2.Способ по п. 1, о т л и ч а ющ и и с я тем, что нагрев осуществляют индукционным методом.
3.Устройство для осуществления способа ггалунепрерыв.ной термообработки длинномерных спиралевидных профилей, содержащее раму со смонтированными на ней с возможностью синхронного вращения от привода барабанным средством подачи полуфабриката, нагревателем, оправкой, профильным обкатывающим роликом и неподвижным средством охлаждения профиля, размещенным
в зоне расположения оправки, о тли- чающееся тем, что оно снабжено дополнительным приводным барабаном а оправка установлена на раме с возможностью дополнительного осевого пе
Изобретение относится к машиностроению и может быть использовано при термической обработке профилей в процессе изготовления тангенциальных расширителей маслосъемных прршне- вых колец двигателей внутреннего сгорания .
Цель изобретения - повышение про- ргзводительности и качества за счет увеличения геометрической и размерной точности профилей.
Способ осуществляется следующим образом. Полуфабрикат периодического профиля вдоль его оси подают в зону нагрева, нагревают до заданной температуры и навивают на оправку с охлаждением, при этом нагрев производят с заневоливанием полуфабриката по ширине и шагу, а при навивке с охлаждением - с заневоливанием по шагу.
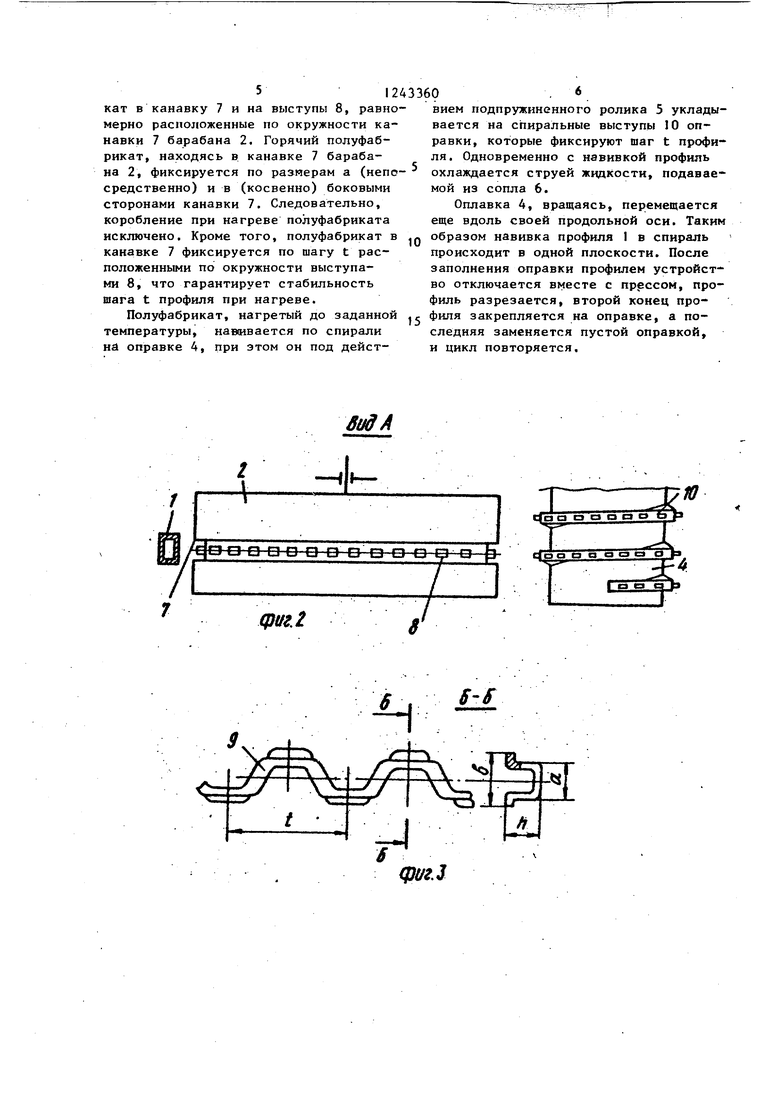
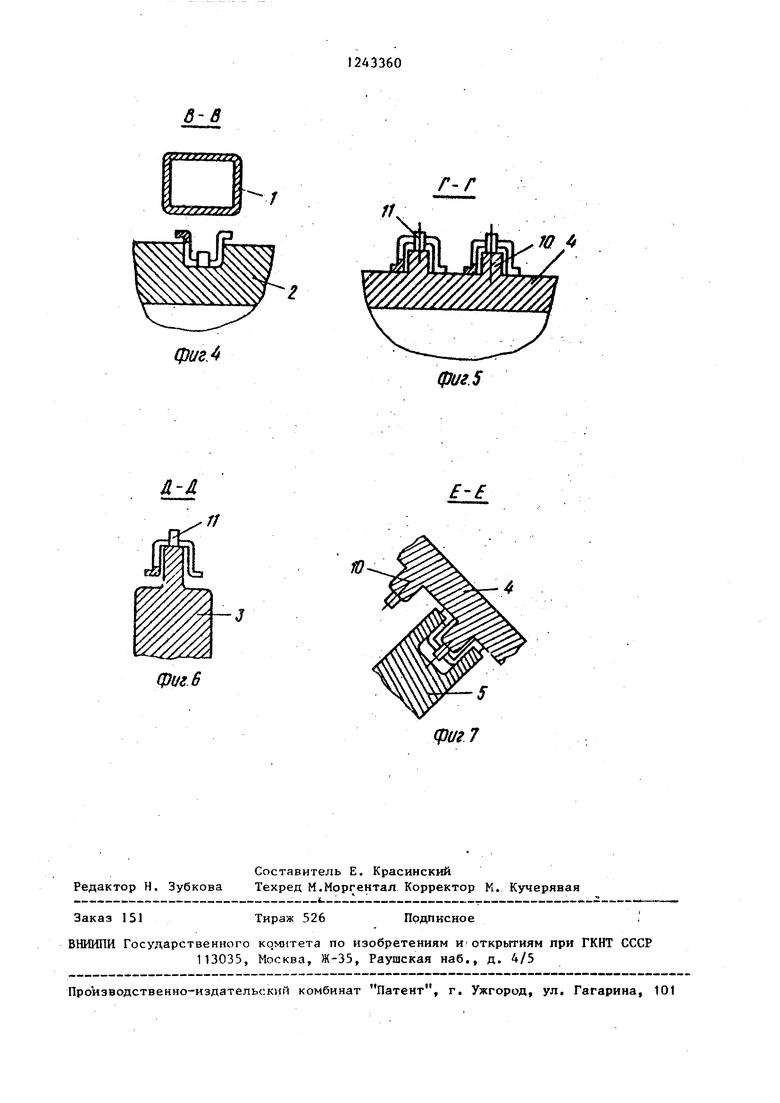
На фиг. 1 схематично изображено предлагаемое устройство, поперечный разрез, общий вид; на фиг. 2 - вид А фиг. 1 (профиль и индуктор не-показаны); на фиг. 3 - полуфабрикат и его разрез ё-Б; на фиг. 4 - разрез В-В фиг. 1; на фиг. 5 - разрез Г-Г фиг.1; на фиг. 6 - разрез Д-Д фиг. 1; на фиг. 7 - разрез Е -Е фиг. I.
