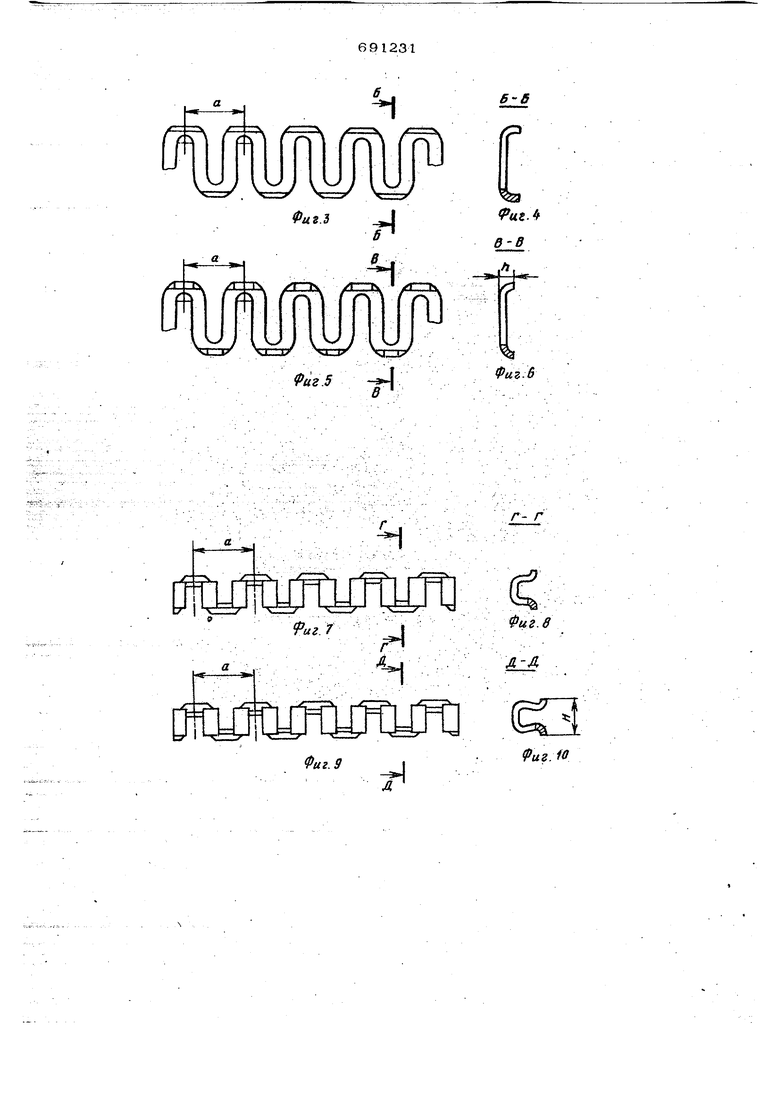
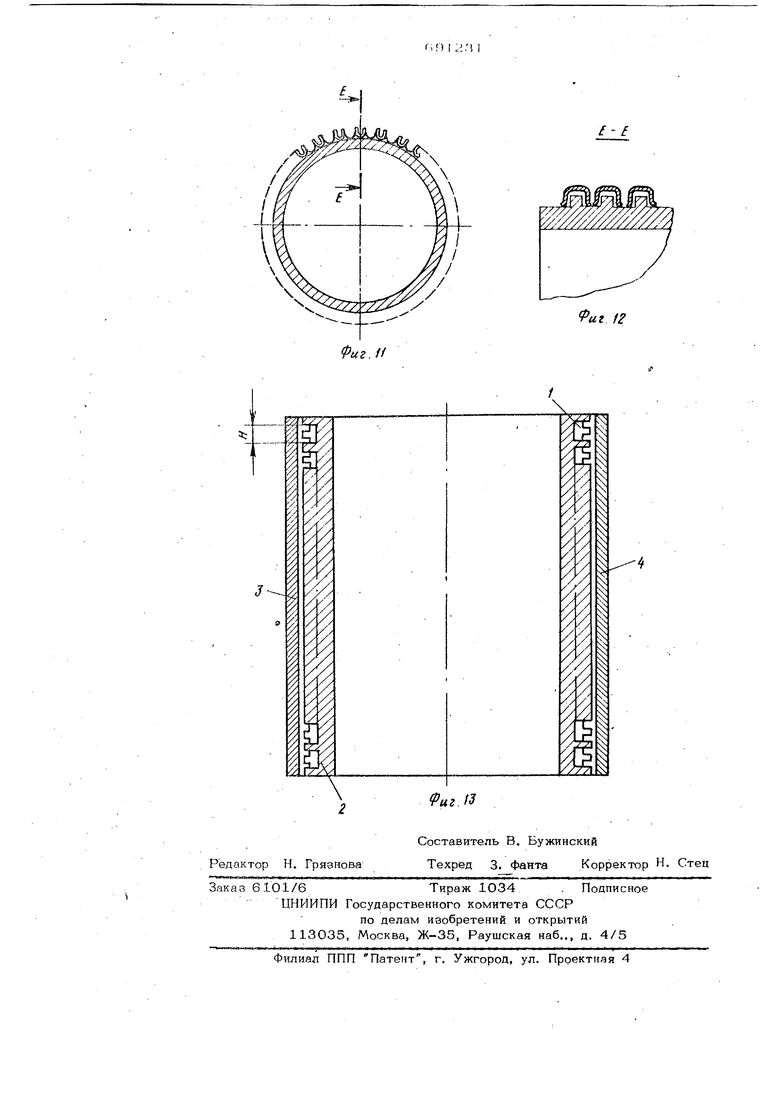
(54) СПОСОБ .ИЗГОТОВЛЕНИЯ.ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ .;, . ,для млСЯС)СЬЕМНЫХ ПОРШНЕВЫХ КОЛЕЦ СВОЙСТВ исхопнсЛ лемггы, а тякж(; от свойств, приобретенных н процессе формовки V -образного профиля. Термообработш1ная стфаль из пружины V -образного профиля рубится на ртдел ные расширители, мерность которых опреде ляется кратным количеством волк профи ля. Поэтому расширители по размеру дл ны развертки (по спрямленной длине) имеют значительные колебания, влияк- шие на упругость и собираемость масло съемного кольца во время его установки на поршень, а поршня - в гильзу двигателя. При увеличении упругости тангенциального расширителя выше нормы повышается давление колец на стенки цилиндра и, следовательно, увеличиваются потери на трение, при уменьше1ми упругости ухущй.ается прилегаемость колец к стенке цилиндра и .как следствие ухуд шается маслораспределение. Спрямленная длина тангенциального расширителя Р свободном состоянии, согласно нормам на аналогичные конструкции, должна быть на 2,5...4,0% больше, чем в рабочем состоянии, а при изв.естном методе изготовления это условие не может быть выполнено. Целью изобретения является создание такого способа изготовления, при котором точность длины развертки тан- гёцциального расширителя .в свободном состоянии обеспечивалась бы в преде- -лах нормы. Для достижение этой цели в известном способе изготовления тангенциальны . расширигедей, включающем операции гибки змеевидной плоской пружины из плющеной стальной ленты, гибки упоров с последующей калибровкой по высоте, гибки V -бЬразного профиля с последующей калибровкой, навивки профилирован ной пружины в спираль на оправке,термообработки на оправке с по- следукхцвй рубкой ее на отдельные мерные расширители, осуществляемые с фик сацией профиля изготавливаемого изделия по шагу во время всех вышеперечио леньрс операций. После разрезки спирали на отдельные мерные расширители их на оправке обжимают по длине развертки и заневоливают по высоте, а затем в обжатом и ааневоленном состоя нии термостабилизируют при температуре 200-500 С. На фиг. 1 изображена навивка змеевидной заготовки; на фиг. 2 - разрез 1 А А фиг, 1; fifl фиг. 3 - отгибка упоров под углом 90; па фиг, 4 - разрез Б - Б фиг. 3; на фиг. 5 - калибровка упоров по DbtcoTo; на фиг. 6 - разрез В - В фиг. 5; на фиг. 7 - гибка V -образного прсфпля; на фиг. 8 - разрез Г - Г фиг. 7; на фиг.. 9 - калибровка V -образного профиля; на фиг. 10, разрез Д - Д фиг. 9; на фиг. 11 - навивка V -образного проф.