нину| размаценные в ее проемах барабаны, смонтированные в них грибовидные рабочие валки, оси которых расположены под острым углом к оси барабана и привод валков, имеющий размещенную в барабане коническую зубчатую передачу, ©дна из шестерен которой насажена на вал валка, и цилиндрическую зубчатую передачу в виде соединенного с электродвигателем отдельного редуктора. Зта конструкция обеспечивает равномерную передачу вращения валкам, но имеет узки диапазон регулирования углов подчи{з.
Цельюизобретения является расижрение диапазона регулирования углов подачи и тем самым скорости прокатки и производительно(эти.
Указанная цель достигается тем, что цилиндрическая и коническая зубчатые передачи привода каждого валка динены в общий корпус, установленный на барабане с возможностью перемещения в плоскости, перпендикулярной оси. барабана.
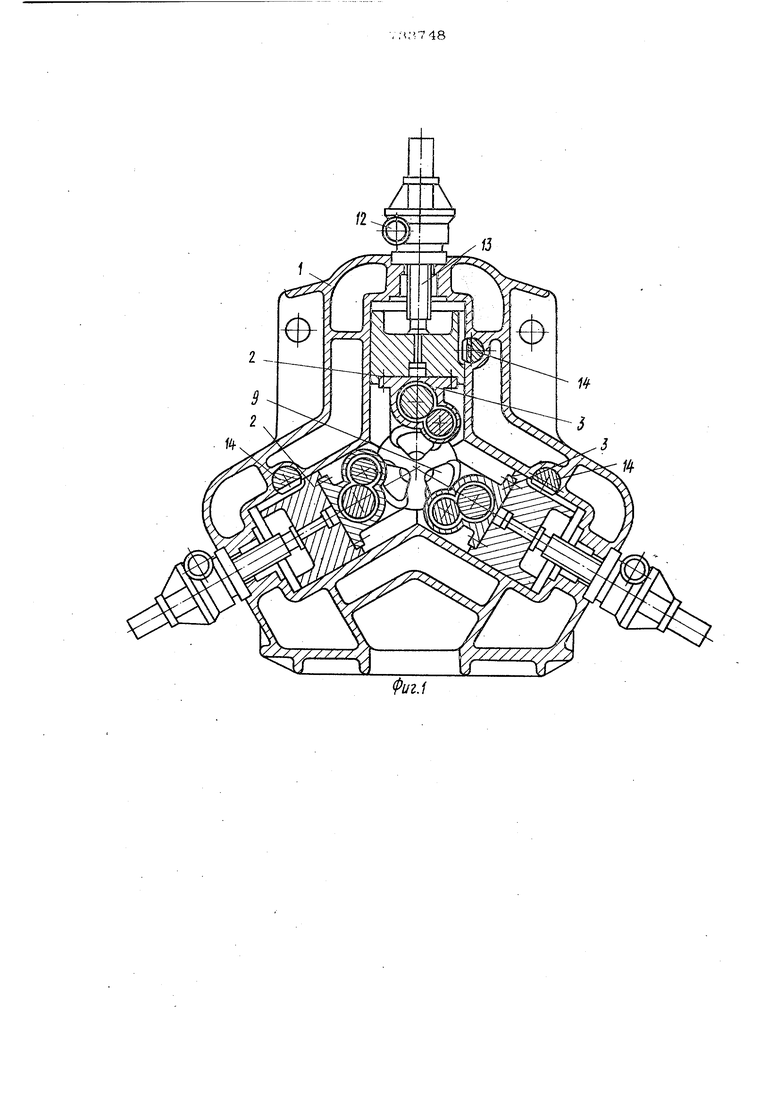
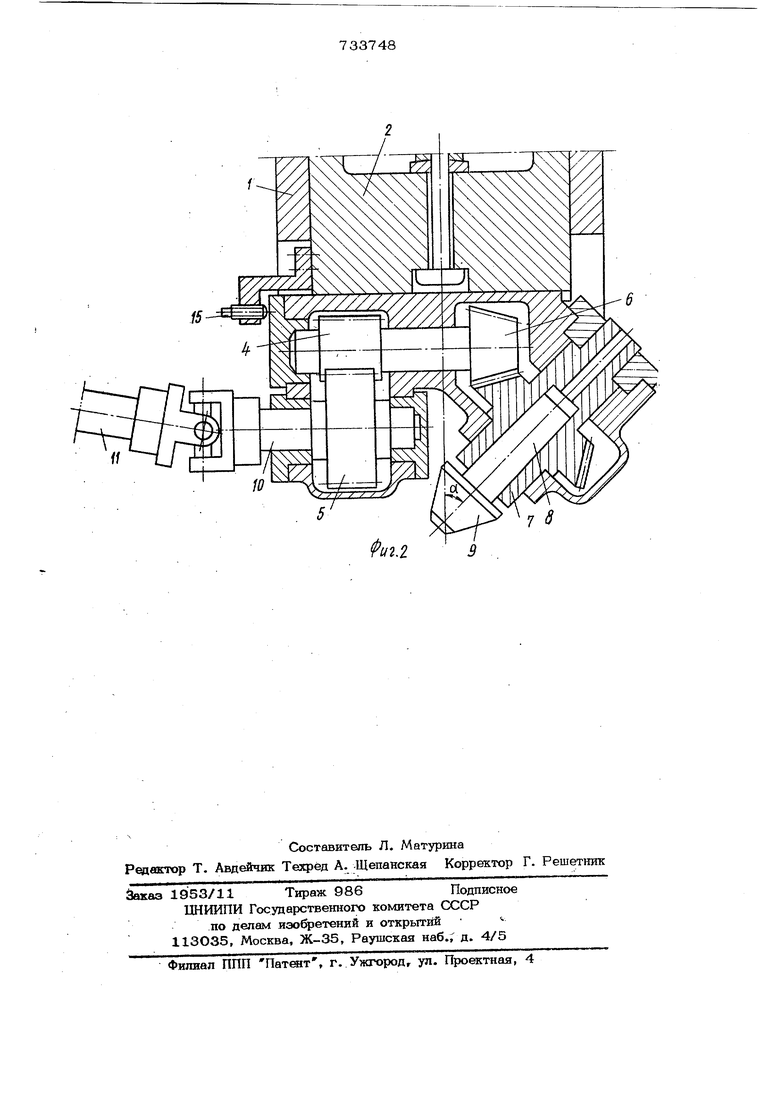
На фиг. 1 -поперечный разрез клети; на фиг, 2 - то же, продольный разрез.
