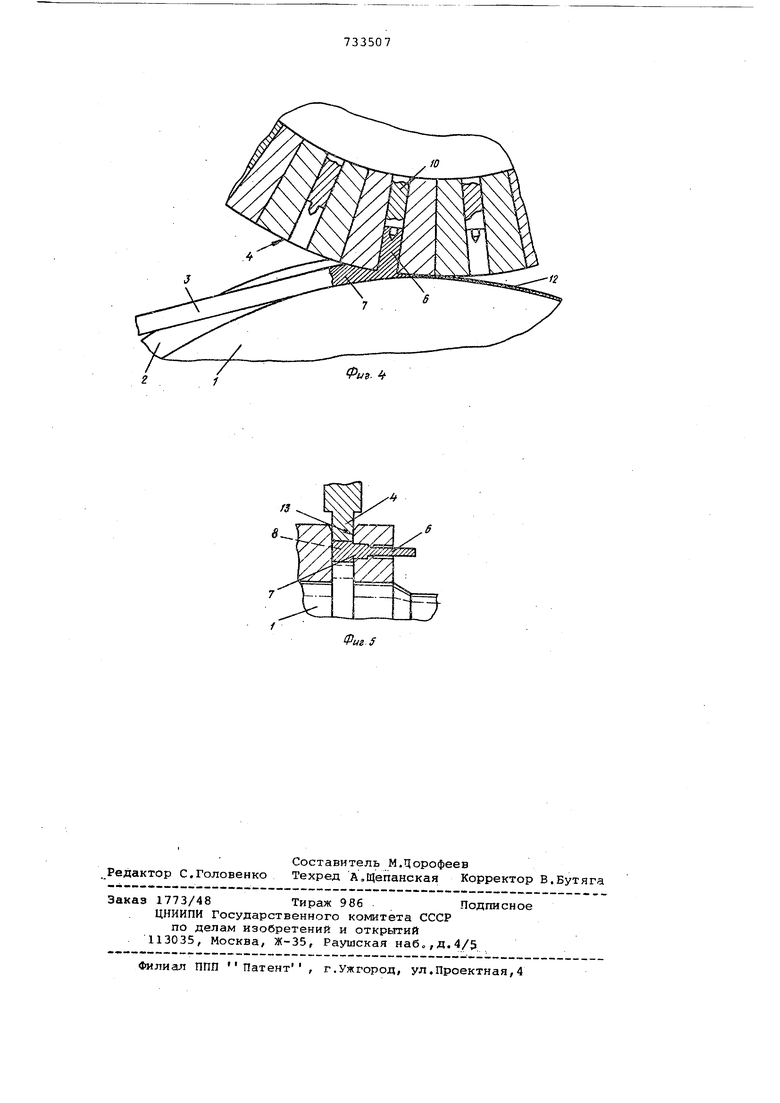
на фиг,2 - то же, .с фасонной полостью; на фиг.З - вариант осуществления способа для непрерывной гидроэкструзии биметалла; на фиг.4 - вариант устройства с вращаемой профильной вставкой; на фиг.З - вариант устройства с экструзией металла в формовочные камеры, примыкающие к боковой стенкв; рабочей канавки.
Устройство содержит вращаемый валок 1 с рабочей канавкой 2 для захвата экструдируемого материала 3, профильную вставку 4 с упором 5 для отделения отформованных изделий б от материала 7, находящегося в сужающемся канале 8, последовательно расположенные во вращаемом валке 1 формовочные камеры 9, размещенные в них выталкиватели 10 для удаления готовых изделий 6. Кроме того, профильная вставка 4 снабжена скребком 11 для очистки рабочей камеры 2 от заусенцев 12.
Профильная.вставка 4 может быть выполнена в виде дополнительного вращаемого залка (фиг.4) с последовательно расположенными в нем формовoчны м камерами 9 с выталкивателями 10, а валок 1.с рабочей канавкой 2 сплошным (фиг.4),
Формовочные камеры 9 могут примыкать к боковой стенке 13 рабочей канавки 2 (фиг.З).
Работает устройство следуюидам образом.
Материал 3 заготовки усилием тренкя, создаваемого вращением валка 1, вводят в сужа}ощийся канал 8, образованный рабочей канавкой 2 и профильной вставкой 4, сжимают его в канале 8 закрытием упора 5. Сжатый материей 7 выдавливается в подаваемые последовательно, путем поворота валка 1, расположенные в валке формовочные камеры 9, где он и приобретает форму готовых изделий ь. По мере дальнейаюго вращения валка 1 готовые изделия отделяются от материала 7, находящегося в канале 8, и толкателями 10 удаляются из формовочных камер 9 в приемное устройство (на черт.не показано). Образующийся при формовке готовых изделий заусенец 12 удаляется из рабочей канавки скребком 11 по мере прохождения под нимкамер 9,
Устройство может работать аналогичным методом при задаче в сужающийся канал 8 двух и более заготовок (фиг.3).
Вне дрение изобретения позволяет высокопроизводительно экструдировать отдельные профильные детали с фасоннми торцами, например заклепки, из
прутковой заготовки неограниченной длины.
