Изобретение относится к обработке металлов давлением, а точнее к конструкции рабочих клетей станов винтовой прокатки, и может быть использовано в рабочих клетях станов для прокатки коротких тел вращения в винтовых калибрах, например, шаров, штифтов, колец, втулок и др.
Цель изобретения - повышение срока службы.
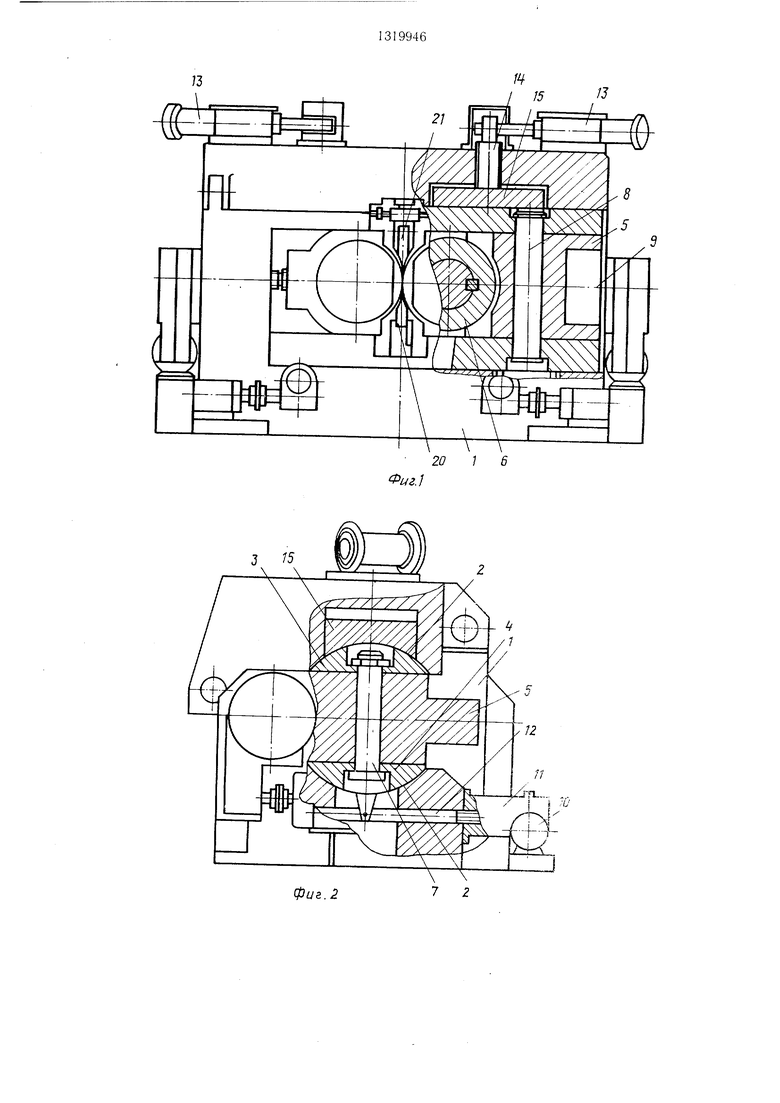
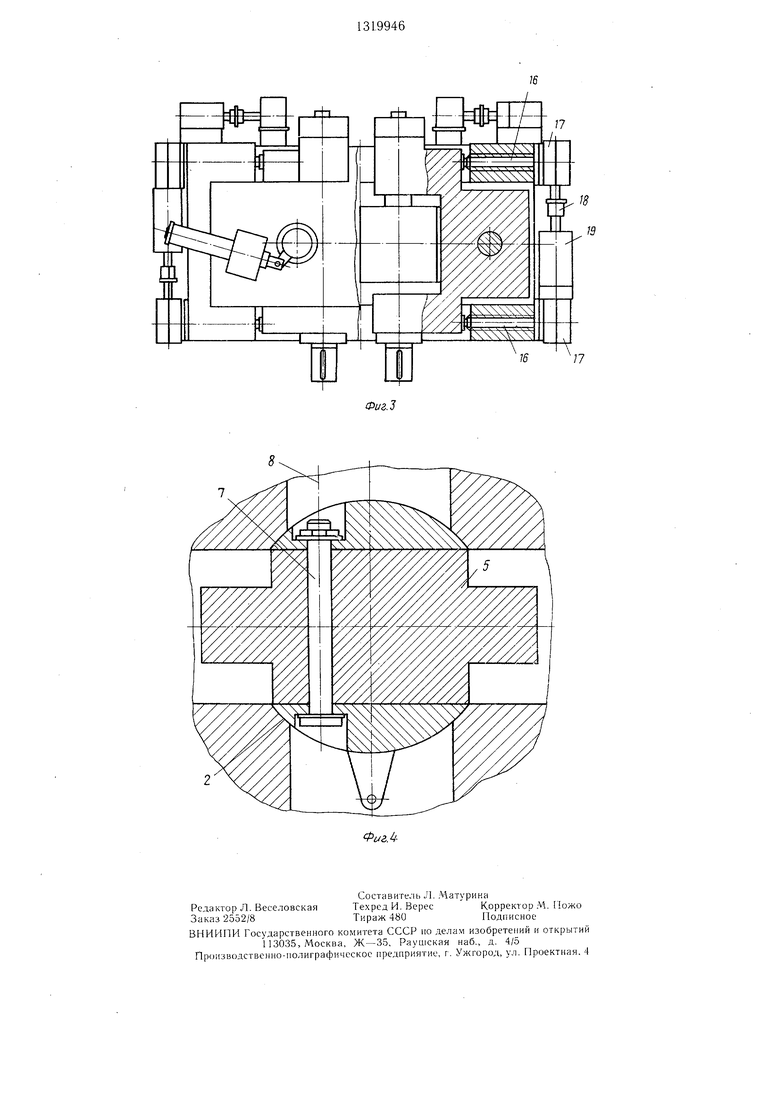
На фиг. 1 изображена рабочая клеть стана винтовой прокатки коротких тел вра- шения (шаров); на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - то же, сечение, перпендикулярное оси проема, при наличии смещения оси цилиндрического шарнира по отношению к оси цилиндрического проема.
Двухвалковая рабочая клеть стана для прокатки шаров в винтовых калибрах содержит станину 1, в каждом цилиндрическом проеме 2 которой установлена пара сегментных вкладышей 3 и 4, между которыми находится кассета 5 с рабочими валками 6.
Вкладыши и кассета соединены цилиндрическими шарнирами 7, ось 8 которых перпендикулярна оси 9 цилиндрического проема (фиг. 1).
Механизм поворота валков на угол подачи включает электродвигатель 10, редуктор 11 и винт 12, соединенный с кассетой, имеющей стопор, служащий механизмом сжатия вкладышей и кассеты, выполненный в виде гидроцилиндра 13, винта 14 и башмака 15. Механизм установки валков на размер и угол раскатки состоит из двух нажимных винтов 16, двух редукторов 17, муфты 18 и электродвигателя 19. Направляющий инструмент клети выполнен в виде нижней 20 и верхней 21 линейки. Кроме размещения оси цилиндрического щарнира по центру цилиндрического проема стапины, возможно и расположение ее со смещением (фиг. 4).
Устройство работает следующим образом.
Перед прокаткой устанавливают нижнюю 20 и верхнюю 21 линейки и для установки угла подачи цилиндром 13 поворачивают винт 14 и поднимают бащмак 15, что позволяет освободить от усилия сжатия сегментные вкладыши 3 и 4 и кассету 5. Затем разворачивают кассету с валками 6 электродвигателем 10 через редуктор 11 и винт 12. Установка валков на размер, например, прокатываемого щара осуществляется электродвигателем 19 через редуктор 17 и нажимные винты 16. Для установки угла раскатки каждая кассета поворачивается в сегментных вкладышах И вокруг цилиндрического шарнира 7 с помошью винта 16. Второй нажимной винт 16 отсоединяется от электродвигателя 19 муфтой 18.
После установки валков сегментные вкладыши и кассету прижимают башмаком 15 с помощью гидроцилиндра 13 и 14 к основанию расточки. Это позволяет выбрать все зазоры между рабочими поверх0 ностями кассеты и сег.ментны.ми вкладышами и образовать беззазорный пакет.
Смещение оси 8 шарнира 7 по отношению к оси 9 цилиндрического проема 2 (фиг. 4) выполняется в зависимости от номенклатуры
г прокатываемых изделий и технологических требований к прокатке. Так. при горячей прокатке шаров смещения должны быть в сторону калибрующего участка валков и тем больще, че.м больше расстояние от середины этого участка валка до оси цилинд0 рического проема.
Во время работы стана в валки периодически задают нагретые до 900-1000°С прутки. В начале и конце прокатки возникают значительные динамические наг-рузки, кото5 рые передаются на кассету, сегментные вкладыши и станину. В силу отсутствия зазора .между рабочими поверхностями кассет и сегментных вкладь шей, работающих как единый жесткий пакет, эти нагрузки не приводят к повреждению кассет и сегментов.
0 При.менение изобретения позволяет уменьшить габариты рабочей клети и увеличить срок ее службы.
Применение предложенной рабочей кле- ти в стане горячей прокатки шаров диаметром 400-100 мм позволяет сохранить га5 бариты и массу рабочей клети на уровне рабочей клети стана горячей прокатки шаров диаметром 400-80 м.м. что эквивалентно снижению ее массы на 20%.
0Формула изобретения
Двухвалковая клеть стана винтовой прокатки, содержащая станину, размещенные в ее цилиндрических прое.мах кассеты с рабочими валками, направляющий инструмент.
с механизмы установки валков на угол подачи, на угол раскатки и на размер, отличающаяся тем, что, с целью повышения срока службы, она снабжена для каждой кассеты парой сегментных вкладышей, установленной в цилиндрическом прое.ме станины и соединенной
0 с кассетой цилиндрическими шарнирами, ось которых перпендикулярна оси цилиндра проема.