Устройство содержит высокочаст,рт- ный индуктор I для нагрева профиля, приводной барабан 2, установленный в зоне индуктора, подающий механизм, вьтолненный в виде приводной звездочг ки 3, охлаждающий агрегат с приводной о ч авкой 4, подпружиненным роликом 5,
ремещения и на ее наружной поверхности вьтолнен ложемент в впде выступов, расположенных по винтовой линии, при этом дополнительный барабан вьтолнен с кольцевой канавкой на наружной поверхности, с выступами в донной ее части для размещен11Я полуфабриката па- .риодического профиля.
4. Устройство по п. 3, о т л и - чающееся тем, что нагреватель выполнен в виде кольцевого высокочастотного индуктора.
5. Устройство по п. 3, отли- чаю цееся тем, что на дне канавки дополнительного барабана и на выступах оправки соосно им выполнены щтыри.
5
0
5
0
5
0
5
и с соплом 6 для подачи охлаждающей жидкости. Барабан 2, звездочка 3 и оправка 4 имеют общий привод вращения (на фиг. не показан). На наружной поверхности барабана 2 выполнена кольцевая канавка 7. На дне канавки 7 выполнены выступы 8 с окружным Лагом, равным.шагу между впадинами полуфабриката 9.
Оправка 4 снабжена выступами 10, расположенными по винтовой линии. На дне канавки барабана 2 и выступах 10 оправки 4 могут быть выполнены штыри 1 1 ..
Устройство работает следующим образом. Устройство предварительно заправляется полуфабрикатом 9 (поступает от пресса), который накидывается на звездочку 3, далее полуфабрикат охватывает барабан 2, по периферии которого установлен индуктор I, причем полуфабрикат на барабане укладывается в кольцевую канавку 7 с фиксацией его выступами 8, затем передний конец полуфабриката закрепляется на оправке 4, а подпружиненный ролик 5 прижимает его к оправке.
После такой подготовки пресс (на фиг. не показан) включается в работу с одновременным включением на нагрев высокочастотного индуктора 1, привода вращения барабана 2, звездочки 3 и оправки 4. Барабан 2, звездочка 3 и оправка 4 вращаются синхронно со. скоростью V выдачи полуфабриката с пресса. Звездочка 3 укладывает полуфабрикат в канавку 7 и на выступы 8, равно мерно расположенные по окружности канавки 7 барабана 2. Горячий полуфабрикат, находясь в. канавке 7 барабана 2, фнксируется по размерам а (непо средственно) и в (косвенно) боковыми сторонами канавки 7. Следовательно, коробление при нагреве полуфабриката исключено. Кроме того, полуфабрикат в канавке 7 фиксируется по шагу t расположенными по окружности выступами 8, что гарантирует стабнльность шага t профиля при нагреве.
Полуфабрикат, нагретый до заданной температуры, навивается по спирали на оправке 4, при этом он под дейст61 А
вием подпружиненного ролнка 5 укладывается на спиральные выступы 10 оправки, которые фиксируют шаг t профиля. Одновременно с навивкой профиль охлаждается струей жидкости, подаваемой из сопла 6.
Оплавка 4, вращаясь, перемещается еще вдоль своей продольной оси. Таким образом навивка профиля 1 в спираль происходит в одной плоскости. После заполнения оправки профилем устройство отключается вместе с прессом, профиль разрезается, второй конец про- .с филя закрепляется на оправке, а последняя заменяется пустой оправкой, и цикл повторяется.
5
10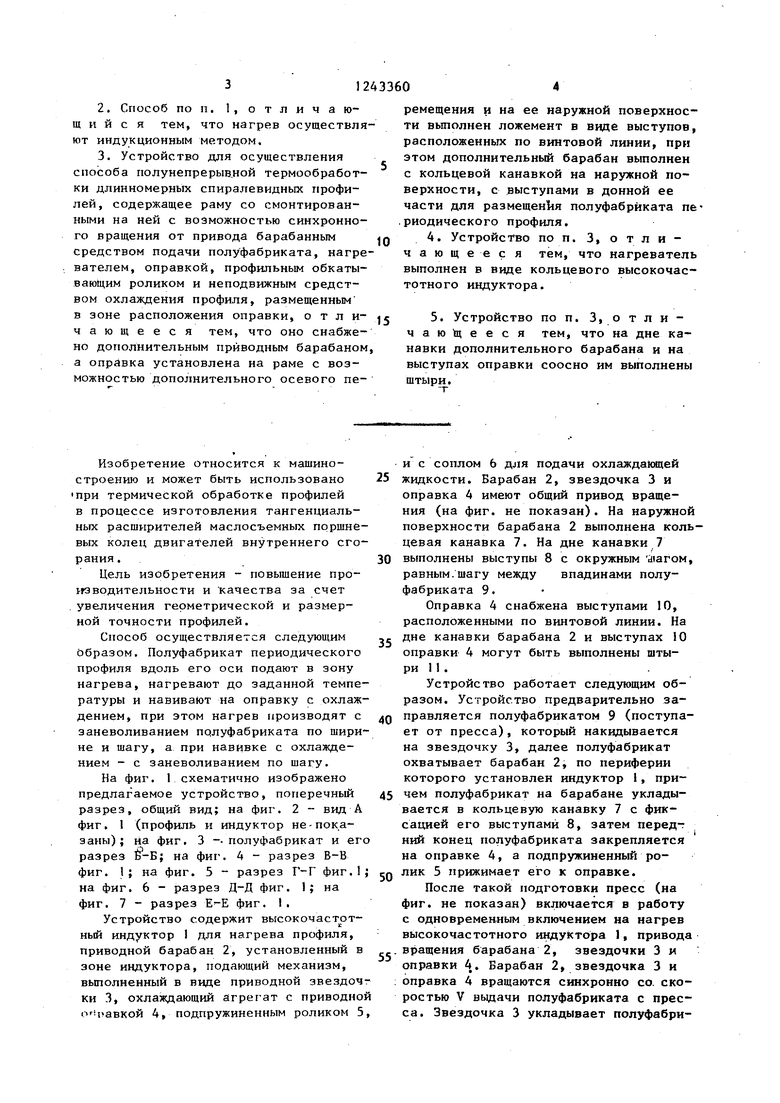
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки длинномерных профильных изделий | 1985 |
|
SU1431336A1 |
| Способ формирования W-образного профиля | 1985 |
