(54) РАБОЧАЯ КЛЕТЬ СТАВА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ


| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2362640C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Гидромеханическое нажимное устройство барабана с рабочим валком | 1980 |
|
SU900899A1 |
| Предварительно-напряженная клеть стана поперечно-винтовой прокатки | 1980 |
|
SU912373A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| Трехвалковая клеть винтовой про-КАТКи | 1979 |
|
SU852393A1 |
| Предварительно напряженная клетьСТАНА пОпЕРЕчНО-ВиНТОВОй пРОКАТКи | 1979 |
|
SU837520A1 |



Изобретение относится к трубопрокатному производству, касается усовершен ствования трехвалковой рабочей клети стна поперечно-винтовой прокатки и может быть использовано для производства тонкостенных труб.
В настоящее время рабочие клети трехвалковых раскатных станов испсшь- эуются для получения высокоточных труб.
Недостатком известных трехвалковых рабочих клетей является . невозможнсють получения из них тонкостенных труб изза появления трехгранностей на заднем конце трубы.
Известна рабочая клеть стана поперечно-винтовой прокатки для производства тонкостенных труб путем прокатки концевых участков трубы в большем капибре, чем калибр для остальной части трубьц Опоры рабочих валков этой клети имеют сферические элементы и размешены в двух соосных поворотных дисках l
Установка гидроцилиндров под подушкой валков дает -возможность разводить валы при прокатке, т. е. обеспечивает прокатку с утолщенныкот концами и ликвидирует трехгранность при прокатке тонкостенных труб.
Недостатком этой конструкции клети является невозможность прокатки трубы без получения концевьос отходов вызванных либо разведет1дем валков, либо из Ленением углов .
Наиболее близкой к предлагаемому изобретению по технической сущности является рабочая клеть, содержащая станину с крышкой, три расположенных
s через 120 барабана с рабочими валками, механизмы поворота барабанов в виде винтовых упоров и расположенных против них гидроцилиндров и для каждого барабана нажимной винт с опорной
0 пятой и пропушенной сквозь него тягой.
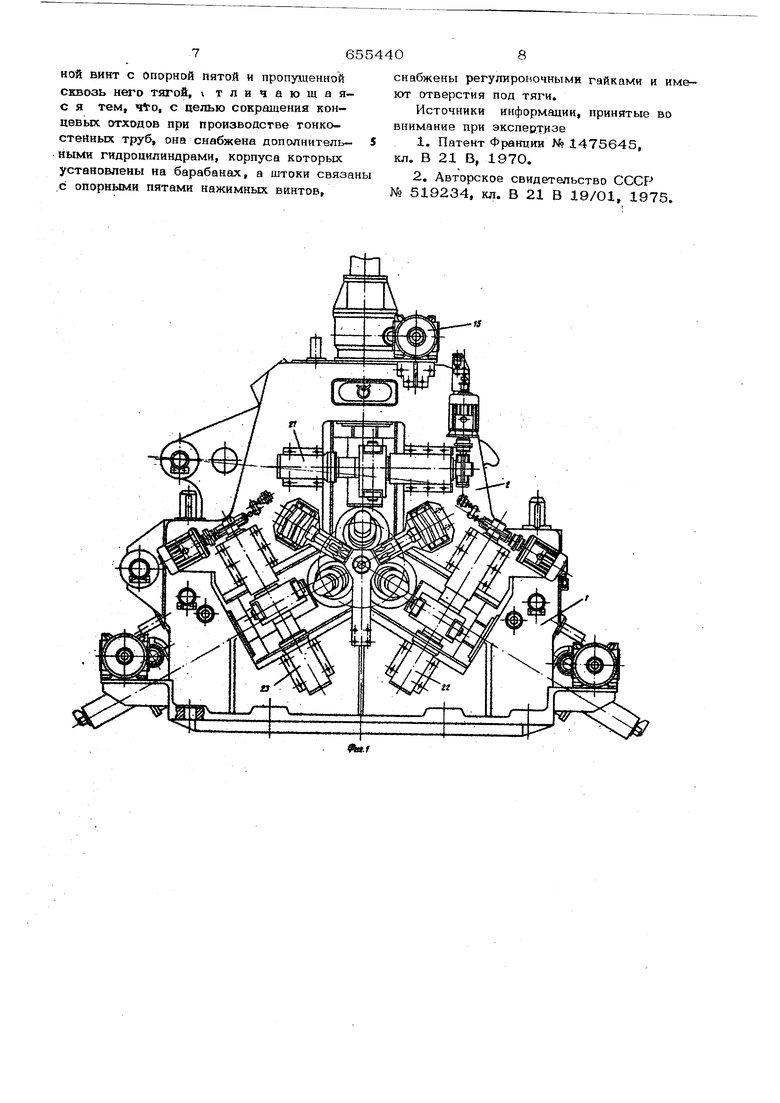
Конструкция этой клети обеспечивает получение тонкостенных груб с отношением диаметра к толшине стенки более 11, Недостаток такой рабочей клети стан поперечно-винтовой прокатки заключается в том, чтб при производстве тонкостенных труб неизбежны концевые отходы вследствие того, что тонкостенные трубы в этой конструкции можно получить только изменением раствора валков. Кроме того, качество труб, получаемых на этой клети, недостаточно высокое вследствие смещения оси прокатки того, что раствор валков регулируется только за счет подъема или опус кания верхнего валка. Целью изобретения является повышен качества и сокращение концевых отходов при производстве труб с отношением диа метра к толщине стенки трубы более 11 Поставленная цель достигается тем, что клеть стана поперечно-винтовой прокатки, содержащая станину с крышкой, три расположенных через 12О барабана с рабочими валками, механизмы поворота барабанов в ; виде винтовых упоров и расположенных против них гидроцилиндров и для каждого барабана нажимной винт с опорной пятой и пропущенной сквозь него тягой, снабжена дополнитель ными гидроцилиндрами, корпуса которых установлены на барабанах, а штоки связаны с опорными пятами нажимных винтов, снабжены регулировочными гайками и имеют отверстия под тяги. Такое конструктивное выполнение ра бочей клеги стана поперечно-винтовой прокатки позволяет повысить качество и сократить концевые отходы при производ стве труб с отношением диаметра к