иля в спираль на oiTfjaBKe; на .фиг. 12- рмарез Е - Е фиг. 11; на фиг. 13 - обжатие и зане- всэтивание сптграли на оправке. Согласно фиг. 13 тангенциальные рааиирпте/ч1 1 набрасываются .замками встык п канавки оправки 2 и затем обжимаются двумя полуптлытами 3 и 4, при этом в осевом направлении тaигe) расширите: и ограничиваются торпевы1.ш стенKaNffl канавок опрпвки, а в диаметральном - двумя гильзами. Далее тангенциальные расширители в обжатом, занево... ленном состоянии помешают в печь, где термос.гпбилизируются при температуре 200-50О°С по иьгсоте Н и по длине ра:даертки. Температура термостабилизации зависит от марки материала, из которого изготовлены тангенциальные расширители. Например, при стальной ленте марки У8А темпеоатура термостабилизации 25CV-300 С, при стальной ленте марок 5О ХФА и 60 ХФА температура термостабилизации 450 С. Ниже приводится пример изготовления тангенциальных раоггарителей. Пример 1. Навить (методом гибки) змеевидную заготовку из плюше ной ленты с фиксацией по шагу а (фиг. 1). . 2.Отогнуть упоры под углом 90 (фиг. 3) и калибровать их по высоте h с фиксацией по шагу а (фиг. 5). 3.Произвести гибку (фиг. 7) и калибровку V -образного профиля в размер Н с фиксацией по шагу а (фиг. 9). 4.Навить спираль из змеевтщной пружины V -образного профиля на оправке (фиг. 11). 5.Закалить и отпустить спираль из пружины V -образного профиля на оправке.. 6. Снять и разрубить спираль из пру- . жины V -образного профиля нв отдельные мерные расширители с формированием замка. 7.Обжать тангенциальные расигирите на оправке по длине развертки с занево пиванием их по высоте Н (фиг. 13). 8.Термостабилисзировать тангенциальные расширители в обжатом состояни по длине развертки и заневоленном по высоте Н при температуре в диапа- , зоне от 200 до 500°С. Эффективность от предлагаемого спо ба изготовления тангенциальных расширителей заключается в следу1ещем: 1)повышение точности изготавлива- емых тангенциальных расширителей по длине развертки в свободном состоянии и по высоте Н позволяет уменьшить расход стальной ленты из-за отходов в брак, а, следовательно, и снизить трудоемкость изготовления расширителей; 2)повышение термостойкости тангенциальных расширителей позволяет по высить их пружинные свойства в заневоленном состоянии в процессе эксплуатации, а, следовательно, увеличить