Рабочая клеть включает станину 1 с тремя радиальными проемами в каждом из которых размещен барабан 2, установленный на нем корпус 3 редуктора с цилиндрической передачей 4,5 и конической 6,7, одна из шестбрен которой насажена на вал 8 грибовидного рабочего валка 9, ось которого составляет острый угол с осью барабана. Вал 10 редуктора соединен со щпинделем 11. Барабан перемецают вдоль его оси при помощи редуктора 12, снабженного ходовым винтом 13, и поворачивают вокруг оси на некоторый утоп при помощи механизма с зубчатой рейкой 14.
Редуктор в свою очередь перемещают перпендикулярно оси барабана в налравгляющем пазу с помощью ходового винта 15, установленного в кронштейне. Для перемещения редуктора может быть использован какой-,либо другой маханизм
Для настройки клети на прокатку заготовок определенного диаметра перемещают барабан 2 с рабочим валком 9 в проемах станины 1 вдоль оси редуктором 12. Поворотом барабана вокруг оси изменяют угол подачи. Перемещением корпуса 3 {Редуктора перпенщикул$фно оси барабана с помощью ходового винта 15 изменяют диаметр прокатываемого прутка или угол подачи, причем, фиктический угол подачи может быть больше угла разворота барабана относительно оси прокатываемого изделия. При необходимости изменения
только угла подачи, после смещения корпуса 3 редуктора размер диаметра прокатываемого прутка корректируют переметцением барабана вдоль оси. ; В зависимости от условий прокатки и
требуемого числа оборотов валка 9 редуктор может быть вьшолнен с соответствующим передаточным отношением. При необходимости увеличения числа оборотов валка по сравнению с числом оборотов
щпинделя 11 вместо редуктора используют мультипликатор.
Использование рабочей клети такой „конструкции возможно в любом существующем трехвалковом стане поперечновинтовой прокатки, в котором заменяют Тсаждьгй узел барабана с бочковидным валком на барабан с редуктором и грибовидным валком.
Это позволяет увеличить углы подачи
с 12 до ЗО® и тем самым .увеличить производительность прокатки в 2,5 раза при одновременном улучшении качества поверхности структуры прокатываемых изделий.
Формула изобретения
Рабочая клеть стана поперечно-винтовой прокатки, включающая станину, размещенные в ее проемах барабаны, смонтированные в них грибовидные рабочие валки, оси которых расположены под острым углом к оси барабана, и
привод валков, имеющий цилиндрическую зубчатую передачу и коническую, одна на щестерен которой насажена на вал вашса, отличающаяся тем, что, с целью расширения диапазона регулирования углов подачи и тем самым скорости прокатки, цилиндрическая и коническая зубчатые передачи привода каждого валка объединены в общий корпус, установленный на барабане с возможностью перемещения в плоскости, перпендикулярной оси барабана. Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР МЬ 246455, В 21 В 13/12, 1965.
2.Авторское свидетельство СССР № 433934, В 21 В 19/02, 1972.
3.Авторское свидетельство СССР
№ 242О98, кл. В 21 В 19/ОО, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2278748C2 |
| РАБОЧАЯ КЛЕТЬ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 2011 |
|
RU2482932C2 |
| Клеть планетарного стана поперечно-винтовой прокатки | 1990 |
|
SU1814935A1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| УСТАНОВКА ДЛЯ ПРОКАТКИ ТОНКОЙ ЛЕНТЫ | 2010 |
|
RU2427435C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2006 |
|
RU2343023C2 |
| Двухвалковая клеть стана винтовой прокатки | 1986 |
|
SU1319946A1 |
| Привод валка,установленного в барабане стана поперечно-винтовой прокатки | 1978 |
|
SU766687A2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1971 |
|
SU476933A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |