Изобретение относится к области металлургического производства и может быть использовано при винтовой прокатке прутков валками, оси которых наклонены к оси прокатки под углом α=45-60° и смещены относительно этой оси на расстоянии ρ=(0,8-1,2)d, где d - диаметр проката. Рабочая клеть включает в себя станину, три рабочих валка, вакуумную камеру, выполненную за одно со станиной, три цилиндрические расточки, выполненные в станине для размещения подшипниковых узлов рабочих валков, зубчатые передачи и электродвигатели, приводящие валки, при этом оси расточек наклонены к оси прокатки под углом α и смещены относительно оси прокатки на расстояние ρ.
Для винтовой прокатки прутков круглого сечения эффективно применение трехвалковых рабочих клетей с консольными валками [1, 2]. Для горячей прокатки интенсивно окисляющихся металлов (молибден, вольфрам) эффективно применение вакуумных прокатных станов [1, 2]. Известно [1] три способа вакуумирования прокатных станов:
- стан-камера, когда в вакууме расположено все основное оборудование стана: привод, включающий электродвигатель и зубчатую передачу, рабочую клеть, включающую станину, в которую вмонтированы узлы рабочих валков;
- клеть-камера, когда в вакууме располагается только рабочая клеть стана, а приводы валков вынесены за пределы вакуумной камеры;
- валки-камера, когда в вакууме располагаются только рабочие валки. В этом случае элементы станины могут выполнять функцию вакуумной камеры.
Наименее металлоемкими конструкциями являются станы, герметизация которых выполнена по типу валки-камера. Характерным недостатком таких конструкций является сложность герметизации (вакуумрования) ввода вращающихся рабочих валков в вакуумную камеру, что снижает надежность их работы.
Известна рабочая клеть вакуумного стана винтовой прокатки РСПВ-10 [3], предназначенного для производства прутков круглого сечения консольными коническими валками. Герметизация стана выполнена по типу валки-камеры. Рабочая клеть включает станину с тремя цилиндрическими расточками для размещения подшипниковых узлов рабочих валков, три рабочих валка, вакуумную камеру, электродвигатели и зубчатые передачи, приводящие валки. Вакуумирование клети выполнено по типу валки-камера. При этом внутренними стенками камеры являются элементы станины, поворотные барабаны, корпуса и крышки валковых узлов. Оси цилиндрических расточек станины, в которых размещены узлы рабочих валков (барабаны), перпендикулярны оси прокатки и расположены через 120°. Установка валков в рабочее положение достигается тем, что валки, оси которых наклонены к оси прокатки под углом 55° (угол раскатки φ), поворачивают относительно осей барабанов, перпендикулярных оси прокатки, на угол 10° (угол подачи β). Изменение прокатываемого диаметра достигается перемещением валков вдоль оси барабанов.
Недостатками просматриваемой конструкции являются большие габариты и повышенная металлоемкость конструкции рабочей клети. Масса клети в 1000-1200 раз превышает массу валков, предназначенных для прокатки прутков круглого сечения. Кроме того, зубчатые колеса приводов валков находятся в вакууме, что затрудняет их смазку.
Известна рабочая клеть стана винтовой прокатки МИСиС-10 [3], предназначенного для производства прутков, консольными коническими валками. Герметизация стана выполнена по типу валки-камера. Рабочая клеть включает станину, три рабочих валка, вакуумную камеру, выполненную как отдельная деталь, соединенная гибкими патрубками с подшипниковыми узлами, подшипниковые узлы рабочих валков, расположенные в расточках станины, электродвигатели и зубчатые передачи, приводящие валки.
Достоинством анализируемого технического решения является малый объем вакуумной камеры.
Рабочие валки, установлены в клети под углом 50-60° и имеют возможность тангенциального смещения относительно прокатываемой заготовки. Установка валков в рабочее положение достигается тем, что валки наклоняют, например, под углом α=57° к оси прокатки и смещают в тангенциальном направлении относительно прокатываемой заготовки на величину ρ=(0,8-1,0)d, где d - диаметр прокатываемой заготовки. Изменение прокатываемого диаметра достигается перемещением валков вдоль их оси.
Недостатком рассматриваемой конструкции является низкая надежность работы гибких патрубков, соединяющих вакуумную камеру с подшипниковыми узлами, что связано с их деформацией в процессе сведения и разведения валков при изменении прокатываемого диаметра. Кроме того, рассматриваемый аналог отличается повышенными габаритами и металлоемкостью конструкции. Это связано с тем, что рабочая клеть состоит из большого числа крупногабаритных деталей: станины, выполненной в виде двух стоек, жестко связанных между собой стяжками, трех подушек, расположенных в окнах станины, валковых узлов, смонтированных в проемах ползунов. Масса клети стана МИСИС-10 в 500-600 раз превышает массу валков, предназначенных для прокатки прутков 10-20 мм.