/J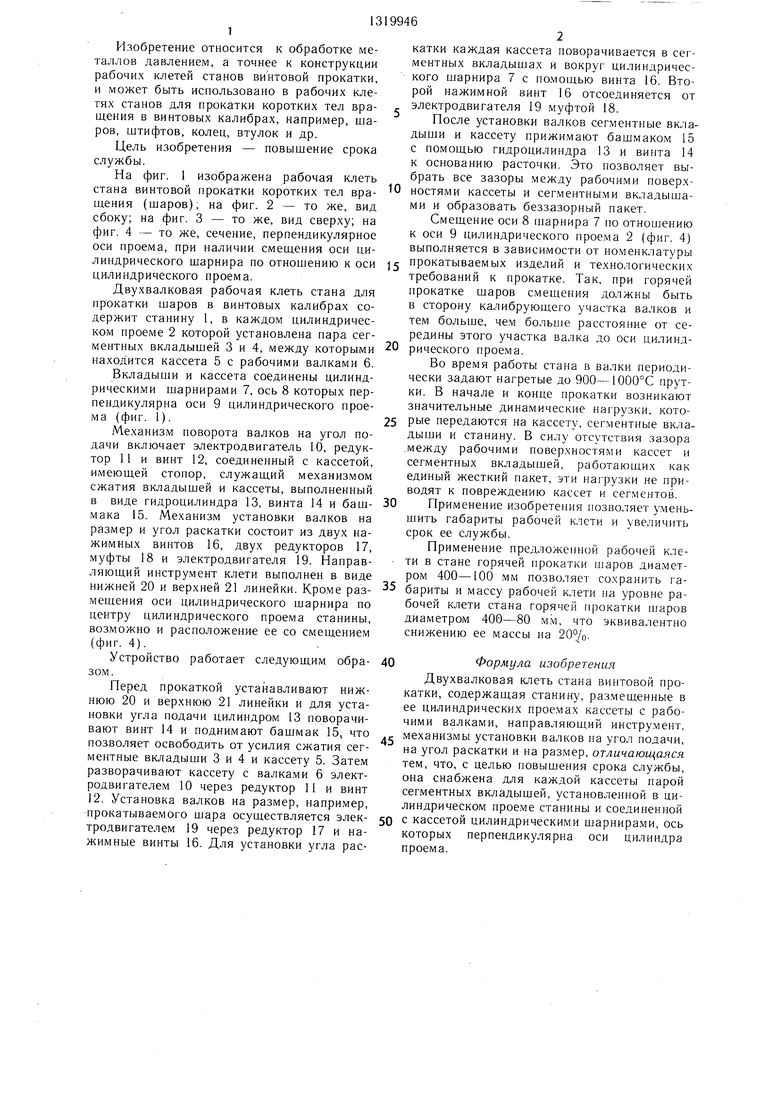
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2004 |
|
RU2288793C2 |
| Предварительно напряженная клетьСТАНА пОпЕРЕчНО-ВиНТОВОй пРОКАТКи | 1979 |
|
SU837520A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Трехвалковая клеть стана винтовой прокатки | 1980 |
|
SU931245A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |
| Вертикальная клеть прокатного стана | 1980 |
|
SU935144A1 |
Изобретение относится к обработке мета;1Л()Б давление., а точнее к конструкциям клетей. Рабочая клеть стана винтовой нрокатки нредназначена для прокатки коротких тел вращения, например шаров, осей, штифтов и так далее. Цель изобретения - повышение срока службы. Дву.хвалковая клеть содержит станину 1 с цилиндрическими проемами 2. в каждом из которых установлена пара сегментны.х вкладышей 3 и 4. Вкладыши соединены цилиндрическими шарнирами 7 с кассетой 5, несущей рабочий валок. Ме.ханизм поворота валков на угол подачи состоит из электродвигателя 10, редуктора 11 и винта 12. Клеть имеет стопор кассеты, служащий механиз.мом сжатия сегментных вкладьиней и кассеты, выполненный в виде гидроцилиндра, винта и бан1ма- ка 15. Л еханизм установки ва.1ков на размер и угол раскатки состоиг из Д1зух нажимных витков, ДВУХ редукторов, муфты и элек- тродвпгате.чя. Ось цилиндрическо1 О шарнира может быть расио/южеиа как по центру, так и со CMCHieiiiieM, но перпендикулярно оси цилиндрическо1 о npoe.ia станины. 4 ил. а S (Л со со со 4 Oi
фиг.2
16
17
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 0 |
|
SU205790A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рабочая клеть стана поперечно-винтовой прокатки тел вращения | 1977 |
|
SU889240A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Смирнов В | |||
| С | |||
| и др | |||
| Поперечная нрокат- ка в .машиностроении, М | |||
| - Л.: Машгиз, 1957, с | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