дол говечность маслосъемных колец в целом Термостабилизация тангенциальных расширителей в предварительно обжатом состо5таии по длине развертки и зане- воленном по высоте Н позволяет значительно повысить качество изготавлива мых изделий, так как при этом точность размера Н повышается в 1,5...2 раза а точность спрямленной длинырасширителя (длины развертки) - в 4...5 раз. Кроме того, повьшлается термостойкость тангенциальных расширителей, так как температура термостабилизации вьпие температуры работающего двигателя, что позволяет снять. лиш11ие внутренние напряжения в расширителях. Формула изобретения Способ изготовления тангенциальньтх расширителей .для маслосъемнмх порцгае вых колец, включающий операции гибки змеевидной плоской пружины из плю-. шенной стальной ленты, гибки упоров с последующей калибровкой их но высоте, гибки V -образного профиля с последующей калибровкой, навивки пружины изV -образного профиля в спираль на оправке, термообработки спирали на оправке с последуюшей рубкой ее на отдельные мерные расширители,.осуществляемые с фиксацией профиля изготавливаемого изделия по щагу во время всех вышеперечисленных операций, отличающийся тем, что, с целью повьгшения к;ачества и срока службы тангенциальньрс расширителей, п.осле руб ки спирали на отдельньте мерные расширители их на оправке-обжимают по длине развертки и заневоливают по высоте профиля, а затем в обжатом и заневоленном состоянии термостабилизируют при температуре 2ОО-5ОО С. .. Источники информации, принятые .во.внимание приэкспертизе I. Патент Франции №1529788 кл. В 2113 , 1966Г. . . 2. Заявка №1766138 от ЗО марта 1972, по; которой принято решение о выдаче авторского свидетельства.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования W-образного профиля | 1985 |
|
SU1350910A1 |
| Способ изготовления тангенциальных расширителей цельноизогнутой конструкции с замком | 1972 |
|
SU507981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ СПИРАЛЕЙ | 1998 |
|
RU2146178C1 |
| Способ изготовления тангенциальных расширителей и устройство для его осуществления | 1984 |
|
SU1253045A1 |
| Способ гибки заготовок из листового материала | 1981 |
|
SU1037468A1 |
| Устройство для гибки длинномерных заготовок из тонколистового материала | 1987 |
|
SU1546194A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 1989 |
|
RU2028485C1 |
У
А-А
.г
6-6 /
и.гЛ 6-В л.
Фиг: 6
-и а
«S-г-
г- г
Н
ТШ
1
тлпл
Фиг. 9
10
N
/-/
/
«г 1г