толщине стенки трубы более 11. Это обеспечивается за счет того, что барабан с валком можно разворачивать вокруг его продольной оси и перемещать вдоль этой оси с большой скоростью, т. е. изменять угол подачи при одиовременном изменении раствора валков На фиг, 1 изображена предлагаемая рабочая клеть, общий вид; на фиг. 2 то же, разрез; на фиг. 3 - механизм установки валка;-на фиг. 4 - разрез Афиг. 1. Рабочая клеть станка поперечно-винтовой прокатки содержит станину 1, крышку 2, расположенные через 120 три рабочих валка 3-5, закрепленные соответственно на поворотных барабана 6-8 при помощи подшипниковых опор 9 и,10. Поворотньш барабаны установлен в соответствующих проемах станины и крышки. Перемещение барабанов в направении, перпендикулярном оси прокатки, вдоль оси барабана осуществляется нажимными механизмами, кажсхый из которых имеет неподвижную гайку 11 и приводной нажимной винт 12, приводимый во ращение через шлицевое соединение червячным колесом 13, находящимся в зацеплении с червяком 14, соединенным с двигателем 15. Каждый нажимной винт вьтолнен с центральным.4 сквозным отверстием, через которое пропущена подпружиненная уравновешивающая тяга 16 для прижима со- ответствующего поворотного барабана через пяту 17 к нажимному винту, Соосно с нажимными винтами, барабанами и расточками станины между пятой, на которую опирается нажимной винт, и рабочим торцом соответствующего барабана установлен гидрощишндр, корпус 18 которого смонтирован на торце барабана, а шток 19 выполнен полым и внутри него проходиг уравновешивающая тяга, кроме того, на штоке смонтирована регулировочная гайка 20. Для поворсуга каждого из барабанов клеть имеет комплекты приводных стопорных устройств, 21-23, связанных с соответствующими поворотными барабанами через башмаки 24 и 25, шарнирно установленные при помощи осей 26 на кронштейнах 27 и 28, закрепленных на каждом из барабанов по обе стороны от оси поворота .sTitx барабанов. Каждый из комплектов стопорных устройств имеет размещенные по одну сторону каждого из барабанов регулиру-. емые ограничители 29 и ЗО и соосно размещенные с ними по другую сторону каждого из ЭТИ.Х барабанов;, двухплунжерные гидроцилиндры 31 и 32, плунжеры каждого из которых установлены концентрич- но, о разуя большую и меньшую полости в каждом гидродилиндре, которые постоянно заполнены жидкостью под давлением, причем заполнены попеременно большая полость одного из этих цилиндров и меньшая полость другого. Так или иначе плунжеры обоих гидроцилиндров одновр€ менно воздействуют соответственно на башмаки 24 и 25 с разными усилиями. С этой стороны, где усилие будет большим, соответствующий из башмаков прижимается к регулируемому ограничит&лю 29, 30. При этом постоянное одностороннее усилие прижатия поворотных барабанов через направляющие 33 и 34 передается на станину и крышку Каждый из регулируемых orpauHMviтелей может быть выполнен в виде винтового механизма с приводом от червячного редуктора, подключенного к двигателю. Клеть работает следующим образом. Рабочая клеть может применяться для производства труб различными способами поперечно-винтовой прокатки, опрецеляюишми порядок взаимодействия ее узлов и элементов: прокатка в постоянном калибре при постоянном угле подачи, прокатка труб в постоянном калибре с изменением угла подачи для увелич ния производительносги, прокатка с измен нием калибра во время прохождения концев участков трубы для прокатки тонкостенных труб, прокатка с изменением калибра для производства профилированных труб, прокатка с одновременным измере нием углов подачи раствора валков 35 для прокатки тонкостенных труб