Предлагаемое изобретение относится к обработке металлов давлением и может быть использовано для получения тонкой бериллиевой ленты, а также лент из других материалов.
Известна установка, предназначенная для прокатки ленты (см., например, «Прокатные станы и оборудование прокатных цехов», А.А.Королев, Москва, Государственное научно-техническое издательство литературы по черной и цветной металлургии, 1963 г., стр.Х-98), принятая за аналог, включающая рабочую клеть кварто и установленные по двум сторонам от нее моталки.
Недостатком данной установки является низкая точность полосы в результате того, что моталки и клеть расположены на отдельных фундаментах, что со временем приводит к нарушению соосности моталок и клети.
Известна установка, предназначенная для прокатки ленты (см., например, А.М.Когос, «Механическое оборудование волочильных и прокатных цехов», Москва, Металлургия, 1964 г., стр.235), наиболее близкая к заявляемому изобретению, принятая за прототип, включающая рабочую клеть с горизонтальными валками и установленными по двум сторонам от нее моталками, причем моталки и клеть расположены на общей раме.
Недостатками данной установки являются низкая точность прокатанной полосы из-за невозможности регулирования соосности моталок относительно валков клети, невозможности вертикального перемещения барабанов моталки при переточке валков и необходимости использования дополнительного оборудования для измерения натяжения ленты при прокатке, а также неудобство работы при настройке из-за того, что барабаны моталок не имеют возможности поворота в горизонтальной плоскости.
Техническим результатом предлагаемого изобретения является повышение точности прокатываемой ленты и удобства работы.
Технический результат достигается за счет того, что корпус моталки прикреплен к станине рабочей клети посредством соединения типа «ласточкин хвост» с вертикальными направляющими, при этом в корпусе моталки выполнена вертикальная расточка, внутри которой установлен поворотный в горизонтальной плоскости корпус конического редуктора с вертикальным приводным входным валом с конической шестерней и горизонтальным выходным валом с коническим колесом, а на горизонтальном выходном валу конического редуктора расположен корпус цилиндрического редуктора с возможностью качания вокруг выходного вала конического редуктора, а также ось качания цилиндрического редуктора параллельна выходному валу цилиндрического редуктора с закрепленным на нем барабаном моталки и связана с выходным валом цилиндрической зубчатой передачей, при этом поворотный корпус конического редуктора снабжен механизмом фиксации, а качающийся корпус цилиндрического редуктора связан с поворотным корпусом конического редуктора посредством упругого элемента.
Предлагаемое изобретение приведено на графических материалах, где:
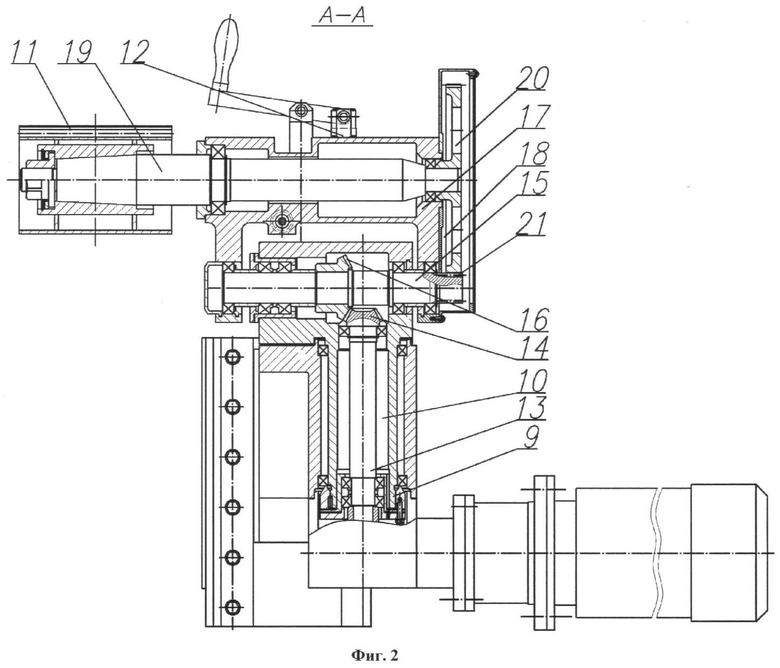
- на фиг.1 изображен общий вид в плане;
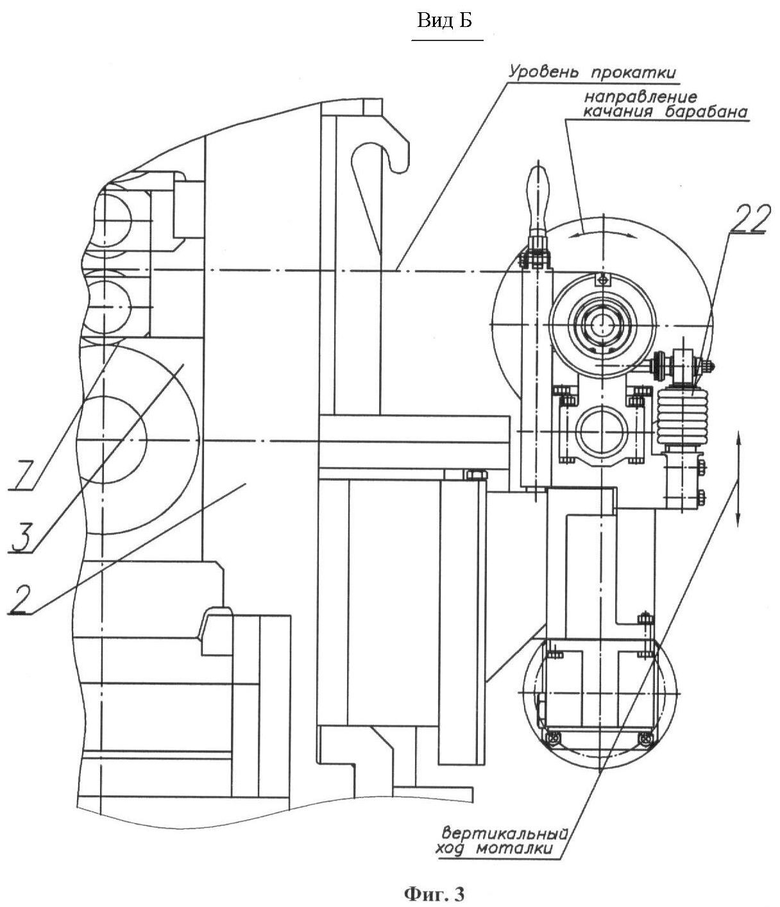
- на фиг.2 изображен разрез по А-А;
- на фиг.3 изображен вид Б.
Все узлы установки смонтированы на раме 1. Сверху рамы 1 размещена станина 2 рабочей клети 3. На станине 2 рабочей клети 3 расположен кронштейн 4, на котором посредством соединения типа "ласточкин хвост" 5, служащего для вертикального перемещения моталки 6 в случае переточки валков 7, закреплен корпус 8 моталки 6. В корпусе 8 выполнена расточка, внутри которой на подшипниках качения установлен корпус 9 конического редуктора 10, имеющий возможность поворота в горизонтальной плоскости, за счет чего барабан 11 моталки 6 отводится от станины 2 рабочей клети 3 для свободного доступа к валкам 7 во время настройки установки. Возможность поворота корпуса 9 конического редуктора 10 используется также для настройки соосности барабана 11 относительно валков 7 рабочей клети 3. Поворотный корпус 9 конического редуктора 10 снабжен механизмом фиксации 12, который служит для стопорения барабана 11 после выставления барабана 11 соосно валкам 7 рабочей клети 3, а также для фиксации барабана 11 в отведенном состоянии при настройке рабочей клети 3. Конический редуктор имеет вертикальный приводной входной вал 13 с конической шестерней 14 и горизонтальный выходной вал 15 с коническим колесом 16. На горизонтальном выходном валу 15 конического редуктора 10 расположен с возможностью качания корпус 17 цилиндрического редуктора 18, вокруг оси горизонтального выходного вала 15 конического редуктора 10. В корпусе 17 цилиндрического редуктора 18 на подшипниках качения расположен вал 19, установленный параллельно валу 15, на одном конце которого расположено цилиндрическое зубчатое колесо 20, зацепленное с шестерней 21, выполненной на валу 15, а на другом конце расположен барабан 11, служащий для смотки ленты при прокатке. Возможность качания корпуса 17 позволяет передавать усилие натяжения ленты, возникающее при смотке ленты, на упругий элемент 22, предназначенный для контроля натяжения ленты.
Установка работает следующим образом: при отведенном барабане 11 производится настройка рабочей клети 3. После этого моталки 6 устанавливаются в рабочее положение соосно валкам 7 рабочей клети 3 и стопорятся механизмом фиксации 12. В один из барабанов 11 заправляется исходная заготовка, пропускается через валки 7 рабочей клети 3 и заправляется во второй барабан 11. После этого происходит реверсивная прокатка ленты до получения требуемой толщины раската, при этом необходимое натяжение ленты контролируется с помощью упругого элемента 22. По окончанию прокатки лента наматывается на один из барабанов, откуда снимается в виде рулона.
Предлагаемое изобретение может быть предназначено для прокатки чистой бериллиевой фольги наименьшей толщиной 10 мкм и шириной до 120 мм.
Предлагаемая установка позволяет получить более точную по геометрии тонкую ленту, а именно ленту с меньшей серповидностью и меньшей продольной разнотолщинностью, а также улучшить условия настройки и обслуживания установки.
Данные преимущества реализуются за счет размещения моталок непосредственно на станине рабочей клети, возможности поворота барабанов моталок в горизонтальной плоскости для настройки соосности барабанов моталок относительно валков рабочей клети и для более удобного доступа к валкам клети во время настройки стана, возможности вертикального перемещения барабанов моталок в случае переточки валков рабочей клети, введения упругих элементов, контролирующих натяжение прокатываемой ленты, непосредственно в конструкцию моталок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Прокатная клеть | 1980 |
|
SU954121A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ПРОКАТНЫЙ СТАН | 1992 |
|
RU2063274C1 |
| Нятяжное устройство | 1984 |
|
SU1186311A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
Изобретение предназначено для повышения точности прокатываемой полосы при изготовлении, например, тонкой бериллиевой ленты. Установка содержит раму, сверху которой размещена станина рабочей клети с горизонтальными валками и установленными по двум сторонам от нее моталками. Уменьшение серповидности и продольной разнотолщинности ленты, улучшение условий настройки и обслуживания стана обеспечивается за счет того, что на станине расположен кронштейн с закрепленным корпусом моталки, в котором выполнена расточка, внутри которой на подшипниках качения установлен с возможностью поворота в горизонтальной плоскости и стопорения корпус конического редуктора для отведения барабана моталки от станины и настройки соосности барабана и валков рабочей клети. Конический редуктор имеет вертикальный приводной входной вал с конической шестерней и горизонтальный выходной вал с коническим колесом. На горизонтальном выходном валу конического редуктора расположен с возможностью качания корпус цилиндрического редуктора, в котором на подшипниках качения расположен вал, установленный параллельно валу, на одном конце которого расположено цилиндрическое зубчатое колесо, зацепленное с шестерней, выполненной на горизонтальном выходном валу конического редуктора, а на другом конце расположен барабан, служащий для смотки полосы при прокатке. 3 ил.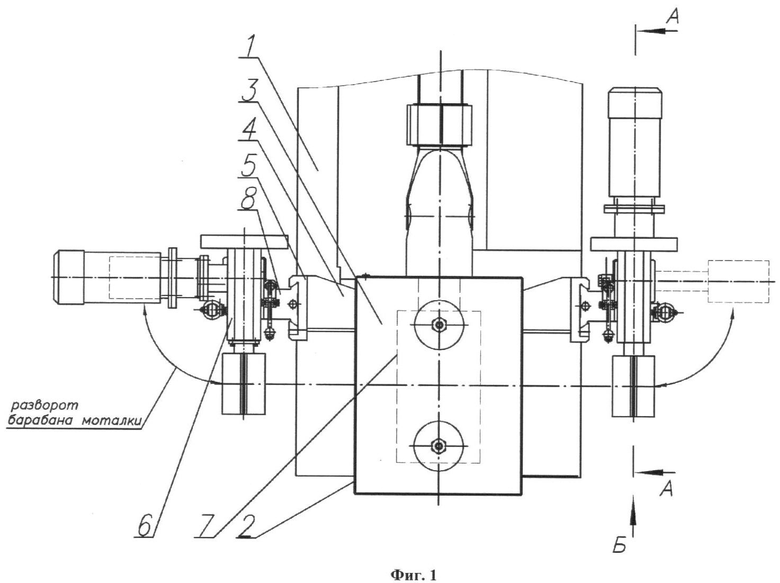
Установка для прокатки тонкой ленты, включающая рабочую клеть с горизонтальными валками и закрепленными на входной и выходной стороне моталками с приводом, имеющими барабаны с осями, параллельными осям рабочих валков, отличающаяся тем, что корпус моталки прикреплен к станине рабочей клети посредством соединения типа «ласточкин хвост» с вертикальными направляющими, при этом в корпусе моталки выполнена вертикальная расточка, внутри которой установлен поворотный в горизонтальной плоскости корпус конического редуктора с вертикальным приводным входным валом с конической шестерней и горизонтальным выходным валом с коническим колесом, а на горизонтальном выходном валу конического редуктора расположен корпус цилиндрического редуктора с возможностью качания вокруг выходного вала конического редуктора, причем ось качания цилиндрического редуктора параллельна выходному валу цилиндрического редуктора с закрепленным на нем барабаном моталки и связана с выходным валом цилиндрической зубчатой передачей, при этом поворотный корпус конического редуктора снабжен механизмом фиксации, а качающийся корпус цилиндрического редуктора связан с поворотным корпусом конического редуктора посредством упругого элемента.
| КОГОС А.М | |||
| Механическое оборудование волочильных и прокатных цехов | |||
| - М.: Металлургия, 1964, с.235 | |||
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОГО МАТЕРИАЛА | 1994 |
|
RU2143955C1 |
| US 5966978 A, 19.10.1999. | |||

