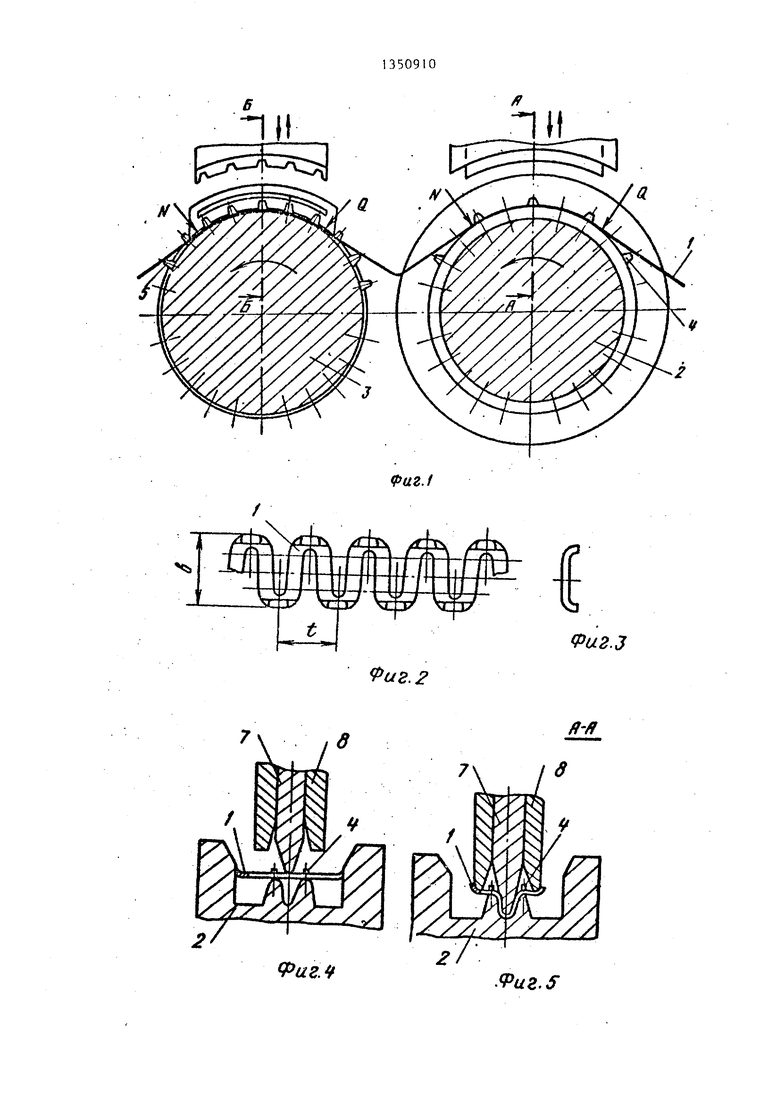
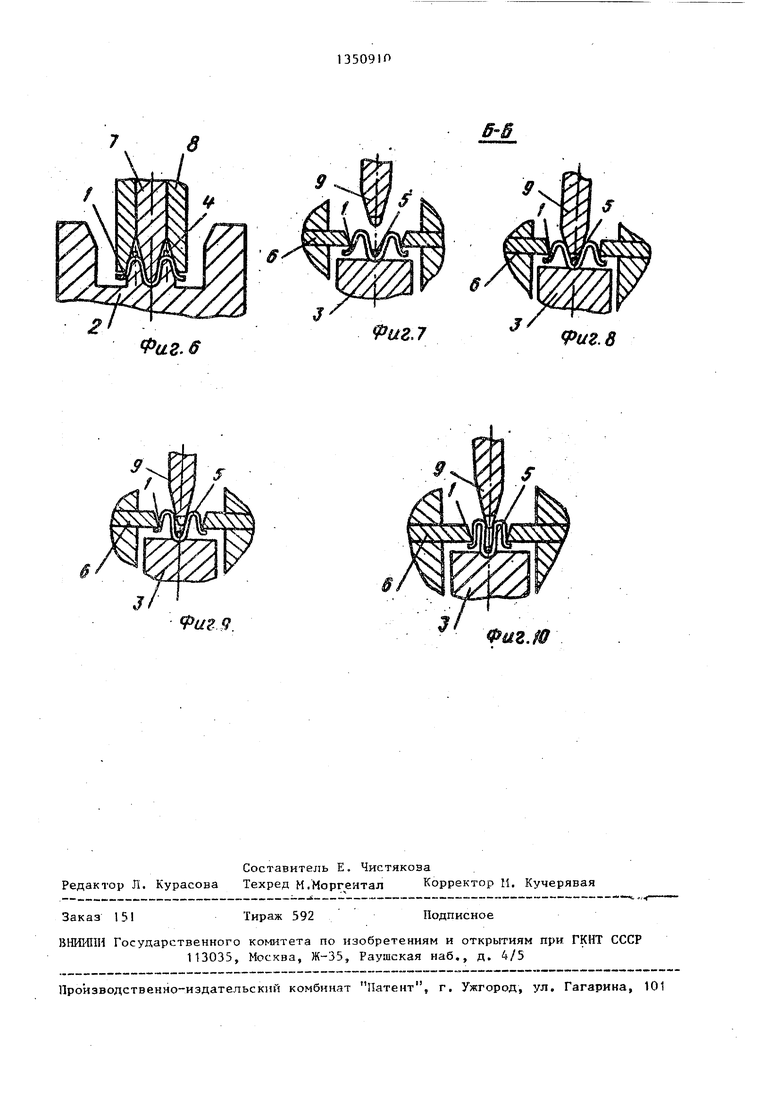
ку-пуансону 2, а отгибание полок производят приложением деформирующего усилия с помощью матрицы 8 в зоне кш}ибровки профиля, после базирования уменьшают зону контакта заготовки с пуансоном-прижимом 9 путем его поднятия с одновременным приложением с помощью прижимов 6 сжимающего усилия, направленного перпендикулярно усилию прижима.
Ниже приводится пример конкретного осуществления способа изготовления тангенциального расширителя с W-об- разным профилем,
Навивают (методом гибки) змеевидную заготовку из плющенной стальной ленты сечением 2,4 мм х 0,8 мм с фиксацией по шагу t 12,05, отгибают упоры под углом 90° и калибруют их по высоте 0,7 мм с фиксацией по шагу t 12,05 мм. Производят формирование W-образного профиля следующим образом.
Поворачивают валок-пуансон 2 и 3 на угол 22°30 в направлении по стрелке, при этом обеспечивается автоматическая подача заготовки 1 с одновременным базированием последней по ширине b 20,4 мм боковыми частями вал ка-пуансона 2 в зоне гибки или прижи- 6 в зоне калибровки и по шагу t 12,05 мм фиксаторами А и 5 под действием приложенного к заготовке усилия Q 5 - 8 кг, осуществляют движение пуансона-прил има 7 в направ- лении к валку-пуансону 2 до образования V-образного профиля, осу:цествля- ют движение матрицы 8 в направлении к валку-пуансону 2, формируют неот- калиброванный W-образный профиль, осуществляют двдаение пуансона прижима 9 в направлении к в.алку-пуансону и прижимают заготовку 1 к валку-пуансону 3, осуществляют движение пуан сона-прижима 9 в направлении от валка-пуансона 3 и одновременное движение прижимов 6 нав стречу друг другу, откалиб5 )овывают профиль в размере 5,05 мм. Согнутый профиль (после зоны гибки и калибровки) удерживают на валках-пуансонах действием приложенного усилия N 1 - 2 кг, осуществля ют движение прижима-пуансона 7 и мат рицы 8 в направлении от валка-пуансона 2, осуществляют движение прижимов 6 в направлении друг от друга.
Примечание. Усилие Q и N приложены к заготовке и профилю постоянно.
Q
70
25 5
40
т.е. и при повороте валков-пуансонов. Навивают спираль из W-образного профиля на оправку 0 113,2 мм, термо- обрабатывают спираль на оправке на твердость HPv 42 - 48, снимают и разрубают спираль на отдельные мерные расширители (длина развертки L 405 мм), обжимают тангенциальные расширители на оправке по длине развертки с заневоливанием их по высоте W-образного профиля, термостабилизи- руют тангенциальные расширители н обжатом состоянии по длине развертки и заневоленом по W-образного профиля при t 450 с.
Технико-экономическим преимуществом предлагаемого изобретения по сравнению с прототипом является возможность изготовления W-образного профиля высокого качества для новой конструкции тангенциального расширителя трехэлементного маслосъемного кольца.
Предлагаемый способ находит при менение в технологическом процессе изготовления тангенциальных расширителей для маслосъемных колец двигателей внутреннего сгорания.
Применение в двигателях маслосъемных поршневых колец с тангенциальным расширителем W-образного профиля обеспечивает снижение расхода картерного масла на угар на 0,1% от расхода топлива.
Формула изобретения
Способ формирования W-образного профиля преимущественно тангенциальных расширителей для маслосъемных поршневых колец из длинномерной змеевидной ленточной заготовки путем совмещения подачи заготовки с ее ориентированием относительно зоны гибки, формирования профиля, о т. л,и ч а ю- щ и и с я тем, что, с целью повышения качества, формирование профиля осуществляют в два перехода, на первом из которых формируют профиль с увеличенными радиусами кривизны мест изгиба, а окончательное формообразование производят с использованием усилия прижима путем уменьшения зоны контакта средней части заготовки с прижимным инструментом с одновременным приложением сжимающего усилия направленного перпендикулярно действию усилий прижима.
У
Фиг.
Фиг.з
иг.2
аг.
ff ff
Puz.S
Фаг.б
s-s
az,y
uz.8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тангенциальных расширителей цельноизогнутой конструкции с замком | 1972 |
|
SU507981A1 |
| Способ изготовления тангенциальных расширителей и устройство для его осуществления | 1984 |
|
SU1253045A1 |
| Устройство для гибки длинномерных заготовок из тонколистового материала | 1987 |
|
SU1546194A1 |
| Способ изготовления тангенциальных расширителей для маслосъемных поршневых колец | 1975 |
|
SU691231A1 |
| Способ гибки заготовок из листового материала | 1981 |
|
SU1037468A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ СПИРАЛЕЙ | 1998 |
|
RU2146178C1 |
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 1989 |
|
RU2028485C1 |
| Устройство для изготовления профилей из змеевидной заготовки | 1983 |
|
SU1140329A1 |
| Составное поршневое маслосъемное кольцо | 1980 |
|
SU1002639A1 |
иг.
Составитель E. Чистякова Редактор Л. Курасова Техред И.Моргентал Корректор М. Кучерявая
Заказ 151
Тираж 592
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