Расчет соотношения массы клети к массе рабочих валков осуществляется следующим образом: с помощью программы трехмерного моделирования создается модель рабочих валков и рабочей клети стана в сборе, а затем находится соотношение их объемов.
Техническим результатом предлагаемого решения является уменьшение габаритов и металлоемкости рабочей клети.
Технический результат достигается тем, что в рабочей клети вакуумного стана винтовой прокатки, включающей станину, три рабочих валка, вакуумную камеру, выполненную по типу валки-камера, три цилиндрические расточки, выполненные в станине для размещения подшипниковых узлов рабочих валков, зубчатые передачи и электродвигатели, приводящие валки, цилиндрические расточки в вакуумной камере выполнены под углом, равным углу наклона валков, к оси прокатки α и смещены относительно оси прокатки на величину расстояния между осями валков и прокатки ρ, при этом масса клети составит 100-300 от массы рабочих валков.
Пример.
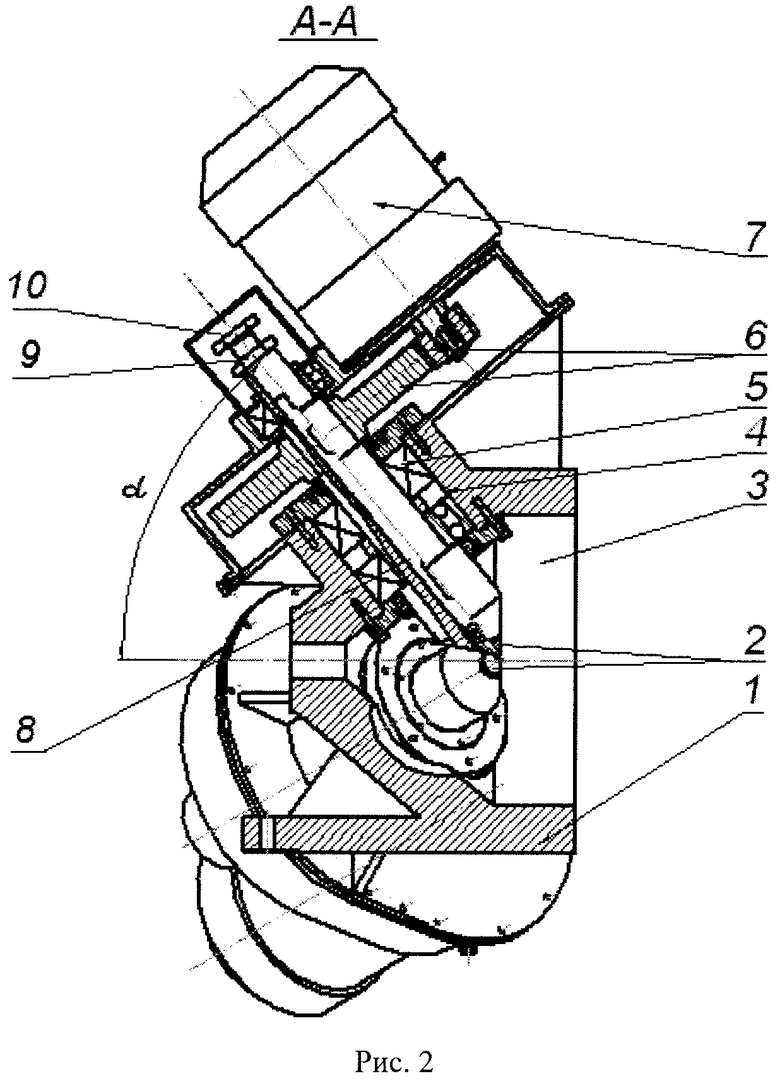
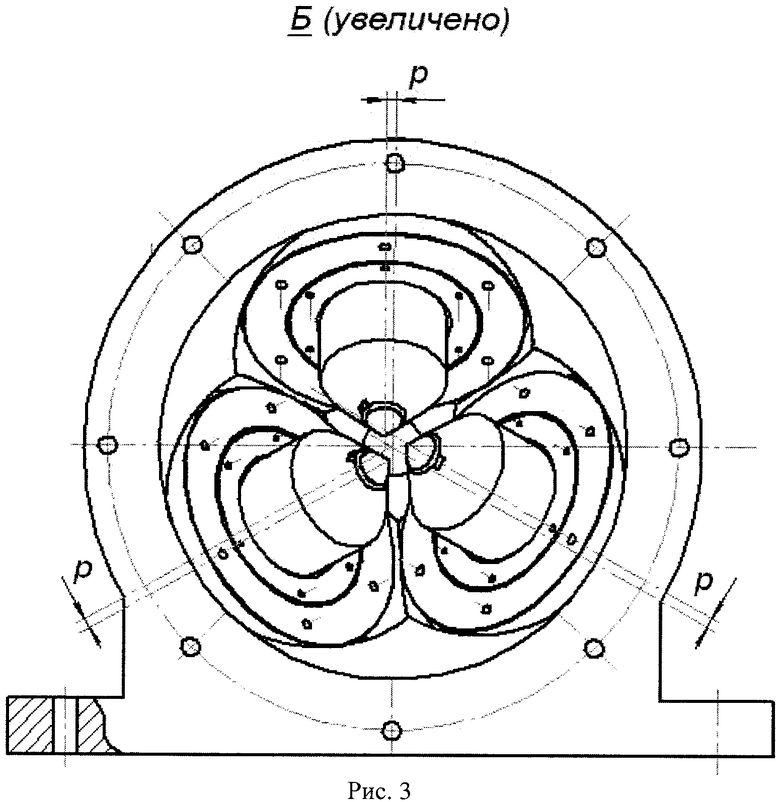
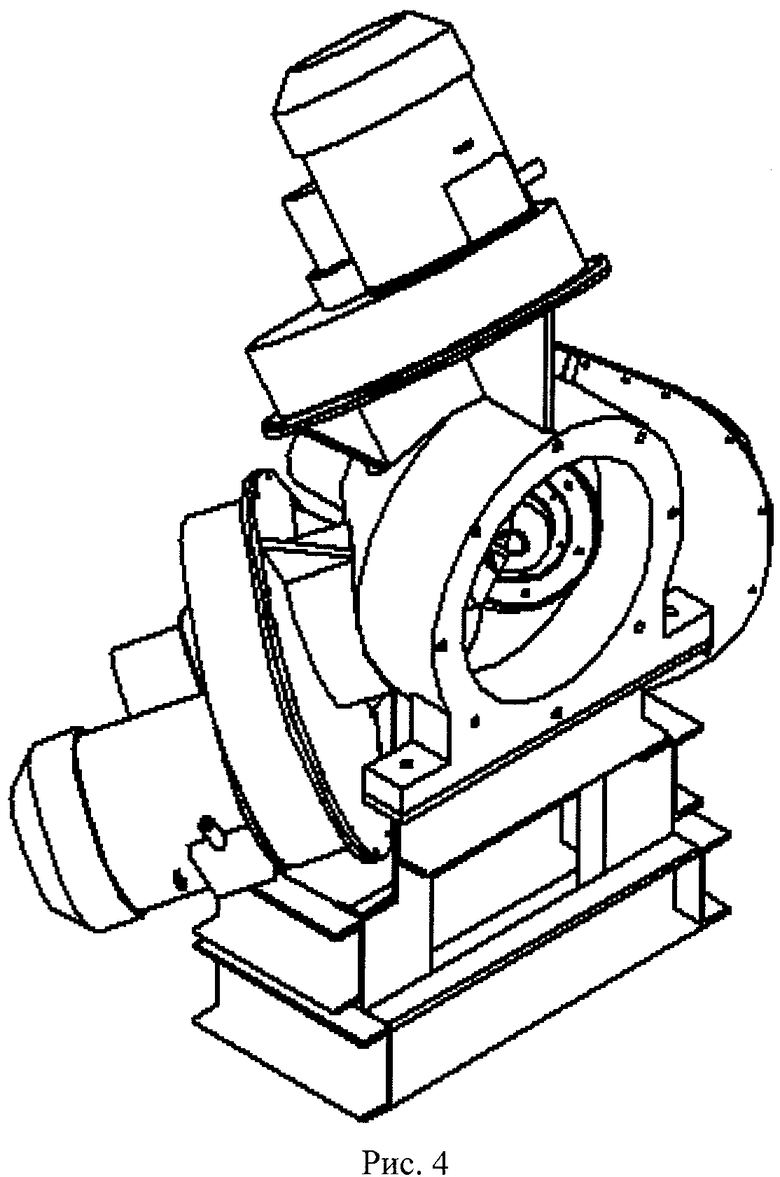
На рис.1 представлен фронтальный вид рабочей клети вакуумного стана винтовой прокатки МАМП-10. На рис.2 представлен разрез А-А рис.1. На рис.3 показано увеличение Б рис.1. На рис.4 показана рабочая клеть стана МАМП-10 в изометрии.
Предлагаемая рабочая клеть включает станину 1, рабочие валки 2, расположенные под углом 50-60° к оси прокатки и смещенные относительно этой оси на расстоянии ρ=(0,8-1,2)d, где d - диаметр проката, вакуумную камеру 3, выполненную за одно со станиной, три цилиндрические расточки 4, выполненные в станине для размещения подшипниковых узлов 5 рабочих валков, зубчатую передачу 6, электродвигатели 7, приводящие приводные валы 8, в которых смонтированы рабочие валки 2, нажимные винты 9 и контргайки 10. Предложенная клеть выполнена по типу валки-камера, причем вакуумная камера и станина выполнены в виде одной детали, а цилиндрические расточки в вакуумной камере выполнены под углом, равным углу наклона валков, к оси прокатки α и смещены относительно оси прокатки на величину расстояния между осями валков и прокатки ρ.
Изменение прокатываемого диаметра достигается перемещением приводных валов 8 с рабочими валками 2 вдоль их осей, которое осуществляется нажимными винтами 9 и фиксируется контргайками 10.
Изменение угла α и расстояния ρ между осями валков и прокатки при необходимости осуществляется путем замены одной детали (вакуумной камеры - станины) на другую с требуемыми параметрами α и ρ. При этом все остальные детали клети остаются неизменными.
Источники информации
1. А.Н. Шаповал и др. Интенсивные процессы обработки давлением вольфрама и молибдена. М.: Изд. Дом «Руда и металлы», 2006. - С. 356.
2. SU 876218 A, 01.11.1981.
3. SU 655440 A, 08.04.1979.
4. RU 2266168 A, 20.12.2005.
5. JP 59225802 A, 18.12.1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1990 |
|
SU1776209A3 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2361688C1 |
| Двухвалковая клеть стана винтовой прокатки | 1986 |
|
SU1319946A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Привод валка,установленного в барабане стана поперечно-винтовой прокатки | 1978 |
|
SU766687A2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| Рабочая клеть стана поперечной прокатки полых профильных изделий | 1978 |
|
SU727296A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2110341C1 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
Изобретение предназначено для уменьшения габаритов и металлоемкости рабочей клети винтовой прокатки прутков валками, оси которых наклонены к оси прокатки под углом α=45-60° и смещены относительно этой оси на расстоянии ρ=(0,8-1,2)d, где d - диаметр проката. Рабочая клеть включает в себя станину, три рабочих валка, вакуумную камеру, выполненную за одно со станиной, три цилиндрические расточки, выполненные в станине для размещения подшипниковых узлов рабочих валков, зубчатые передачи и электродвигатели, приводящие валки. Сохранение функциональности устройства при сокращении его габаритов и металлоемкости при массе клети, составляющей 100-300 от массы рабочих валков, обеспечивается за счет того, что расточки выполнены в единой детали вакуумной камеры-станины, оси расточек наклонены к оси прокатки под углом α и смещены относительно оси прокатки на расстояние ρ. 4 ил., 1 пр.
Рабочая клеть вакуумного стана винтовой прокатки прутков круглого сечения, включающая станину, три рабочих валка, которые расположены под углом α=45-60° к оси прокатки и оси которых смещены относительно оси прокатки на расстояние ρ=(0,8-1,2)d, где d - диаметр прутков, вакуумную камеру, три цилиндрические расточки для размещения подшипниковых узлов рабочих валков, выполненные в станине, зубчатые передачи и электродвигатели привода валков, отличающаяся тем, что вакуумная камера выполнена заодно со станиной, расточки выполнены в вакуумной камере-станине под углом, равным углу α наклона валков к оси прокатки, и смещены относительно оси прокатки на величину ρ расстояния между осями валков и прокатки.
| ШАПОВАЛ А.Н | |||
| и др | |||
| Интенсивные процессы обработки давлением вольфрама и молибдена | |||
| - М.: Изд | |||
| Дом «Руда и металлы», 2006, с.356 | |||
| Вакуумный стан винтовой прокатки | 1980 |
|
SU876218A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛОВ В ВАКУУМЕ | 2004 |
|
RU2266168C1 |
| JP 59225802 А, 18.12.1984. | |||