|
SU1350910A1 |
| Способ изготовления тангенциальных расширителей цельноизогнутой конструкции с замком | 1972 |
|
SU507981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| Способ изготовления тангенциальных расширителей и устройство для его осуществления | 1984 |
|
SU1253045A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2007 |
|
RU2364461C1 |
| Способ изготовления тангенциальных расширителей для маслосъемных поршневых колец | 1975 |
|
SU691231A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Способ изготовления пружинных деталей из проволоки | 1978 |
|
SU787135A1 |
. Способ полунепрерывной термо обработки длинномерных спиралевидных профилей, преимущественно тангенциальных- расширителей для маслосъемных поршневых колец двигателей внутреннего сгорания, включающий осевую подачу полуфабриката периодического профиля из ленты, его нагрев и навивку на оправку с заданным шагом при одновременном охлаждении, от.личаю- щ и и с я тем, что, с целью повышения производительности и качества за счет увеличения геометрической и размерной точности профилей, при нагреве полуфабриката его заневоливают по ширине и шагу, а при охлаждении - по шагу. i (JJMf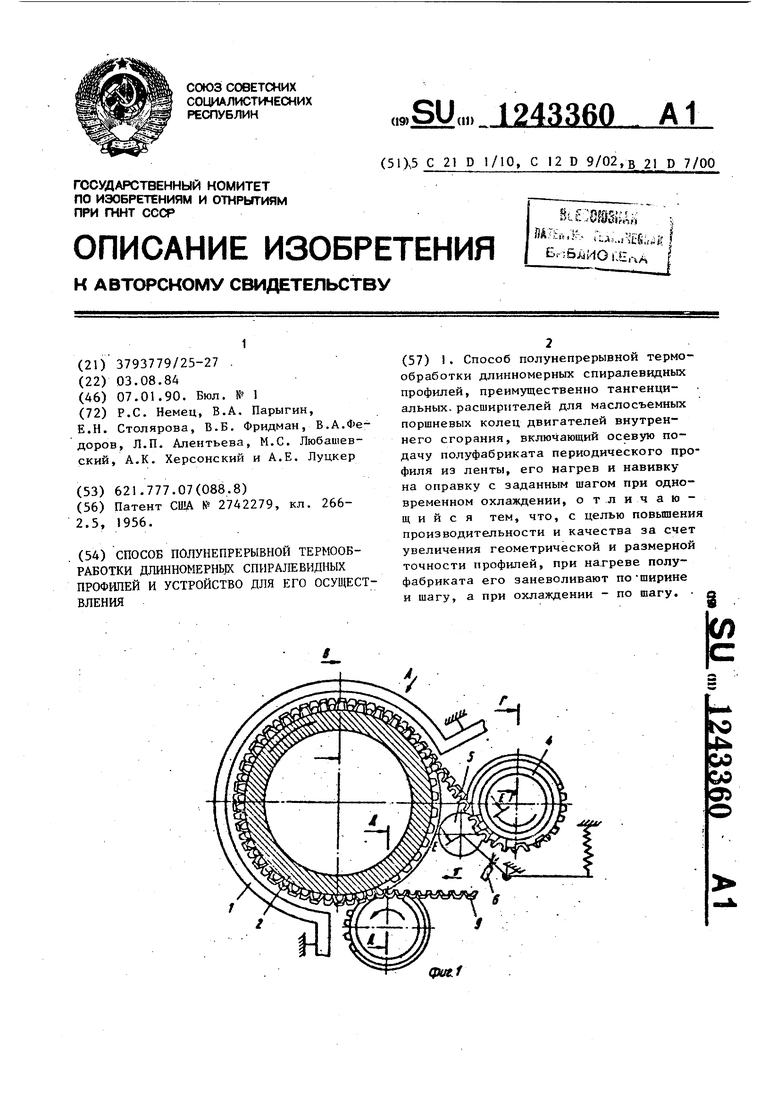
с|оаовваовоарфо {з
фиг, 2
Ю
а о о ° Р
Д
о о «3 о О Р
jdtr
I о
S S
фиг. 4
Л-Л
фиг. 5
фиг 6
Составитель Е. Красинский Редактор Н. Зубкова Техред М.Моргентал Корректор К. Кучерявая
Заказ 151
Тираж 526
ВНИИПИ Государственного комитета по изобретениям И открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул, Гагарина, 101
фиг 7
Подписное
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