Формула изобретения
1.Способ непрерывного экструдирования готовых изделий, заключающийся в том, что материал усилием трения сжимают, отличающийся тем, что, с целью получения штучных изделий с фасонными торцами, сжатый материал выдавливаю в подаваемые последовательно формовочные камеры, отделяют отформованные изделия от основного материала и последовательно удаляют эти изделия из формовочных камер.
2.Устройство для осуществления способа по П.1, содержащее вращаемы валок с рабочей канавкой для захвата экструдируемого материала, профиную вставку, образующую совместно
с рабочей канавкой сужающийся канал для деформации металла, о т л и .чающееся тем, что оно снабжено последовательно расположенными во вращаемом валке формовочными камерами для выдавливания готовых изделий, размещенными в формовочных камерах выталкивателями для удалени готовых изделий, а сужающийся канал выполнен с торцовым упором для отделения отформованных изделий от материала, находящегося в нем.
3.Устройство по п.2, отличающееся тем, что профильна вставка снабжена скребком для очистки рабочей канавки от заусенцев.
4.Устройство по п.2, о т л ичающе еся тем, что профильна вставка выполнена в виде дополнителного вращаемого валка с последовательно расположенными в нем формовочными камерами с выталкивателями,
а валок с рабочей канавкой выполнен сплошным.
5.Устройство по п.2, отличающее ся тем; что формовочные камеры выполнены с входом из боковой стенки рабочей канавки.
Источники информации, принятые во внимание при экспертизе
1.Патент Франции № 2270021, кл.В 21 С 23/02, опублик.1976.
2.Патент США W 3765-216, опублик.1974.
3.Патент Великобритании 1370894, опублик.1974.
4.Патент Франции № 21-28843, опублик.1975.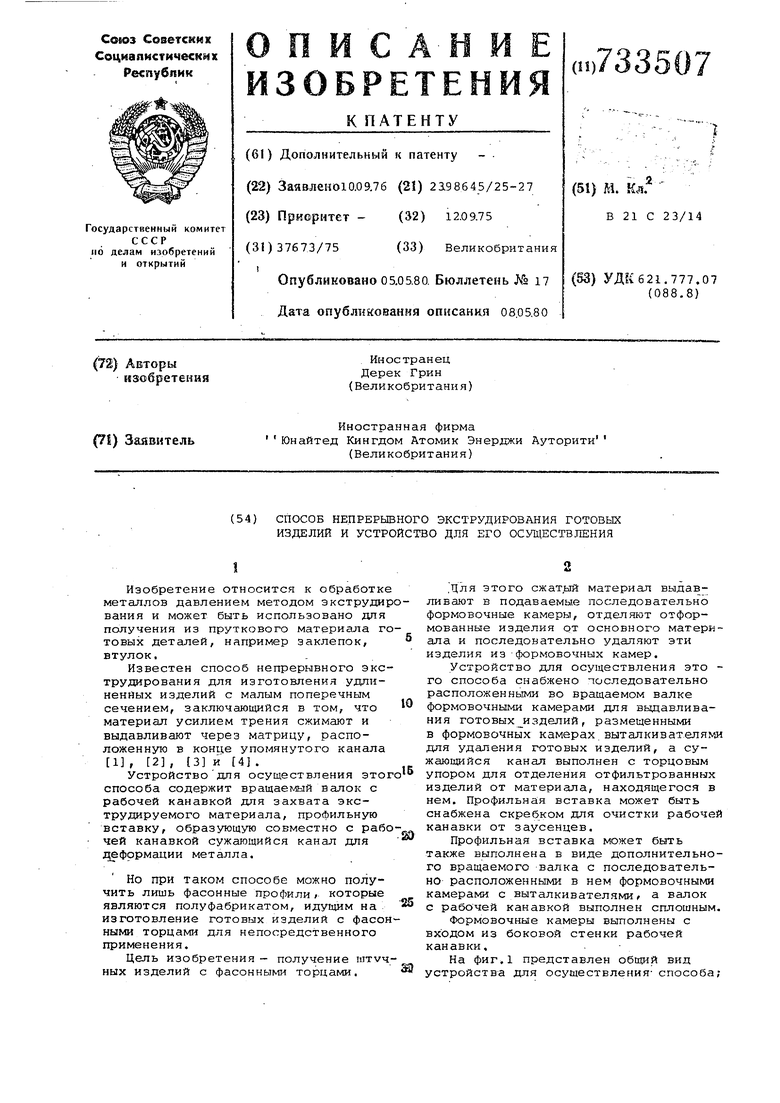
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ФАСОННОГО ПРОФИЛЯ | 2000 |
|
RU2181665C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023776C1 |
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |
| Способ подачи термопластичного листа из экструдера в устройство для формования листовых термопластов и устройство для его осуществления | 1988 |
|
SU1655297A3 |
| Способ получения колец из трубной заготовки | 1987 |
|
SU1493359A1 |
| Способ изготовления кольцевых заготовок раскаткой | 1982 |
|
SU1038033A1 |
| Устройство для формования оболочек изКОМпОзициОННОгО МАТЕРиАлА | 1979 |
|
SU804490A1 |
| Устройство для изготовления профилированных минераловатных изделий | 1980 |
|
SU908781A1 |
| ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ ЭКСТРУДИРОВАННОГО ПРОДУКТА | 2003 |
|
RU2259152C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ ВСТАВОК ТРОЛЛЕЙБУСОВ | 2016 |
|
RU2625622C1 |
rs