при высокой производигельности без кондовых отходов. Величина регулирования калибра клети опеределяется установкой зазора меаду торцом гайки 2О и опорной повер ностью корпуса 18 гидроцилиндра. Для прокатки в постоянном калибре и при постоянном угле подачи жидкость не подается в полость гидроцилиндра, я корпус 18 цилиндра без зазора притягивается тягой 16 под действием пружины к торцу штока 19. В этом случае калибр настраивается, как обычно, нажимными механизмами, перемешивающими барабан с закрепленными на них рабочими валками. Необходимый угол подачи поддерживается в процессе прокатки стопорными устройствами 21-23, обеспечивающими прижатие поворотных барабанов 6-8 в направляющим 33 и 34. Для прокатки в постоянном калибре с изменением угла подачи порядок взаимодействия узлов и элементов рабочей клети тот же, с той лишь разницей, что после прокатки ко1щеврй части трубы на меньшем угле подачи осуществляется пе ключение подачи жидкости под давленивн,в соответствующие полости гидроциливдров, чтобы остальную часть трубы прокатьюать на большем угле подачи, увеличивая этим производительность. Для прокатки с изменением калибра преж де всего устанавливают заданный зазор между корпусом 18 и штоком 19 гидроцялиндра с помощью гайки 2О, а изменение калибра осуществляется независи МО от нажимных механизмов и независимо от стопорных устройств 21-231 уменьшают раствор валков за счет подачи ЖИ/1КОСТИ и увеличивают за счет выброса жидкости под действием пружины, взаимодействующей на барабан через тягу. При прокатке с изменением угла поцачи и раствора валков, что обеспечивает получе1ше на высокой скорости тонкостей- ных труб без кондевых отходов, поряцок работы следующий. Прежде всего устанавливают необходимый зазор, компенсирующий деформацию клетн при увеличении углов подачн. Ограничители 29 и 30 настранваются соогветственно на больший угол подачн, а другой - на MOiibujuu, При прохожцении концевой части трубы на меньшем угле подач гяпродплиидры 31 и 32 поворота барабана прткп-мают барабан к ограничителям. Давление жидкости при этом в корпусе 18 гидроцилин/фа снижается и гидродилнццр выключается из работы. На- жимпые устройства работают без гядроциливдра. При прокатке средней части грубы углы подачи уБбличившотся, контактцая поверхность возрастает, даште- иие металла на волкн также растет, уве- лнчиваеа-ся упругая деформалия клети, и для восстановления первоначального раствора валков включается в работу гидроциличдр, который, воздействуя своим штоком 19 на барабан, перемещает его, чем уменьшается раствор валков. При прокатке угол подачи уменьшается, давле 11 е жидкости отключается, и под действием пружины тяга 16 возвращает барабан в исходное полокеняе. Предложенная рабочая клеть стана поперечно-винтовой прокатки позволяет повысить качество и сократить кощхевые отходы при производстве тонкостенных труб с отношением диаметра к толщине стенки более 11. Формула изобретения Рабочая клеть стана поперечно-винтовой прокатки, содержащая станину с крышкой, три расположенных через 12О барабана с рабочими валками, механизмы поворота барабанов в виде винтовых упоров и расположенных против них гадро- цилиндров и для каждого барабана нажимной винт с Опорной пятой и пропущенной сквозь него тягой, х тличаюшаяс я тем, , с целью сокрашення концевых отходов при производстве тонкостенных труб, она снабжена дополнитель- S ными гидроцилиндрами, корпуса которых установлены на барабанах, а штоки связаны .с опорными пятами нажимных винтов.
снабжены регулировочными гайками и имеют отверстия под тяги.
Источники информации, принятые во внимание при экспевтизе
