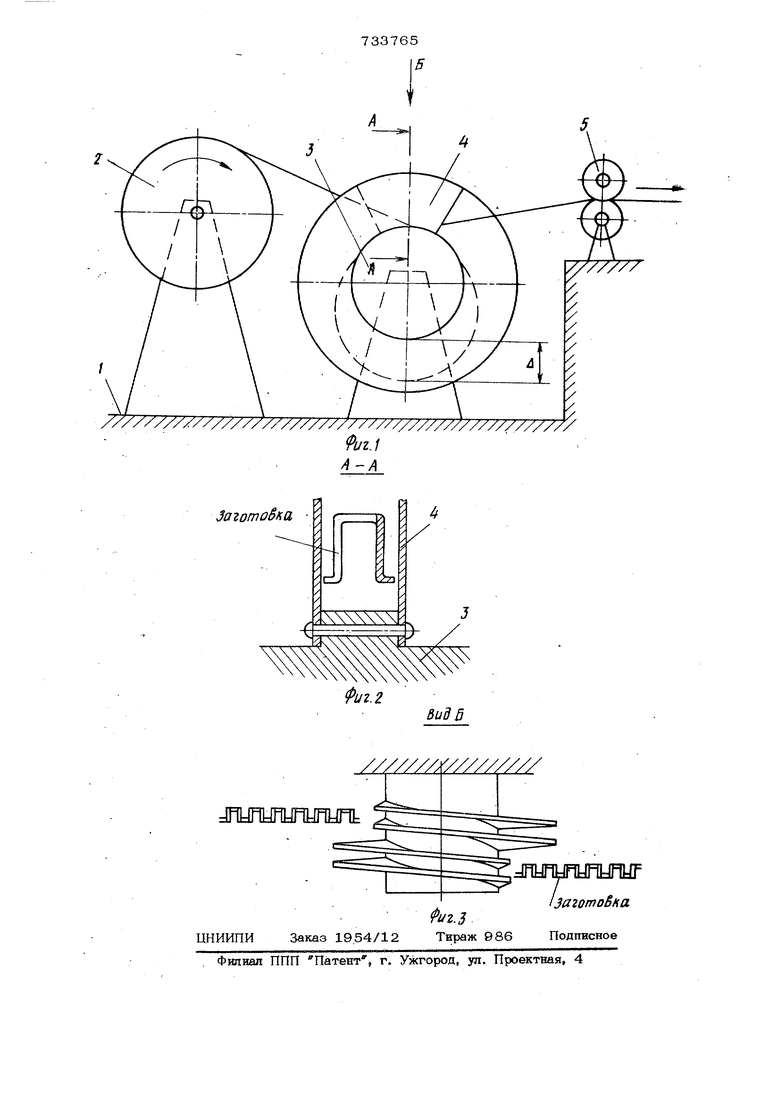
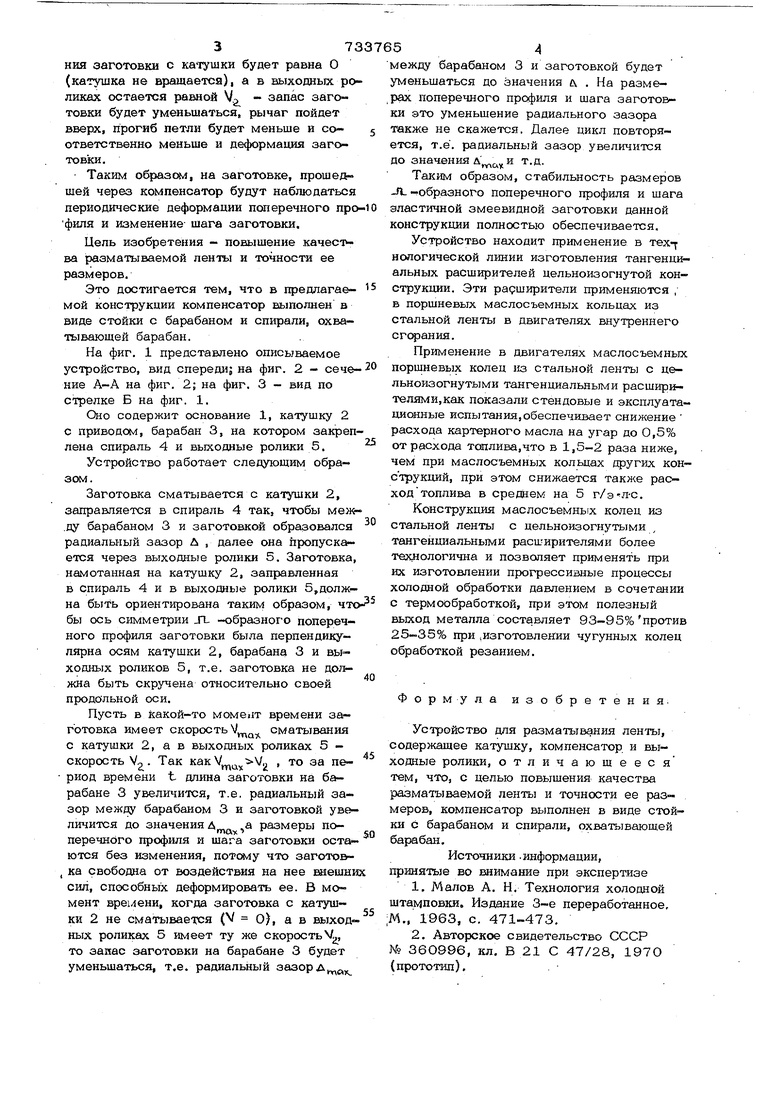
кия заготовки с катушки будет равна О (катушка не вращается), а в выходаых ро ликах остается равной V, - запас заготовки будет уменьшаться, рычаг пойдет вверх, прогиб петли будет меньше и соответственно меньше и деформация заготовки. Таким образсы, на заготовке, прошедшей через компенсатор будут наблюдаться периодические деформации поперечного про филя и изменение- шага заготовки. Цель изобретения - повышение качества разматываемой ленты и точности ее размеров. Это достигается тем, что в предлагаемой конструкции компенсатор выполнен в виде стойки с барабаном и спирали, охватывающей барабан. На фиг. 1 представлено описываемое устройство, вид спереди; на фиг. 2 - сече ние А-А на фиг. 2; на фиг. 3 - вид по стрелке Б на фиг. 1. Оно содержит основание 1, катушку 2 с приводом, барабан 3, на котором закреп лена спираль 4 и выходные ролики 5. Устройство работает следующим образом. Заготовка сматывается с катушки 2, заправляется в спираль 4 так, чтобы .ду барабаном 3 и заготовкой образовался радиальный зазор Д , далее она пропускается через выходные ролики 5. Заготовка намотанная на катушку 2, заправленная в спираль 4 и в выходные ролики 5,должна быть ориентирована таким образом, чт бы ось симметрии Л- -образного поперечного профиля заготовки была перпендикулярна осям катушки 2, барабана 3 и выходных роликов 5, т.е. заготовка не должна быть скручена относительно своей продольной оси. Пусть в какой-то момент времени заготовка имеет скорость Vj сматывания с катушки 2, а в выходных роликах 5 скорость УО. Так KaKV. , то за пе риод времени t длина заготовки на барабане 3 увеличится, т.е. радиальный зазор между барабаном 3 и заготовкой ув€ личится до значения д а размеры поперечнбго профиля и шага заготовки остаются без изменения, потсму что заготов, ка свободна от воздействия на нее внешн сил, способных деформировать ее. В момент вре1лени, когда заготовка с катушки 2 не сматывается С О), а в выход ных роликах 5 имеет ту же CKopocTbV,,, то запас заготовки на барабане 3 будет уменьшаться, т.е. радиальный зазор д, между барабаном 3 и заготовкой будет уменьшаться до значения л . На размерах поперечного профиля и шага заготовки это уменьшение радиального зазора также не скажется. Далее цикл повторяется, т.е . радиальный зазор увеличится до значения т.д. Таким образом, стабильность размеров -Л. - образного поперечного профиля и шага эластичной змеевидной заготовки данной конструкции полностью обеспечивается. Устройство находит применение в тех-7 нологической линии изготовления тангенц альных расширителей цельноизогнутой конструкции. Эти расширители применяются , в поршневых маслосъемных кольцах из стальной ленты в двигателях внутреннего . Применение в двигателях маслосъемных поршневых колец из стальной ленты с цельноизогнутыми тангенциальными расширкнтелями,как показали стендовые и эксплуатационные испытания,обеспечивает снижение расхода картерного масла на угар до 0,5% от расхода тсшлива,что в 1,5-2 раза ниже, чем при маслосъемных кольцах других конструкций, при этом снижается также расход топлива в средаем на 5 г/эЛ-с. Конструкция маслосъемных колец из стальной ленты с цельноизогнутыми тешгенциальными расширителями более технологична и позволяет применять при их изготовлении прогрессивные процессы холодной обработки давлением в сочетании с термообработкой, при этом полезный вькод металла составляет 93-95%против 25-35% при (Изготовлении чугунных колец обработкой резанием. Формула изобретения. Устройство для разматывания ленты, содержащее катушку, компенсатор и выходные ролики, отличающееся тем, что, с целью повышения качества разматываемой ленты и точности ее размеров, компенсатор выполнен в виде стойки с барабаном и спирали, охватывающей барабан. Источники .информации, принятые во внимание при экспертизе 1,Малов А, И. Технология холодной штамповки. Издание 3-е переработанное, ;М., 1963, с. 471-473. 2.Авторское свидетельство СССР № 36О996, кл. В 21 С 47/28, 1970 (прототип),.
Заготйёка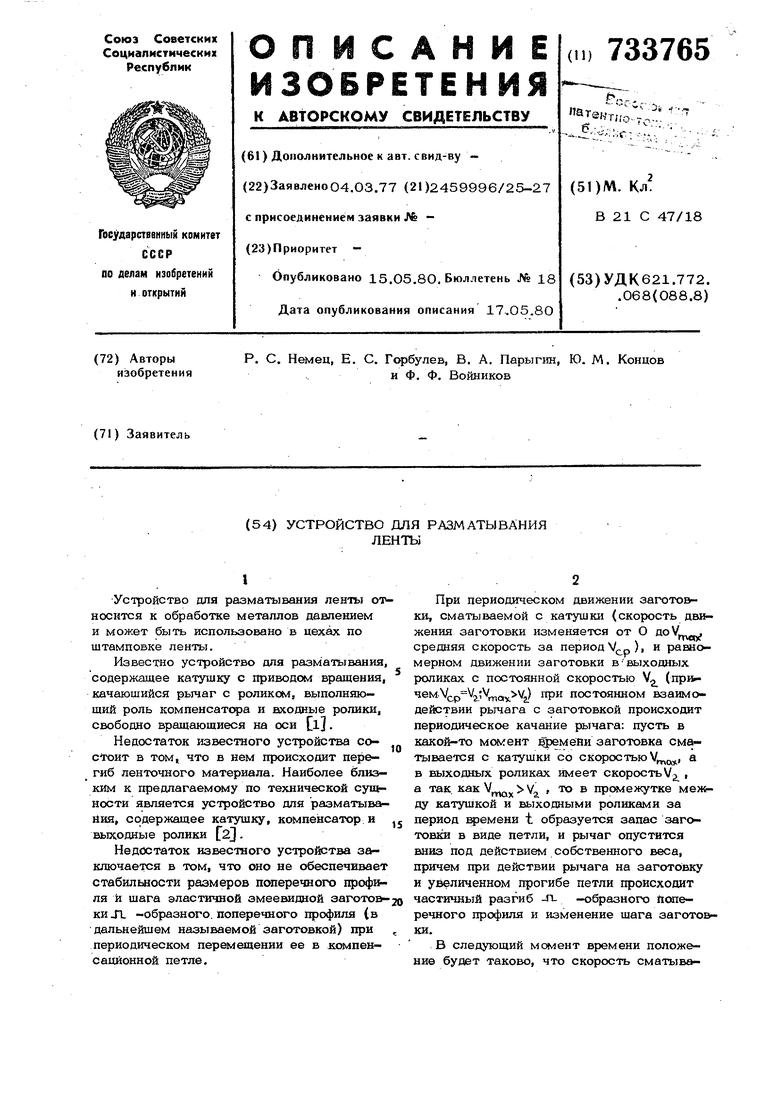
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 1998 |
|
RU2145018C1 |
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 1989 |
|
RU2028485C1 |
| Составное поршневое маслосъемное кольцо | 1980 |
|
SU1002639A1 |
| Способ изготовления тангенциальных расширителей и устройство для его осуществления | 1984 |
|
SU1253045A1 |
| Способ формирования W-образного профиля | 1985 |
|
SU1350910A1 |
| Способ полунепрерывной термообработки длинномерных спиралевидных профилей и устройство для его осуществления | 1984 |
|
SU1243360A1 |
| Способ изготовления тангенциальных расширителей цельноизогнутой конструкции с замком | 1972 |
|
SU507981A1 |
| Способ изготовления тангенциальных расширителей для маслосъемных поршневых колец | 1975 |
|
SU691231A1 |
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 2000 |
|
RU2177569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |